过氧化氢装置中尾气吸附处理机组的应用分析
2020-05-15于俊涛
于俊涛
(安徽晋煤中能化工股份有限公司,安徽临泉 236400)
在蒽醌法过氧化氢装置生产中,氧化反应过程产生的有机废气中含有大量重芳烃,若不能有效去除,直接排放大气,不仅会造成过氧化氢生产消耗的大幅增加,而且还会污染环境,因此必须回收尾气中的芳烃。尾气吸附处理机组广泛用于过氧化氢装置氧化有机废气治理中,且取得了成熟的应用和推广,但在实际应用中,仍然存在工艺设计不合理带来的问题,并且随着国家、行业及地方排放标准的日趋严格,也需要做相应的优化改进,才能满足越来越严格的排放标准。
1 工作原理
该装置整体结构是3箱8芯的结构,其工作原理是:利用微孔活性物质对有机分子或分子团的吸附力,将有机分子或分子团“阻留”的过程。当工业废气通过吸附介质时,其中的有机物质被“阻留”下来,从而使有机废气得到净化处理。又根据分子热运动理论,从外界加给吸附体系热能,提高了被吸附分子或分子团的运动能量,当分子热运动力足以克服吸附力时,有机物质分子便从吸附体系中“脱附”出来,吸附介质得到再生。该装置就是采用具有高吸附能力的活性炭纤维做吸附材料,对重芳烃进行优先吸附浓缩,然后将吸附在活性炭纤维上的重芳烃脱附下来而回收的过程。
2 工艺流程简述
含重芳烃尾气(氧化尾气)在进入尾气处理机组之前先通过冷却降温进行初步分离,再经过缓冲罐、阻火器,在挡板阀的作用下进入吸附箱,重芳烃被活性炭纤维吸附,经过吸附的尾气直接排放。同时一个吸附箱用低压水蒸气解吸,另一个吸附箱用风机抽取空气并经过滤后进行干燥降温。解吸后的混合气体冷凝后,混合液进入分层槽,经分层后,上层为溶剂相回收至贮槽,下层为水相,排入(污水地槽)化学污水系统。如图1所示。
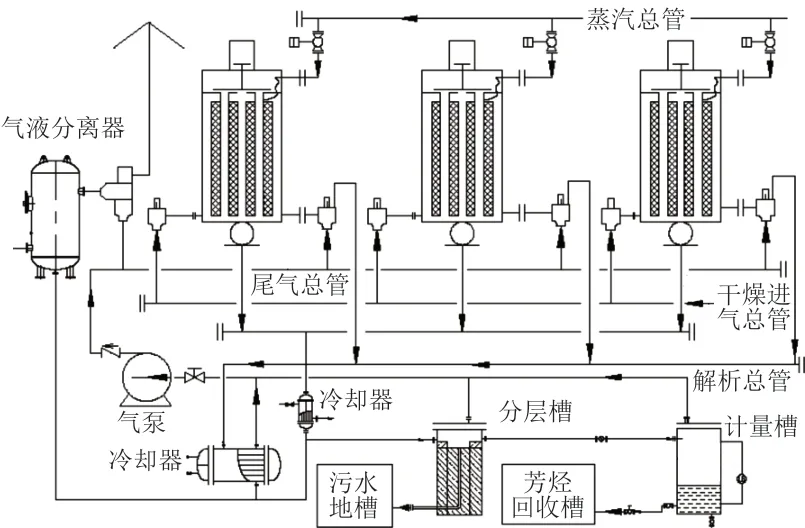
图1 流程示意图
每个吸附箱有三种工作状态,分别为吸附、解吸、干燥降温。在PLC 控制下,依次进入三种工作状态,从而实现装置的连续稳定运行。在一个完整周期内各个吸附箱的状态如表1所示:在一个周期内每个吸附箱吸附、解吸、干燥各10min。可根据实际情况随时调整操作时间。

表1 吸附箱示意图
3 出现的故障现象、原因分析及措施
3.1 故障现象及原因分析
(1)8月份,过氧化氢氧化尾气吸附处理机组已连续运行两年,12月份发现回收的芳烃量锐减,同时干燥时带出的芳烃味较重。ABC 三箱在脱附阶段时,温度测温点测的温度上升较慢,待脱附即将结束时,温度才会有所上升。在脱附结束后,吸附箱中下部用手触摸还是凉的。说明蒸汽未到底,蒸汽下不来,回收的芳烃量跟不上。在回收下来的少量芳烃中,明显有黑色物质(初步判断为活性碳纤维)。综合两种现象,可以判断:活性碳纤维极有可能堆在一起并有破损的情况,造成蒸汽下不来,同时也是回收量锐减的主要原因。
(2)目前尾气处理机组PLC 操作系统显示:C 箱出现的问题,同一阀门在应该打开时,操作系统报警该阀门打开,同时又对该阀门报警状态为关闭,C 尾气阀、上挡板阀、干燥阀在吸附、脱附、干燥三种不同状态下同为如此。经仪表检测技术人员初步判断:此现象的出现PLC 正常情况下会联锁停车,但是实际情况中没有联锁停车,初步判断为PLC 控制系统故障。
3.2 解决措施
