尿素解析水解系统冷凝液槽气相管堵的原因与措施
2020-05-15王朝亮
王朝亮
(中海石油化学股份有限公司,海南东方 572600)
1 装置简介
中海化学股份有限公司富岛二期尿素解析水解装置,采用的是荷兰斯塔米卡邦公司的技术,该技术是集生产与回收于一体的生产装置体系,生产过程中产生的废液通过解析水解系统深度处理,处理后的废液送往公用工程装置作为原料水二次利用。该装置于2003年投入运行。运行十多年来,效果均能达到设计要求。近些年来,由于环保的要求不断提高,对解析水解装置的运行提出了更高的要求。
1.1 解析水解工艺流程介绍
解析水解系统流程图见图1,尿素生产过程中产生的水与循环吸收系统回收的氨和二氧化碳稀氨水,里面含有约3.1%的二氧化碳、4.9%的氨和0.9%尿素。稀氨水经换热器加热后送至第1解吸塔,稀氨水在塔内自上而下流动,与第2解吸塔的解吸气和水解塔来的二次蒸汽逆流接触进行热质交换,稀氨水中的大部分氨和二氧化碳被加热解吸出来。解吸后的液体由水解给料泵加压,经水解塔换热器与水解底部出来的水解液换热后,输送至水解塔的上部,水解塔的下部通入2.1MPa的中压蒸汽,在1.8MPa 和200℃下,使稀氨水中尿素不断分解成氨和二氧化碳。水解塔气相进入第1解吸塔的第4块塔板上,液相经换热器换热后温度降至150℃,利用其自身的压力进人第2解吸塔上部,解吸塔下部通入0.38MPa 低压蒸汽进行解吸,塔底温度为142℃。从液相中解吸出来的氨和二氧化碳及水蒸气靠自身压力进入回流冷凝器冷凝吸收,然后气液混合物溢流进入回流冷凝器液位槽,未被冷凝的气体进入常压吸收塔进一步回收。冷凝液经回流泵加压,一部分回流至第1解吸塔的顶部,通过控制出塔气相的温度使水含量稳定在46%;另一部分作为吸收液送至低压甲铵冷凝器。回流冷凝器系统操作压力为0.25MPa,操作温度为56℃。经解吸塔换热器换热和废水冷却器冷却后由废液外送泵送到公用工程作为脱盐水的原料。
2 故障问题
2015年新环保法实施后,废液槽中氨和二氧化碳的组分发生变化,解吸水解系统的操作变得困难,回流冷凝器负荷增加,导致回流冷凝器液位槽气相管内形成结晶频繁堵塞,影响到了解吸水解装置的正常运行,工艺冷凝电导超标。处理方法主要是加水冲洗溶解结晶,但是频繁的处理造成大量蒸汽冷凝液进入系统,影响系统水平衡,进而影响高压系统转化率,增加系统能耗。
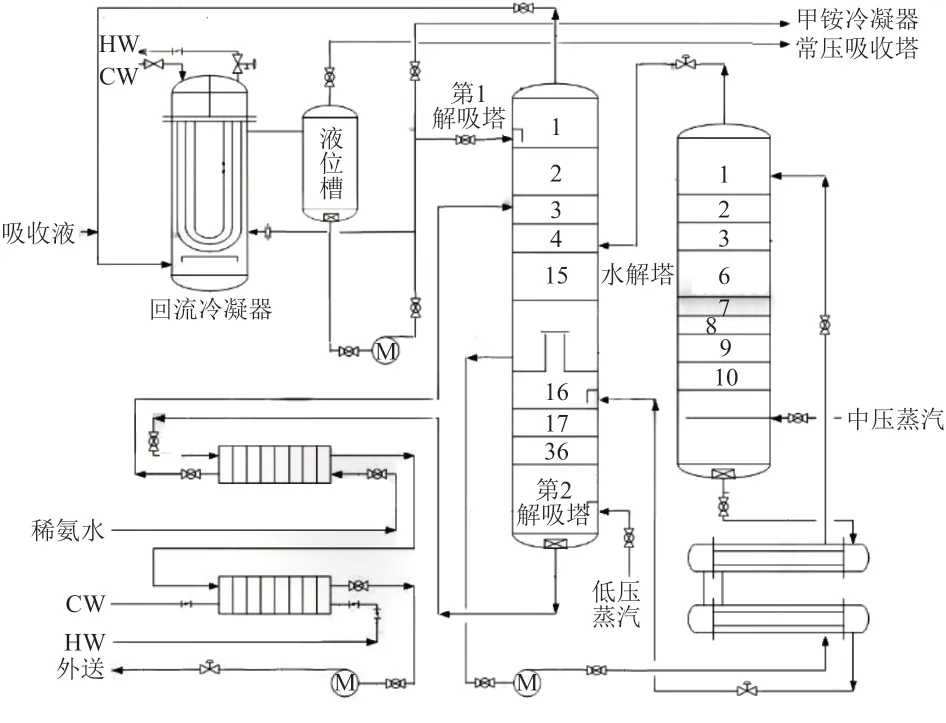
图1 回流冷凝器液位槽流程
3 原因分析
分析其原因,根本原因是,2015年新环保法实施后,严禁放空,更多的氨和二氧化碳被回收,同时吸收水用量也随之增加,稀氨水槽浓度变高,解析水解负荷升高,废液槽组分数据见表1,解析水解负荷增加后,操作难度加大,送至回流冷凝器的NH3和CO2增多,回流冷凝器负荷增加后,未冷凝的NH3和CO2含量也随之增加,但是由于NH3和CO2的溶解性不同,造成回流冷凝器液位槽气相组分并没有成等比例上升,气相中的二氧化碳含量相对氨增长较多。
