面向用户的滚磨光整加工数据库平台构建及工序模板设计
2020-03-13杨胜强田建艳李文辉高云松
高 炜,杨胜强,田建艳,李文辉,高云松
(1.太原理工大学 a.机械与运载工程学院,b.电气与动力工程学院,c.航空航天学院,太原 030024; 2.廊坊市北方天宇机电技术有限公司,河北 廊坊 065000)
滚磨光整加工是一种在装备制造业中使用广泛且需求强劲的先进基础制造工艺,能够通过提高零件表面质量进而改善零件使用性能,属于精密和超精密加工的范畴,是先进制造技术之成型制造的一个重要组成部分。其主要优点是:1) 可以实现不同大小、不同形状和不同材质的零件的批量加工;2) 可以一次性全方位加工到各种零件的几乎所有复杂结构部位;3) 可以同时对影响零件表面质量的多指标综合改善;4) 对加工设备的制造精度要求低,相应的设备维护和滚抛介质消耗总体费用相对较低[1]。权威专家CARIAPA et al[2]指出,世界范围内机器加工零件中约有50%采用不同的滚磨光整加工工艺提高零件表面质量,改善零件表面完整性。值得注意的是:1) 其应用已从早期的面向中低端装备逐步升级到面向高端装备制造,如航空发动机、高端变速箱、高端液压元器件、机器人、兵器装备等[3-7];2) 高端装备制造企业应用滚磨光整加工的规模大(设备种类多,加工对象多,现场操作人员多),零件加工要求及批次质量稳定性要求高;3) 针对不同零件的不同要求,滚磨光整加工执行工艺制定涉及因素多,长期以来以经验加试验的办法来确定,对现场操作人员专业水平要求高,工艺规程编制费时费力;4) 历史上积累的工艺数据管理无序,不便在新的应用中合理使用;5) 实际加工成功的工艺数据及方案应该有序积累,有利于工艺及应用的数字化、智能化升级发展。
随着国际国内制造业发展趋势的变化,近年来,国内某大型航空发动机生产企业面向国内外市场需求制造的零件种类(如机匣类、盘类、叶片类、轴类及结构件等)与数量日渐增多,但零件表面质量及表面完整性欠缺的问题越来越突出,这样就不同程度地影响了交付进度、经济效益乃至企业国内外声誉。有针对性地使用滚磨光整加工技术后,解决了特定产品的加工质量问题。截止目前,在该企业多个分厂拥有不同国家、不同生产厂家、不同类型、不同规格型号的滚磨光整加工设备50余台(套),加工介质种类有百余种之多。在企业制造零件材质、结构、形状、大小及加工要求不断变化的情况下,如何用好分散布置的滚磨光整加工设备并保证现场操作人员高质量实施滚磨光整加工工艺是企业提质增效的实际需求。
数据库(Database)是长期储存在计算机内、有组织的、可共享的数据集合。关系数据库由于其结构简单、使用方便、逻辑性强、物理性少等优点,在目前工业应用行业占据数据库领域的主导地位,能充分有效地管理和利用各类信息资源,是进行科学研究和决策管理的重要技术手段。
在综合分析的基础上,本文提出通过构建滚磨光整加工数据库平台并自动生成工序模板实现工艺统一管理的研发思路。基于微软公司Microsoft Visual Studio.net 2015基础平台,使用功能强大、兼容性好、升级方便的C#语言,采用国际最流行、应用最广泛的标准关系数据库Oracle系统,数据库平台既有成功案例的收集整理入库,还可实现持续的生产数据的实时入库,又能依据加工过程规范化操作要素形成包含设备确定、介质优选及工艺操作流程等内容的工序模板。
1 滚磨光整加工数据库平台的构建
1.1 平台目标需求及功能模块设计
依据企业实际情况,拟定滚磨光整加工数据库平台目标需求为:
1) 前期企业积累的大量滚磨光整加工工艺案例可以规范入库;
2) 工艺案例包括:加工对象、加工要求、所用设备及参数、选用磨块及用量、选用化学剂类型及添加量、中水条件及用量、工装夹具、加工时间、加工效果等内容;
3) 工艺案例描述的数据类型包括:数字、文字、图片;
4) 新产生的工艺案例可以实时规范入库;
5) 多目标实现工艺案例查询与统计;
6) 以数据库为基础,可以有针对性地生成可供实际操作使用的工序模板;
7) 三级用户权限设置与管理,即科研人员、企业工艺技术人员和生产现场操作人员;
8) 平台运维环境为基于现有企业内部局域网运行,确保数据安全。
依据平台目标需求和滚磨光整加工工艺案例特点,在分析借鉴机械制造类及其他专业类典型数据库架构基础上,综合现有技术发展趋势,构建面向用户的滚磨光整加工工艺数据库平台。其主要功能模块如图1所示。
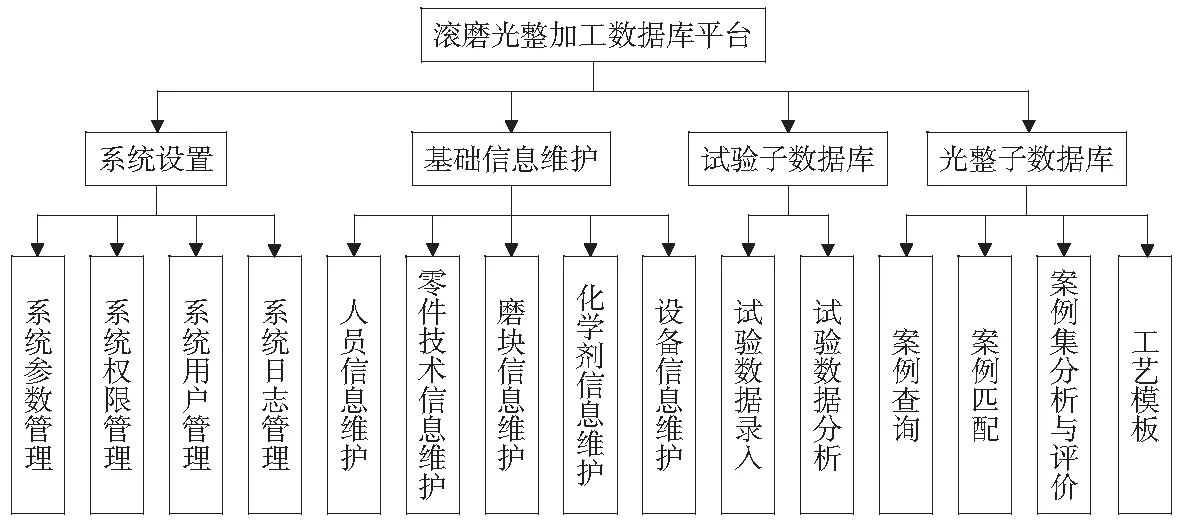
图1 滚磨光整加工数据库平台功能模块Fig.1 Function module of barrel finishing process database platform
由图1可知,数据库平台由系统设置、基础信息维护、试验子数据库和光整子数据库4个功能模块组成。
1) 系统设置。该模块主要完成系统的管理。主要由系统参数管理、系统权限管理、系统用户管理和系统日志管理4部分组成。
2) 基础信息维护。该模块主要负责光整加工过程中各种基础数据信息的录入与维护。包括人员信息维护、零件技术信息维护、磨块信息维护、化学剂信息维护、设备信息维护5部分。
3) 试验子数据库。该模块有试验数据录入和试验数据分析两部分,可实现试验数据录入的规范化,以确保试验数据的统一性和准确性,并可实现数据的分析对比,同时把专家和技术人员分析后可以用于实际加工的数据信息推送至光整子数据库,形成案例。
4) 光整子数据库。包括案例查询、案例匹配、案例集分析与评价和工序模板4部分。该模块用于存储案例数据,可供使用人员进行查询与统计,并可根据新的加工需求对案例进行修正,结合案例推理技术进行案例集分析与评价,自动生成对应的工序模板,以指导实际生产。
1.2 数据库概念设计
E-R图(entity relationship diagram)也称实体-联系图[8],提供了表示实体类型、属性和联系的方法,用来描述现实世界的概念模型。
在实际生产中,依据被加工零件的材质、总体尺寸、类型、被加工零件表面技术状态及加工要求,首先选定不同类别和结构参数的滚磨光整加工设备,重要的是匹配加工过程中的加工介质和工艺参数,其中包括磨块的类型、材质、大小和形状;化学剂既要注重基本液体的合理选定,又要依据不同零件特征和加工要求选择化学剂的类型及用量。实际加工时设备运动参数及加工时间和过程循环控制也十分重要,须为这些复杂的工艺参数关系建立有效的概念模型。
本文利用E-R模型作为数据库概念设计的数据模型。在滚磨光整加工中,主要有被加工零件、滚磨设备、磨块、化学剂及基本液体等5大类实体,并且各个实体的属性繁多,实体间关系复杂。本文遵循从局部E-R图到全局E-R图设计原则,严格消除潜在的冲突和冗余,获得的滚磨光整加工数据库平台全局E-R模型如图2所示,表示了滚磨光整加工过程中的各个实体及其相互关系。
1.3 数据库逻辑设计
根据选用的数据库管理系统,结合滚磨光整加工工艺逻辑,把E-R图转换为逻辑结构。首先将概念结构转换为关系模型,其次是转换的关系模型向数据模型转换,并以规范化理论为指导,用模式分解方法对关系模式进行规范化,形成逻辑结构。