(1)针对故障现象1,考虑到活性碳纤维的使用期限一般为一年半更换一次,目前,尾气处理机组已连续运行两年半,采取全部更换活性碳纤维(约960kg)。各阀门的密封圈及仪表气缸控制部件全部检查,更换仪表气管。
(2) PLC 操作控制系统拆开详查,更换有故障点的电磁阀,程序检查补全(由厂家专业人士解决)。
4 机组维护重点及部分改造措施
4.1 保证仪表气压力,确保气缸能正常工作
(1)仪表气管不能漏气:设备运行一年左右,仪表气管基本上都会出现老化现象,在巡检及维护过程中,尤其要注意检查仪表气管是否老化、破损,必要时要进行更换;
(2)气缸的修复:气缸在使用一段时间后,气缸内的孔用密封圈和轴用密封圈(橡胶材质),会出现老化现象,在往复运行过程中不能很好的密封,从而造成仪表气压力下降。一般情况下,通过定期更换气缸内的密封组件来保证气缸的正常运行。
(3)提高仪表气质量:在仪表气进入气缸前,利用油喷雾器将润滑油雾化,随气体一块进入气缸内,这样气缸内基本上形成有油润滑,延长密封组件的使用寿命。
4.2 保证蒸汽压力
尾气吸附处理机组回收芳烃效果如何,很大程度上取决于脱附效果,因此保证蒸汽压力在0.3~0.4MPa,可以有效保证脱附的效果。本装置采用的蒸汽是系统上0.6MPa 蒸汽管网蒸汽,在进入尾气处理机组之前增设一减压阀来保证入箱蒸汽压力。
4.3 增设反虹吸管,提高分层槽回收芳烃分层效果
尾气吸附处理机组回收的芳烃经冷凝器降温冷却后,经分层槽分层,本装置分层后的水相是直接排入污水回收闭路循环地沟内的。正常工作过程中,水相是连续的,因位差的存在,不可避免地出现虹吸现象,虹吸现象的存在造成分层槽内芳烃与蒸汽冷凝水分层效果差,芳烃被带出,造成芳烃不能有效回收。通过在连续排水的水管上增加一反虹吸管,彻底解决虹吸现象。
4.4 合理调设各工序的时间参数
根据回收芳烃量的大小、活性碳纤维使用时间的长短以及生产工况的变化,可以通过合理调设时间参数,尽可能使机组处于良性工作状态中,保证正常的回收率。一般情况下:
(1)活性碳纤维在使用初期:可以延长吸附工序的时间,适当减少脱附和干燥降温工序的时间,利用吸附芯初期吸附能力强的特点,可以多回收芳烃。
(2)当活性碳纤维使用到后期时,可以减少吸附工序时间,适当增加脱附时间,尽可能将活性碳纤维表面吸附的分子团吹扫干净,保证活性碳纤维的吸附能力。
(3)蒸汽管网压力过低:当蒸汽管网压力过低时,减压阀已不起作用,要重新调整减压阀的开启度,同时要适当延长脱附时间,缩短吸附和干燥降温时间,有利于活性碳纤维表面吸附的分子团吹扫干净,保证碳纤维的吸附能力。
4.5 冷凝器内的不凝气体回收再利用
回收的芳烃先通过气体冷凝器进行换热,冷凝下来的液体再进入分层槽进行分离。在冷凝器换热过程中,冷凝器中存在一定量的不凝气体,该气体中含有的芳烃量不少,同时该部分气体的存在,还会造成气阻,回收的芳烃回收不了。通过在冷凝器的顶部加装一放空管,同时将该放空管引到吸附箱进口,这样不仅解决了气阻现象,而且可以将这部分含有芳烃的气体重新回收。
另外,定期清洗更换尾气三通挡板阀后的粗滤滤芯以及干燥风机进口滤网,对保证机组的正常运行也非常重要。
5 结束语
通过技术优化改造,设备维护重点的监控,有效保证尾气吸附机组长周期稳定、高效运行。一方面进行经济有效的溶剂回收和循环利用,降低生产成本,产生经济效益,另一方面又可减少环境污染,对于推动循环经济的发展和建立可持续发展的社会具有重大意义,也是企业清洁生产的重要环节。
