某拖船SRP1010舵桨修理策略及关键工艺设计
2019-12-30金炳哲闫青峰
金炳哲,闫青峰
(1.91202部队, 辽宁 葫芦岛 125000 ;2.4808工厂 威海修船厂,山东 威海 264200)
某全回转拖船,采用Z型推进装置——SRP1010舵桨。该装置功率大、机动性好、操纵灵活,但结构复杂,装配精度高,配件价格昂贵,修理难度较大,且风险高。
1 舵桨及结构原理
该舵桨输出功率1 200 kW ,额定转速1 000 r/min ,推进器直径2 100 mm。舵桨技术状态基本正常,总运行时间7 000 h。离合器接合时偶有尖锐摩擦声,舵桨回转时间大于正常值2~3 s,右舵桨滑油经化验证明有海水漏入。左舵桨曾发生轮胎离合器漏气和接合稍慢故障,后经局部修理排除。舵桨由滑油箱、上齿轮箱、空气离合器、支撑体、回转体、下齿轮箱、螺旋桨、导流罩、液压油箱组成,其结构示意图见图1。图2为动力传动原理示意图,动力由离合器传递到第一级伞齿轮,再通过传动轴、第二级伞齿轮和舵桨轴传递到螺旋桨。
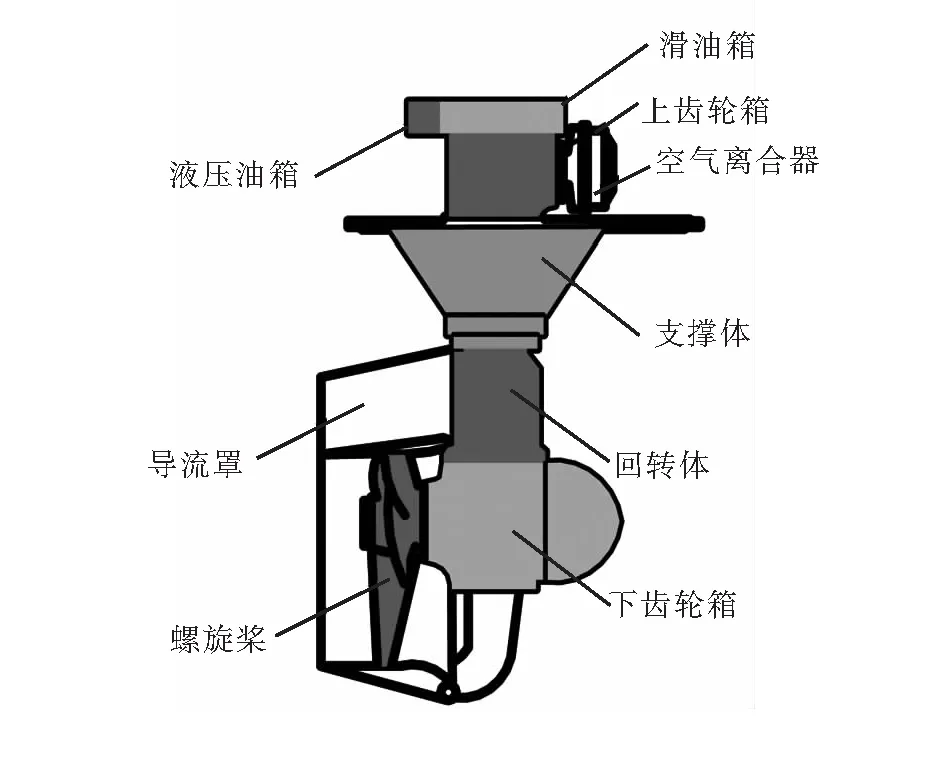
图1 舵桨结构示意图
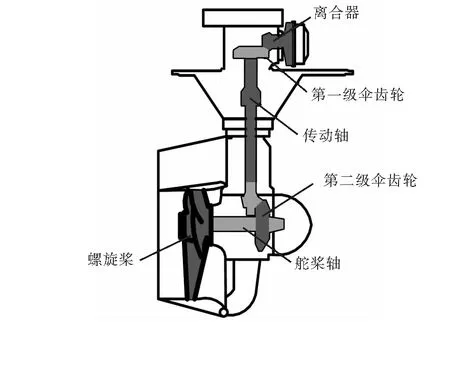
图2 动力传动原理示意图
2 修理方案
2.1 修理依据
该舵桨无修理技术标准,修理时主要依据《SRP1010舵桨机手册》。此手册有对舵桨较完整的使用、安装和维护要求,但缺少零部件的修换要求,此方面应参照相关同类装备的海军修理技术标准,个别疑难问题咨询制造公司服务商解决。
2.2 基本原则
按照海军修理制度有关规定,中修舰船的轮机设备一般也是中修,即全面分解修理,这不符合该型舵桨的实际情况。使用和维修经验表明,该舵桨可靠性好,使用寿命长,其规定的大修时间为15 000 h。因此,根据该舵桨实际技术状态和维修经验,按照视情维修和预防性维修相结合的原则制订修理范围和技术要求,避免修理不到位或过度修理。
2.3 修理范围及技术要求
1)桨机整体出舱,全面分解。
2)螺旋桨修理。外观检查缺陷,测量螺距和做静平衡试验,设计螺距1 810 mm,允许误差±1%,不平衡质量≤0.11 kg。
3)离合器修理。全部分解,检查橡胶轮胎表面老化情况,表面有裂口和明显损坏的应换新;检查摩擦片,厚度小于4 mm时换新;检查摩擦轮毂磨损情况,表面磨痕若较重应光车,轮毂直径应不小于404 mm;检查各气道密封情况,橡胶密封圈换新。
