清肺平喘颗粒制备工艺研究
2020-06-16刘冬菊孟凡志刘新丰郭情情
刘冬菊,孟凡志,刘新丰,郭情情
作者单位:丰县中医医院药剂科,江苏 徐州221700
支气管哮喘(哮喘)临床表现为喘息、气促、胸闷及呼吸困难,已成为中老年人群中的常见病、多发病[1-2]。中医理论认为哮喘的主要病位在肺。清肺平喘颗粒来源于丰县中医医院的协定方(清肺平喘汤),主要是由黄芩、桔梗、甘草、五味子、葶苈子、柴胡、白芍、陈皮、牵牛子、西洋参10味中药材组成,具有清热化痰、止咳平喘,降气行瘀、扶正祛邪,主要用于各类型哮喘、肺气肿、肺心病、急慢性气管炎、支气管炎等病症的治疗,临床疗效确切[3]。
干法制粒是通过滚轮连续不断地将物料压紧成块状或条带状,再用制粒机粉碎成颗粒的一种制粒技术[4-5]。该技术适用于对湿热不稳定药物制剂成型,尤其不宜采用湿法制粒的中药浸膏可使用该技术制粒。本研究于2017年7月至2018年3月评价了干法制粒工艺中送料速度、轧轮压力、轧轮转速对中药颗粒成型性的影响[6-8],为清肺平喘颗粒的工艺生产放大奠定实验基础。
1 仪器与试剂
1.1仪器GL2-25型实验用干法制粒机(张家港开创机械制造有限公司);FW135型高速万能粉碎机(上海析域仪器设备有限公司);DZF-6020-L型真空干燥箱(上海丙林电子科技有限公司);XHRE-5000型旋转蒸发仪(广州市予华仪器有限公司)。
1.2试剂黄芩、桔梗、甘草、五味子、葶苈子、柴胡、白芍、陈皮、牵牛子、西洋参均购于徐州彭祖中药饮片有限公司;乳糖、甘露醇、微晶纤维素、糊精均购于山东聊城鲁西药用辅料有限公司。
2 方法与结果