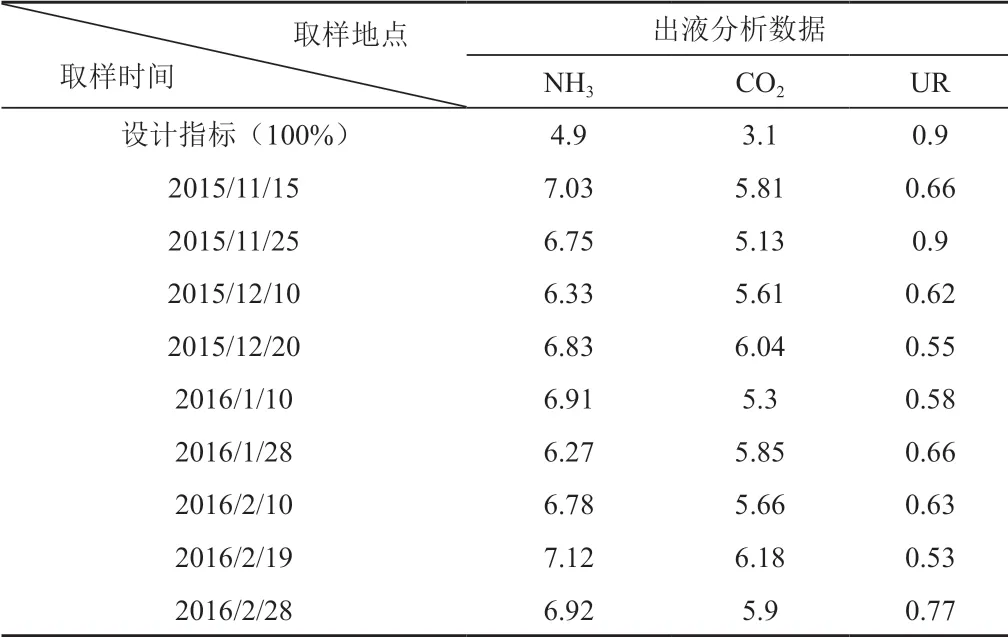
表1 稀氨水槽浓度分析数据
由0.25MPa 下的NH3-CO2-H2O 三元相图可以看出(图2),气相操作温度随NH3含量的降低而升高,随二氧化碳含量的升高而升高(M点为设计气相组分下的操作点,对应温度为56.5℃),当气相中NH3降低,CO2和水含量增加时,气相操作温度升高,当气相需要的操作温度高于液相操作温度10℃后,气相管内NH3和CO2很容易反应生成甲铵结晶,造成回流冷凝液液位槽出口管线堵塞。
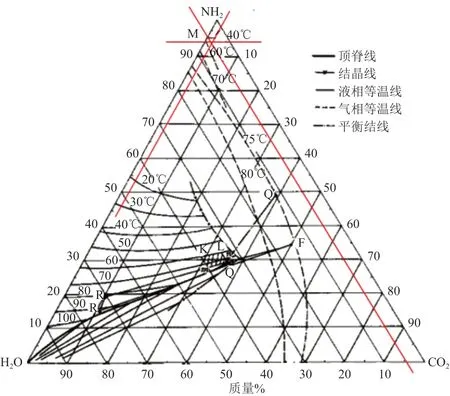
图2 NH3-CO2-H2O三元相图
4 处理措施
回流冷凝液液位槽出口管线堵塞的主要原因是废液槽NH3和CO2及水量的增多,主要处理思路就是减少系统前系统NH3和CO2的生成及后系统吸收水的加入量。
4.1 提高高压系统转化率
通过严格控制高压系统的氨碳比在3.00~3.2,及时分析高压系统的水碳比,提高系统的转化率,减少合成塔出液中未参与反应NH3和CO2的含量,汽提塔的汽提效率增加,这样后系统吸收水的用量将大大减少。整个后系统的负荷将会降低,节省蒸汽,减少系统外加水。
4.2 严格控制系统的外加水
高压来的尿液中NH3和CO2的含量减少后,吸收水量就会减少,循环吸收系统水量减少后,返回高压系统的水就会减少,再次提高统转化率,形成良性循环。其中造粒系统是一个用水大户,应控制好造粒系统的粉尘,尽量降低吸收水使用量。此外,适当降低解析水解出气水含量,使更多的水通过解析水解排出系统,减少内循环。
4.3 优化解吸水解系统工况
在不影响前后系统的情况下,将回流冷凝器液位槽温度适当提高控制在65℃以上,或者是提高回流冷凝器液位槽318D出口气相管线的温度,使管线内操作温度高于结晶温度。由于提高系统温度会降低吸收效果,引起系统压力上涨,而压力升高会影响解析塔运行工况,故本装置在系统温度上并未做大的调整,而是增强了的气相管线的伴热保温。
5 结论及运行效果
2018年6月15日—6月30日,装置按照以上两点严格把控及管线改造后,高压系统水碳比得到了一定控制,由原来的0.8降至0.7,解吸负荷也由50t/h 将至了48t/h,蒸汽用量由原来的10.8t/h 降至10.2t/h,回流冷凝器液位槽气相管的冲洗次数大大减少。
6 结束语
随着国家经济的飞速发展,对环境的保护要求越来越高。为达到国家标准,需要在装置上下苦功夫,深挖装置的潜能。通过优化系统,同时将多种因素纳入考量,不仅使装置恢复正常运行,还降低了装置的消耗,取得了明显的社会效益和经济效益。