4)上齿轮箱修理。不分解上齿轮箱,检查齿轮齿面和各轴承磨损情况,测量齿轮齿隙应为0.30~0.40 mm,测量输入轴和输出轴轴向间隙应为0.07~0.12 mm和0~0.05 mm,若有超差,按要求调整;输入轴油封换新。
5)下齿轮箱修理。不分解下齿轮箱,检查齿轮齿面和各轴承磨损情况,测量齿轮齿隙应为0.33~0.44 mm。测量输入轴和输出轴轴向间隙应为0~0.05 mm和0.03~0.07 mm,若有超差,按要求调整;输出轴 3道油封全部换新。
6)回转体、支撑体和导流罩修理。检查回转体齿轮和轴承磨损情况,回转体3道油封全部换新。
2.4 修理流程及注意事项
1)拆卸和分解。先放尽舵桨机内的油、水等介质,拆除系统附属部件及吊装有碍部件,然后将舵桨整体吊回车间,再拆卸导流罩、螺旋桨、下齿轮箱、回转体以及上齿轮箱与空气离合器等。拆卸和分解中,原则上各配对件包括螺栓与螺孔要做好配对、位置标记和记录工作。
2) 清洁。零部件用清洁柴油清洗干净,内部用干燥压缩空气吹净。修理装配施工环境应符合6S规定。
3) 测量。按《SRP1010舵桨机手册》要求,对主要部件安装间隙进行测量并记录,见表1。

表1 主要部件安装间隙表 mm
4) 技术鉴定和故障分析。上述工作完成后,仔细检查各零部件磨损、腐蚀、变形、裂纹、老化等情况,组织技术鉴定,确定具体零部件更换和进一步修理要求,同时对修前存在的故障进行原因分析,制订对策措施。
5) 零部件修换原则。所有动密封件全部换新,包括回转体和螺旋桨轴密封;分解到的纸质和橡胶密封件全部换新;其它零部件通过技术鉴定决定修理或换新。
6) 换新零部件要求。全部采用制造公司原装正品配件,包括密封件、密封胶等,橡胶件应注意质保期。
7)装配和调整。先进行零部件和总成装配,然后按先下后上、先内后外顺序装复,要注意按拆卸时做的标记正确装配。
8) 其它。平面密封处使用Delo-ML5198平面密封胶密封,注意要按说明书要求施工。螺栓和螺母装配均分3次拧紧,最终转矩按《SRP1010舵桨机手册》要求,并使用乐泰螺纹胶紧固。
9)技术状态管理。修理中要保持好舵桨机原技术状态,不得对其作任何更改,包括结构、材料、技术参数等。
3 关键工艺设计
3.1 舵桨进出舱、运输和车间安置