2.1清肺平喘颗粒浸膏粉的制备分别将干燥的黄芩、桔梗、甘草、五味子、葶苈子、柴胡、白芍、陈皮、牵牛子、西洋参10味中药材干燥、粉碎,过80目筛备用;按处方称依次取100 g黄芩、90 g桔梗、45 g甘草、60 g五味子、32 g柴胡、50 g白芍加入5 L圆底烧瓶中,加入8倍量水,煎煮3次,每次各1 h,煎煮液趁热过滤,合并煎煮液,浓缩至体积约为200 mL。按处方依次称取72 g葶苈子、70 g陈皮、24 g牵牛子和44 g西洋参,加入5 L圆底烧瓶中,加入8倍量60%乙醇回流提取3次,每次各1 h,合并煎煮液,浓缩至体积约为200 mL。将上述两份浓缩液混合,加入乙醇至体积为2 L,混合均匀,过滤,真空干燥,浸膏粉碎,即得到清肺平喘浸膏粉,备用。
2.2清肺平喘颗粒的制备工艺与评价
2.2.1制备工艺 称取清肺平喘浸膏粉加入一定量辅料,混合均匀后转移至干法制粒机中制粒,通过调节送料速度、轧轮压力、轧轮转速3个制粒工艺参数制备质量符合要求的清肺平喘颗粒。
2.2.2溶化时间评价 取制备好的清肺平喘颗粒20 g,加入到200 mL温水(温度约为40~50℃)中,用玻璃棒轻轻搅拌,记录清肺平喘颗粒溶化所需时间,每份样品重复测定3次,计算平均溶化时间。
2.2.3一次成型率评价方法 取制备好的清肺平喘颗粒约100 g,准确称重(W总),放入到装有1号和5号筛网的震荡筛上进行筛分,震荡筛分5 min,收集截留在5号筛网上的颗粒,精密称重(W截留),计算清肺平喘颗粒一次成型率,一次成型率(%)=W截留/W总×100%。
2.3清肺平喘颗粒处方与制备工艺考察
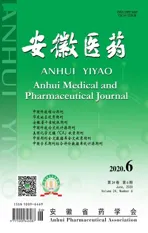
2.3.1填充剂种类、用量筛选 清肺平喘浸膏粉,需要对填充剂种类及用量进行筛选、优化[9-10]。本研究分别选择清肺平喘浸膏粉用量与4种填充剂质量比均为1∶1,结果见表1。
表1 清肺平喘颗粒填充剂种类筛选结果(n=3)/±s
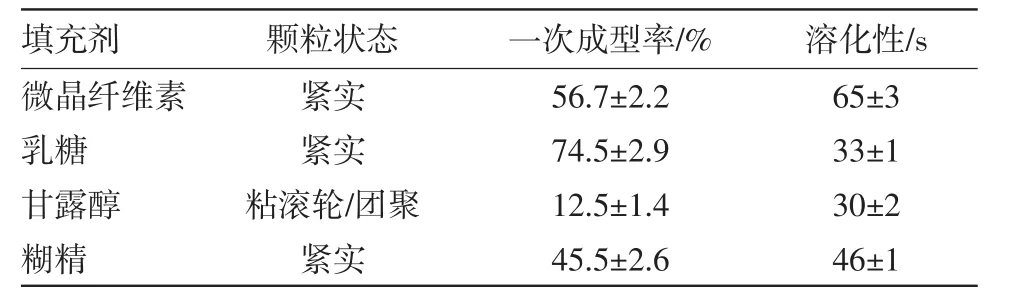
