一种T型零件铣削夹具的设计及其加工方法
2019-12-30王亮,涂莉娟
中国修船 2019年6期
1 加工图样
图1为毛坯图样,材料为不锈钢,其牌号为1Cr18Ni9Ti。本工序通过铣削加工的方式把尺寸为D160 mm×8 mm的圆盘,加工成为具有D147 mm×22 mm×2 mm的2个四方槽,以及143.15 mm×18.15 mm×2.00 mm的中心方孔和D151 mm×26 mm×8 mm外轮廓的合格零件。
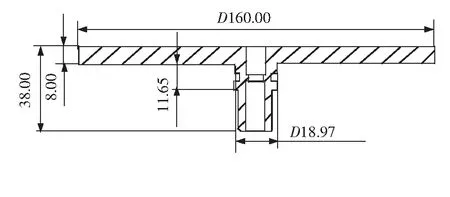
图1 毛坯图样
2 夹具设计
为达到精准定位、夹紧可靠、无须找正的原则,特设计铣削加工夹具,如图2所示。该夹具各部位的作用如下:①中心采用台阶内孔结构,其19.00 mm的内孔与待加工零件的18.97 mm进行配合使用,定位待加工零件,限制其4个空间自由度。②上顶平面与待加工零件的160 mm×8 mm厚的台阶面进行贴合式压紧装夹。③左、右各有一个压紧槽,将夹具固定在铣床工作台上使用。④前后2个平面的作用是避让工作台的压紧螺钉槽,保证压紧螺钉能够在工作台的T形槽内任意滑动,方便压紧待加工零件。
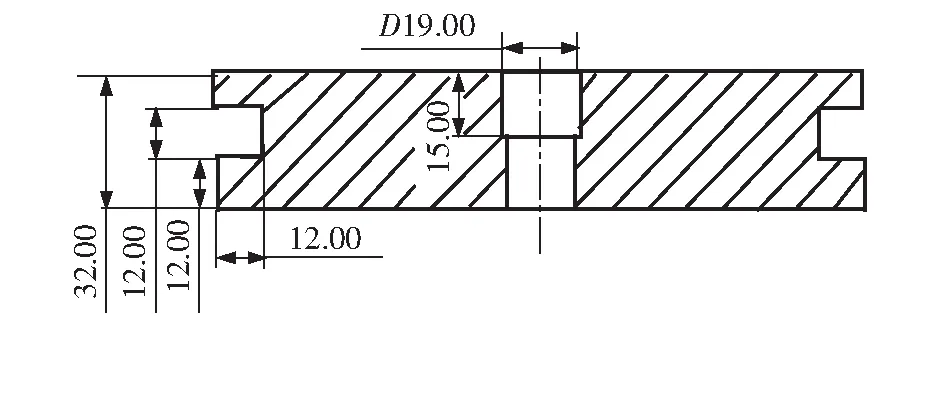
图2 夹具图样
2.1 毛坯零件与夹具配合
1)夹具的放置。将夹具放置于铣床的工作台上,左右两边使用铣床压板压紧夹具的2个压紧面,并使用百分表找正其上方或下方的垂直面的X轴运动方向,保证与机床的X轴运动方向平行后,将其定位和紧固在铣床工作台面上。
2)夹具的中心找正。使用杠杆百分表找正夹具的19 mm中心孔,使其圆周跳动量不大于0.02 mm。记录下机床对应的坐标系数值,设定到对应的工件坐标系中。
3)待加工零件的装夹。将待加工零件插入夹具的定位孔中,保证其上下面贴合,如图3所示。
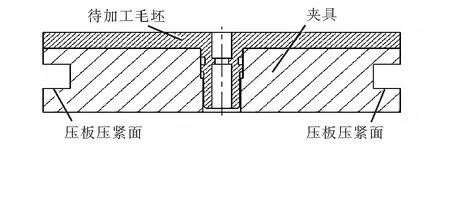
图3 毛坯与夹具的配合
2.2 压紧方位与铣削加工方法
铣削加工时压紧方位共为5个区域:上半部分、下半部分、左半部分、右半部分、中心槽部分。加工顺序与压紧位置如表1所示。
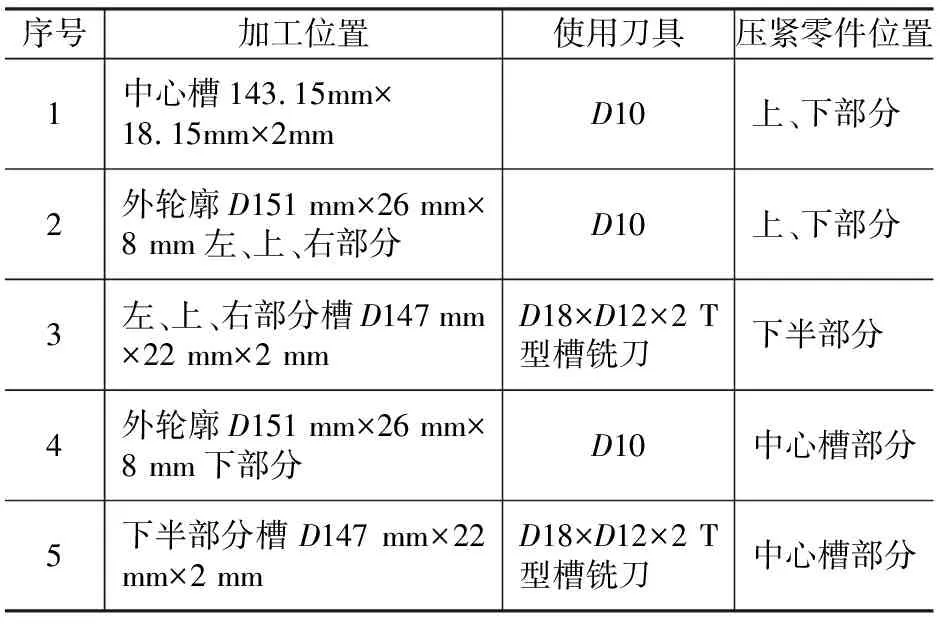
表1 加工顺序与压紧位置
加工后零件各尺寸、位置度、表面粗糙度符合相关要求。