图2 滚磨光整加工数据库平台全局E-R图Fig.2 Global E-R diagram of barrel finishing process database platform
本文基于主键PK(primary key)和外键FK(foreign key)约束来建立初始关联[9],定义了所有表的主键和外键,维护了关系数据库的完整性。主键是能确定一条记录的唯一标识,比如,工艺家族表的一条记录包括工艺家族代码、名称、零件类型代码、使用部位、结构特征、材料和毛坯制备方法。工艺家族代码是唯一能确定被加工零件的工艺家族,其他都可能有重复,所以,工艺家族代码是主键。外键用于与另一张表的关联,是能够确定另一张表的记录的字段,用于保持数据的一致性。比如,加工技术要求表中的加工部位代码是加工部位表的主键,同时也是加工技术要求表的外键,用于与加工部位表的关联和保持数据的一致性。
以工艺家族模式的被加工零件逻辑设计为例,其物理结构模型如图3所示。

图3 基于工艺家族模式的被加工零件物理结构模型Fig.3 Physical structure model of machined parts based on process family pattern
2 基于数据库的滚磨光整加工工序模板设计
2.1 数据库基础信息及试验数据的收集录入
数据库基础信息及试验数据的收集录入逻辑主要由3部分组成(见图4).第1部分为基础资源维护,第2部分为试验数据维护,第3部分为加工数据维护。

图4 数据库基础信息及试验数据的收集录入逻辑Fig.4 Collection and input logic of basic database information and test data
1) 基础资源。平台须进行人员信息、零件技术信息、磨块信息、化学剂信息和设备信息等5部分数据的维护。以零件技术信息维护为例,分为10个维护页面:零件类型、工艺家族、零件材料、零件规格、加工部位、加工部位规格、加工前技术状态、加工技术要求、加工前加工方式、加工过程。
2) 试验报告。工艺试验人员依据项目、流水、生产厂需求、上级下达等任务,进行光整试验,完成光整试验后,将试验记录录入“试验报告”模块形成试验数据,“试验报告”中的零件分类、加工部位、加工前技术状态等零件技术信息,以及设备、磨块、化学剂等资源信息,只能从零件技术状态分类表和生产资源表中选择,不得随意填写。
3) 光整试验数据库。它的数据框架,是按照“试验报告”中的数据自动生成的,“试验报告”中的试验数据信息,经过专家和技术人员分析,根据加工效果和实际生成需求形成不同的数据库案例,并保存到“光整加工数据库模块”,供数据库用户调用。
4) 光整加工数据库。加工数据库中的工艺案例可提供给科研人员、工艺人员查询、匹配和进行评价,并提供生产厂进行实际应用。
图5为工艺数据信息维护界面,科研人员、企业工艺技术人员和生产现场操作人员将科研试验中的成功案例或生产过程中典型的工艺案例录入数据库系统。
2.2 光整加工工序模板的确定及输出
2.2.1工序模板的设计
工序模板的设计是以数据库资源、技术标准、技术说明书和生产控制要求为依据,通过输入被加工零件特征信息和加工要求:即根据零件特征分类,按零件的家族类型、结构、规格、加工部位、光整前状态、光整后状态进行用户(生产厂使用方)选择性的信息录入,之后在数据库中进行案例匹配,得到加工设备、加工介质和控制参数来实现工序模板的输出。

图5 工艺数据信息维护界面Fig.5 Process data information maintenance interface
本文采用变权重案例推理方法,根据零件信息及加工要求参数的特征进行权重调整,从而优选出最佳案例[10-11]。在案例匹配过程中,利用检索信息从源案例库中检索并选择潜在的可用的案例,并判断新案例与库中案例间的相似度,匹配到最佳案例后输出工序模板,形成成熟批产工艺;如未匹配到最佳案例,则进行案例修正后再进行匹配,并根据匹配到的案例形成工序模板,工艺人员参考工序模板进行工艺试验,将试验数据录入数据库平台。所设计的工序模板可一次提供多项设备、多种磨块和多类化学剂,实现多工序工艺,同时可对关键参数提出控制要求,满足不同用户的现场工艺能力情况。生成工序模板逻辑框架如图6所示。