表1 清肺平喘颗粒填充剂种类筛选结果(n=3)/±s
溶化性/s 65±3 33±1 30±2 46±1填充剂微晶纤维素乳糖甘露醇糊精颗粒状态紧实紧实粘滚轮/团聚紧实一次成型率/%56.7±2.2 74.5±2.9 12.5±1.4 45.5±2.6
实验结果表明,采用乳糖作为清肺平喘颗粒填充剂,制备的颗粒紧实,性状良好,一次成型率较高,颗粒溶化时间也较短,因此本研究选择乳糖作为清肺平喘颗粒的填充剂。其乳糖用量研究结果见表2。
实验结果表明,乳糖用量较小时,物料在滚轮上大量粘连,一次成型率较低,溶化时间较长;而当浸膏粉∶乳糖为1∶3,制备的颗粒较为疏松,一次成型率显著降低,溶化时间较短。本研究最终确定清肺平喘颗粒处方中清肺平喘浸膏粉与乳糖质量比为1∶1。
2.3.2送料速度筛选 本研究固定轧轮压力为10 MPa、轧轮速度为12 r/min,考察送料速度对清肺平喘颗粒一次成型率和溶化时间的影响,结果见表3。
表2 清肺平喘颗粒填充剂用量筛选结果(n=3)/±s

表2 清肺平喘颗粒填充剂用量筛选结果(n=3)/±s
浸膏粉∶乳糖3∶1 2∶1 1∶1 1∶2 1∶3颗粒状态粘滚轮/团聚紧实紧实紧实松散一次成型率/%15.9±0.6 44.1±1.9 73.9±3.1 66.3±2.1 32.1±1.6溶化时间/s 126±3 86±1 32±2 21±1 15±3
表3 送料速度对清肺平喘颗粒性质影响(n=3)/±s
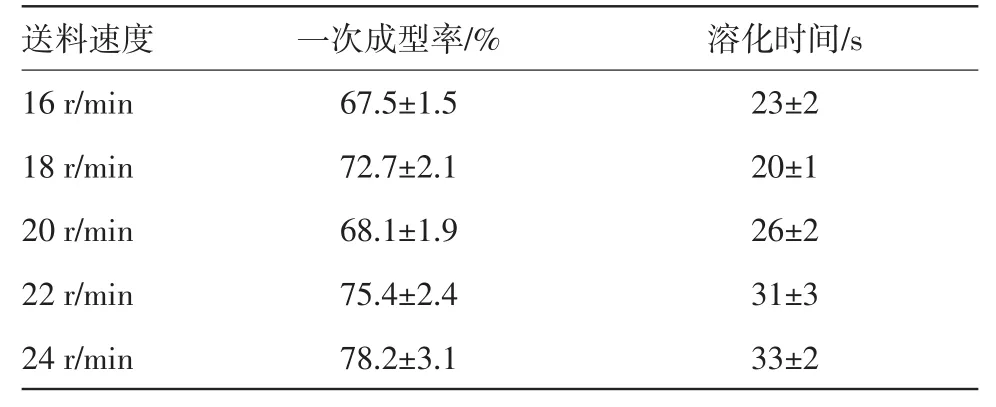
表3 送料速度对清肺平喘颗粒性质影响(n=3)/±s
送料速度16 r/min 18 r/min 20 r/min 22 r/min 24 r/min一次成型率/%67.5±1.5 72.7±2.1 68.1±1.9 75.4±2.4 78.2±3.1溶化时间/s 23±2 20±1 26±2 31±3 33±2
实验结果表明,清肺平喘颗粒的一次成型率随着送料速度增加变化不显著,溶化时间随着送料速度的增加而延长,需要对送料速度进一步优化。
2.3.3轧轮压力筛选 固定轧轮转速为12 r/min、加料速度为22 r/min,考察轧轮压力分别为4、6、8、10、12 MPa对清肺平喘颗粒一次成型率和溶化时间的影响,结果见表4。
表4 轧轮压力对清肺平喘颗粒性质影响(n=3)/±s
表4 轧轮压力对清肺平喘颗粒性质影响(n=3)/±s
轧轮压力4 MPa 6 MPa 8 MPa 10 MPa 12 MPa一次成型率/%23.5±0.9 45.4±1.1 66.1±2.0 75.4±2.4 80.8±1.5溶化时间/s 15±1 20±2 26±1 31±3 34±2
实验结果表明,清肺平喘颗粒的一次成型率随着轧轮压力增加而增大,溶化时间随着轧轮压力的增加而延长,需要对轧轮压力进一步优化。
2.3.4轧轮转速筛选 固定轧轮压力为10 MPa、加料速度为22 r/min,考察轧轮转速分别为10、12、14、16、18、20 r/min对清肺平喘颗粒一次成型率和溶化时间的影响,结果见表5。
实验结果表明,清肺平喘颗粒的一次成型率随着轧轮转速增加先增大后减小,溶化时间随着轧轮转速的增加先增加后缩短,需要对轧轮压力进一步优化。
表5 轧轮转速对清肺平喘颗粒性质影响(n=3)/±s
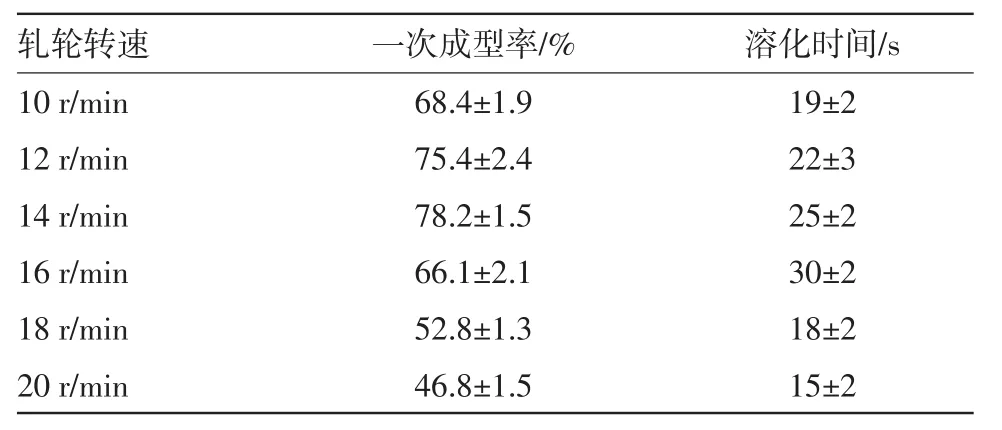
表5 轧轮转速对清肺平喘颗粒性质影响(n=3)/±s
一次成型率/%68.4±1.9 75.4±2.4 78.2±1.5 66.1±2.1 52.8±1.3 46.8±1.5轧轮转速10 r/min 12 r/min 14 r/min 16 r/min 18 r/min 20 r/min溶化时间/s 19±2 22±3 25±2 30±2 18±2 15±2