图6 生成工序模板逻辑框架Fig.6 Logical framework of generating process template
2.2.2案例匹配
生成工序模板的核心是匹配到最佳案例,在系统中录入零件信息及加工要求后,根据案例特征进行检索,依据匹配到的案例的相似度值进行判定。
相似度计算方法采用带权值的最近邻居法[12],计算公式如下:
(1)
式中:sim(T,S)为两案例的整体相似度;T为用户新录入的加工问题;S为光整加工案例库中的案例;Ti为加工问题的第i个特征的值;Si为案例库中案例的第i个特征的值;n为案例特征的个数;sim(Ti,Si)为T和S的第i个案例特征的相似度;wi为第i个案例特征的权值。
新录入问题的特征不仅仅有数值型数据,还包含逻辑型和二值型[13]。其中,数值型特征相似度的计算公式[14]为:
(2)
σi=σ×(imax-imin) .
(3)
式中:d(Ti,Si)为绝对值距离;σi为挠曲点;imax,imin分别为第i个特征的最大值与最小值;σ为常数,取值范围为[0,1].
案例特征中的“光亮度”是以不同的等级来表征的,故属于逻辑型特征,其相似度的计算公式为:
(4)
式中:M为案例特征的最大取值。
案例特征中的“毛刺”通常用“有/无”来表征,故属于二值型特征,其相似度的计算公式为:
(5)
2.2.3仿真验证
案例匹配过程中,核心是选取最优的磨块,并根据磨块与设备的关联获取相关工艺控制参数。本文采用案例库中“已有的案例”“相似的案例”和“差异较大零件的案例”3种情况分别做仿真验证。以齿轮类零件的为例,根据企业现有生产数据分析并综合专家经验,齿轮类零件相似度阈值设置为0.7[15],满足次阈值的案例可作为匹配案例指导生产应用,如图7所示。
其中图7(a)为已有案例仿真,由图可知,16号案例作为新问题匹配,案例相似度为1,匹配到了最佳案例。图7(b)为相似的案例仿真,如图所示以13号案例作为新问题,11号和10号案例相似度都大于0.7,满足案例匹配要求。图7(c)为差异较大零件的案例仿真,图中作为新问题的6号铸钢齿轮案例在库中匹配到相似度最高的案例为2号案例,但无法满足阈值。此时进行案例修正,调整被加工零件加工前粗糙度、加工后粗糙度、加工前毛刺的特征权重,结果如图7(d)所示,案例修正后,根据新的特征权重,2号案例的相似度达到要求,其他案例的相似度值也有了较大变化,采用该案例生成的工序模板进行试验验证,满足零件加工要求。

图7 齿轮类零件案例匹配仿真结果Fig.7 Case matching simulation results of gear parts
2.2.4工序模板的输出
本文研发的滚磨光整加工数据库平台已规模应用于生产,各生产厂能根据新的零件加工要求,按照平台操作规范,从案例库中匹配最佳案例,自动生成对应的光整加工数据链。生产厂选择产生的光整加工数据链,完全实现自动嵌入对应的工序模板。
平台设置的滚磨光整加工数据链框架如图8所示,按照零件类型、工艺家族、零件材料、零件规格、加工部位、加工部位规格、加工前技术状态和加工技术要求的规范步骤输入数据,输出的光整加工工艺信息包括加工过程、加工设备、磨块、化学剂和加工

图8 滚磨光整加工数据链框架Fig.8 Data link framework of barrel finishing process
参数。
平台工序模板界面生成的工序模板为有加工参数的光整加工工序图表,包括工艺流程中的重要技术参数、主要加工步骤和工作内容等,实现了生产厂现场规范应用。以整体叶盘类FSKS01家族为例,生成的工序模板如图9所示,严格控制了生产厂操作人员的加工步骤和工步要求,流道粗糙度从1.0提升到0.8,不仅满足了加工要求,更实现了操作规范与工作流标准化,提高了零件加工质量与生产效率。

图9 滚磨光整加工工序模板Fig.9 Barrel finishing process template
3 结束语
依据国内某大型航空发动机制造企业规模性使用滚磨光整加工技术的生产实际,基于企业产品标准数据管理体系和光整工艺逻辑关系,采用Oracle数据库并结合C#编程语言建立了基于Web的滚磨光整加工数据库平台。平台数据结构完善、扩展方便,数据安全可靠,在企业应用一年以来有效梳理了该企业历史积累的大量工艺数据、工艺方案,实现了设备、磨块、化学剂对不同零件加工性能的对比分析,整合了航空发动机各类零件结构与不同光整加工机理的作用关系,形成了案例丰富的资源库。在实际生产应用中,面对持续产生的新加工问题,平台给出了有高度参考价值的加工方案,基于此生成的工序模板,统一规范了光整加工各环节的控制要求,为企业内各类零件光整加工质量的稳定性和一致性提供了强力保障。
在此数据库平台基础上,按新工艺研发、新设备研制和新介质生产等逻辑关系进一步拓展完善,可以构建面向滚磨光整加工技术全产业链适用的行业数据库平台,可以有效促进滚磨光整加工技术数字化、智能化升级。更重要的是可以在充分应用数据库积累大量有序数据的基础上,对滚磨光整加工技术升级换代的研发提供参考依据。