2.4Box-Behnken实验设计优化干法制粒工艺参数
2.4.1实验设计 通过清肺平喘颗粒干法制粒制工艺参数实验筛选结果,确定以送料速度(X1)、轧轮压力(X2)、轧轮转速(X3)作为考察对象(变量水平见表6),以颗粒一次成型率(Y1)和溶化时间(Y2)作为评价指标,利用Box-Behnken实验设计优化干法制粒工艺参数,根据表7给出的实验计划进行实验操作,并通过“Design Expert 10.0”实验软件对实验结果进行统计分析,结果见表8。
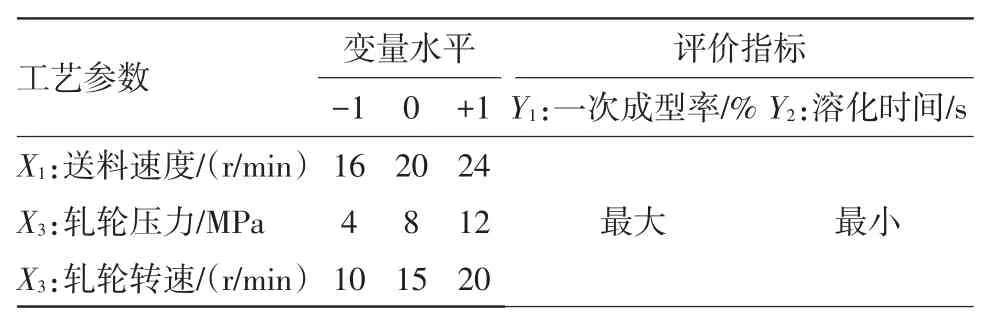
表6 清肺平喘颗粒Box-Behnken效应面法优化辊压干法制粒工艺参数
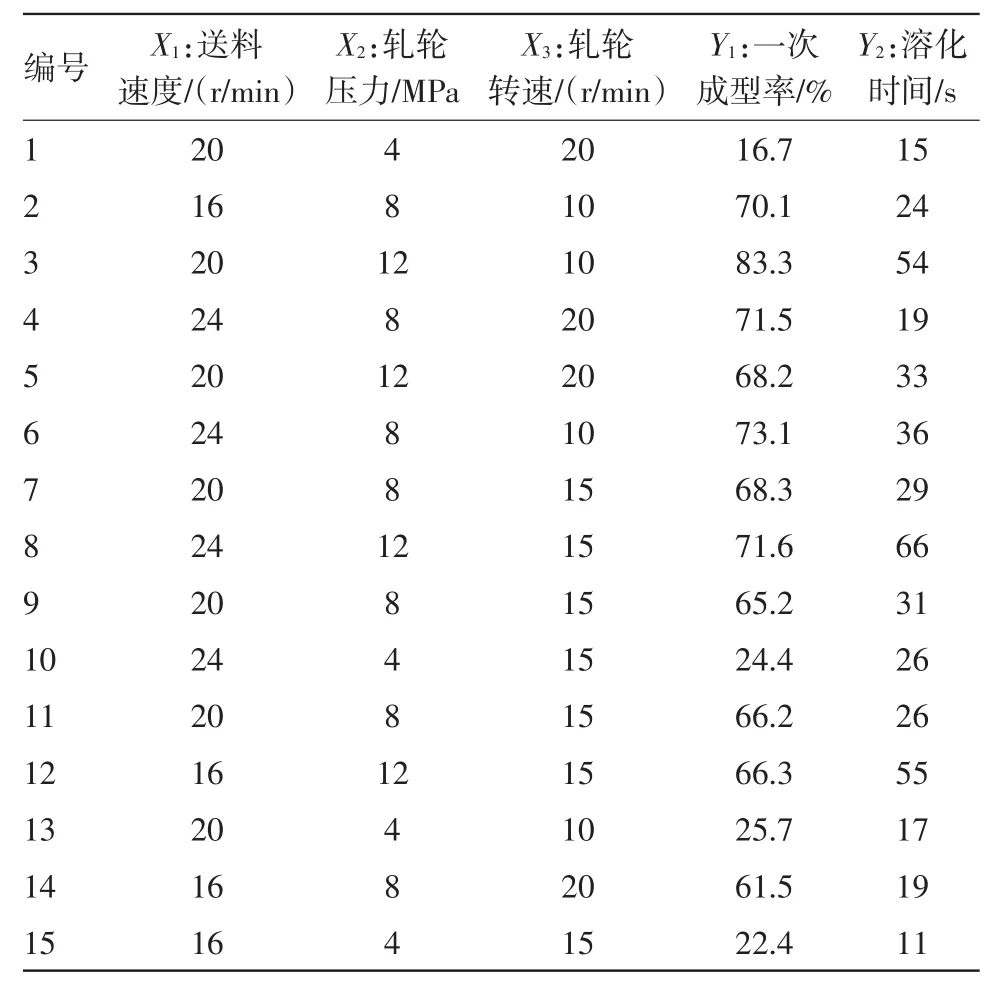
表7 清肺平喘颗粒干法制粒实验设计中的自变量(X)和因变量(Y)
统计分析结果显示Y1和Y2模型P值分别为0.000 2和0.005 2,差异有统计学意义,说明两个模型拟合均较好;失拟项P值分别为0.100 1和0.130 4,差异无统计学意义,说明残差和纯误差之间不存在差异性,进一步说明模型拟合具有足够高的可信度,模型拟合方程分别为:

另外,统计分析结果显示轧轮压力(X2)、轧轮转速(X3)、二次项(X22)对清肺平喘颗粒一次成型率具有显著影响(P<0.05);送料速度(X1)、轧轮压力(X2)、轧轮转速(X3)、二次项(X22)对清肺平喘颗粒溶化时间具有显著影响(P<0.05)。由于干法制粒制工艺参数之间关系复杂,仅通过统计方差分析不能够完全了解各工艺参数对颗粒性质的影响,需要通过3D效应曲面图直观、全面理解送料速度、轧轮压力、轧轮转速之间的相互作用,见图1,2。
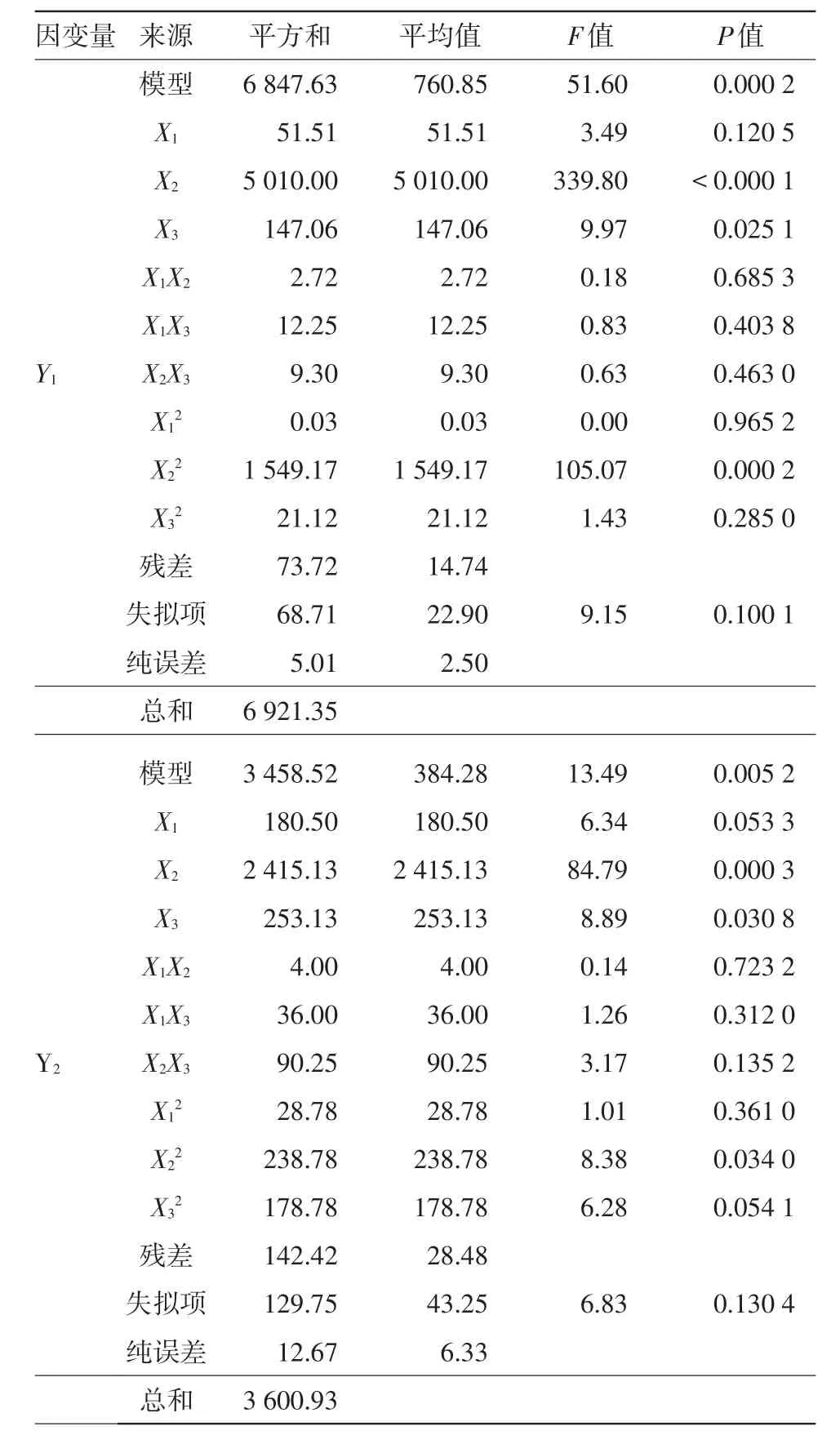
表8 清肺平喘颗粒干法制粒统计分析结果
由3D效应面图可知,随着轧轮压力的增加,清肺平喘颗粒一次成型率显著增加,随着轧轮转速的增加,颗粒一次成型率先增加后降低,送料速度对颗粒一次成型率影响不显著。
由3D效应面图可知,随着送料速度和轧轮压力的增加,清肺平喘颗粒溶化时间显著延长,随着轧轮转速的增加,颗粒溶化时间出现先增加后缩短趋势。
2.4.2设计空间与验证 以清肺平喘颗粒一次成型率最大,溶化时间最短作为目标,通过“Design Expert 10.0”实验设计软件拟合,得到清肺平喘颗粒的制粒工艺参数设计空间,在设计空间内任取一点:送料速度为22 r/min、轧轮压力为10 MPa、轧轮转速为15 r/min,结果见图3。
按照该制粒工艺参数连续制备3批清肺平喘颗粒,分别测定一次成型率和溶化时间,并与模型给出的预测值进行比较,结果见表9。由结果可知,实验观察值和模型预测值比较接近,偏差的绝对值均小于10%,说明模型预测性良好。
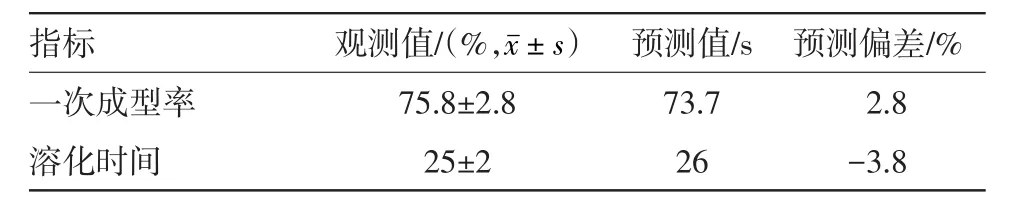
表9 清肺平喘颗粒各指标预测值和观察值
3 讨论
均匀设计[11-12]和正交设计[13-14]由于实验设计次数较少,数据处理方便,国内研究者通常还是习惯使用这两种试验设计来优化实验,但是两种试验设计是基于线性模型,只能够分析出单因素对评价指标的影响,而不能够分析出两种因素交互作用对评价指标的影响。因此,均匀设计和正交设计的实验准确度不高,建立的模型预测性较差。Box-Behnken实验设计能够同时考察几种因素间相互作用的一种实验设计方法,具有实验次数少,模型建立准确,实验预测准确度高等优点,并可以通过响应面图分析各个因素以及两种因素对评价指标的影响,近年来国内外学者已广泛采用该实验设计[15-18]。
本研究首先通过单因素考察确定了清肺平喘颗粒的处方组成以及干法制粒工艺参数范围值,并通过Box-Behnken实验设计优化了清肺平喘颗粒干法制粒工艺参数,实验结果显示,轧轮压力、轧轮转速对清肺平喘颗粒一次成型率具有显著影响(P<0.05),而送料速度、轧轮压力、轧轮转速颗粒溶化时间具有显著影响(P<0.05)。通过实验优化得到清肺平喘颗粒的制粒工艺参数设计空间,在设计空间内任取一点:送料速度为22 r/min、轧轮压力为10 MPa、轧轮转速为15 r/min,并经连续3批生产验证,制备的清肺平喘颗粒一次成型率为(75.8±2.8)%,溶化时间为(25±2)s,说明实验软件预测准确性高。本研究通过Box-Behnken实验设计优化清肺平喘颗粒干法制粒工艺,生产工艺稳健,制备的清肺平喘颗粒一次成型率高、溶化时间短,质量可控,有望进一步放大生产。
(本文图1~3见插图6-3)

图1 清肺平喘颗粒干法制粒送料速度(X1)、轧轮压力(X2)、轧轮转速(X3)对颗粒一次成型率(Y1)的3D效应面图:A为送料速度(X1)、轧轮压力(X2);B为轧轮压力(X2)、轧轮转速(X3)
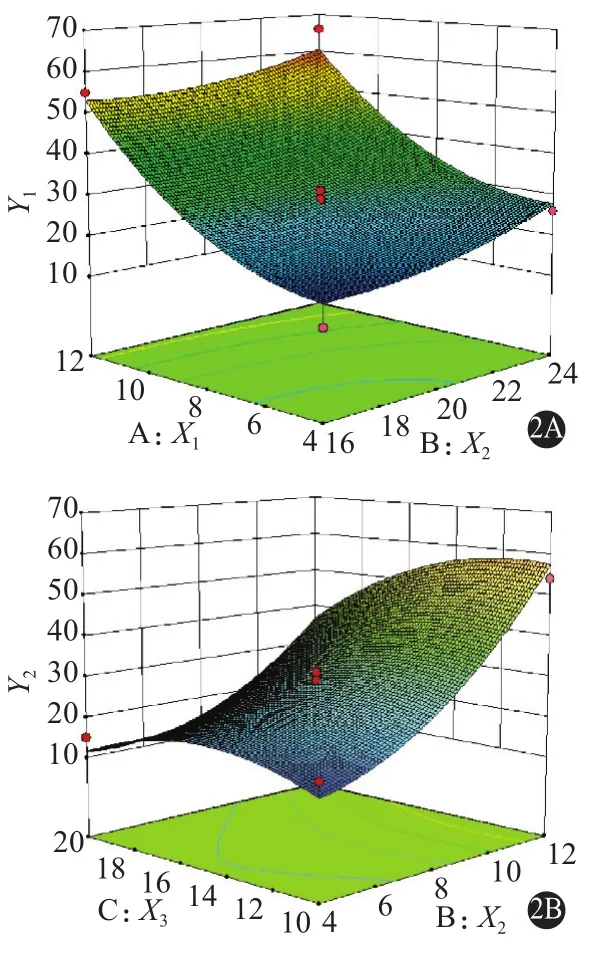
图2 清肺平喘颗粒干法制粒送料速度(X1)、轧轮压力(X2)、轧轮转速(X3)对颗粒溶化性(Y2)的3D效应面图:A为送料速度(X1)、轧轮压力(X2);B为轧轮压力(X2)、轧轮转速(X3)
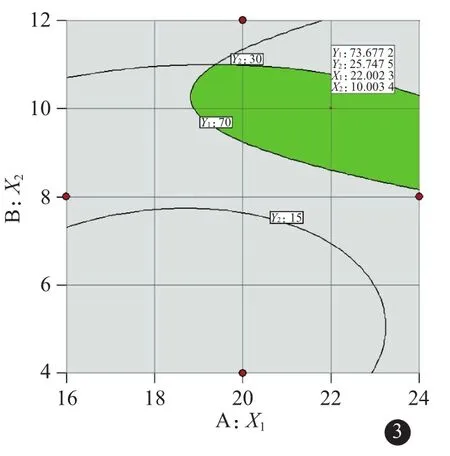
图3 清肺平喘颗粒干法制粒送料速度(X1)、轧轮压力(X2)、轧轮转速(X3)对颗粒一次成型率(Y1)和溶化时间(Y2)的叠加图