因舵桨体积大、形状不规则、质量达14.6 t,出舱前先要将上齿轮箱与下部分离,上齿轮箱附带离合器从舵舱上部开口(建造时留有工艺开口)出舱。舵桨下部从船底移出,出舱时需往下移动一段距离后才能与船体分离,因此船上排时船体与地面需预留一定高度。
3.2 螺旋桨拆装
螺旋桨采用液压装配方式,拆装时须用专用液压工具。螺旋桨与轴配合的锥体表面要求十分平整光洁,任何表面损伤都会引起液压油漏油而无法拆装,因此在修理过程中要保护好锥体表面,并使各零部件保持清洁,包括内部油道。
1)拆卸。拆除螺旋桨压盖,测量并记录桨毂后端面至螺旋桨轴端面之间的距离。反装螺旋桨压盖,使其距螺旋桨端面留有10 mm间隙,以防止螺旋桨弹出伤人。按图3连接液压工具,当液压泵加压至75~85 MPa时,螺旋桨就会与锥体轴自行分离。
2)装配。将螺旋桨装于轴上,按图4连接液压工具,包括轴端液压顶推螺母C′。顶推螺母C′预压10 MPa之后,压动油泵A、B直至桨毂前后端出现油迹或者压力保持在75 MPa,再通过油泵C和顶推螺母C′将螺旋桨推进,推进距离见表2,或测量桨毂后端面至螺旋桨轴端面之间的距离与拆卸前一致。
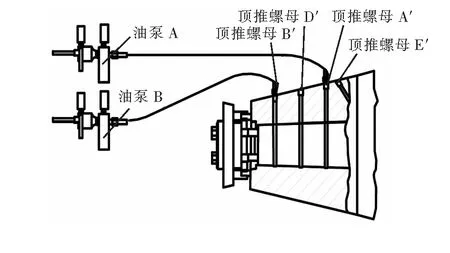
图3 螺旋桨拆卸示意图

图4 螺旋桨安装示意图

表2 螺旋桨安装推进距离与环境温度的关系
3.3 上齿轮箱输入轴法兰拆装
该法兰采用液压装配方式,拆卸前测量记录法兰与输入轴之间的距离。将3个液压泵连接到法兰上的3个油孔,当3个泵同时加压至约180 MPa时,法兰将从输入轴锥面上自行脱开。法兰装配方法与拆卸方法相同,泵油压力也相同。另外,在法兰端需装1个30 t的千斤顶往里顶,并注意装配后法兰与输入轴之间的距离必须与拆卸前一致。
3.4 回转体安装
1)密封盒组装。将3道油封由上至下装入密封盒,其中下2道油封唇口朝下用来封水,上1道油封唇口朝上用来封油。检查回转体密封面是否光洁,必要时抛光处理,确保密封有效性。
2)安装。将下回转轴承装入支撑体轴承盒内,并用压板固定,防止轴承掉落。在回转体上部装上自制专用吊具,向上吊起回转体,保持上下多个吊点协调一致,各配合面之间平直,并对准位置记号。
3.5 齿轮箱密封盒安装
1)密封盒装配。将3道油封装入密封盒内,1道前油封唇口朝前用来封油,2道后油封唇口朝后用来封水,再将油封盒装于下齿轮箱后端面。
2)推进器衬套装配。衬套内外表面必须光洁,确保密封有效性。将衬套放在电加热箱内加热到95 ℃,保温30 min,装上O型圈,衬套外密封面涂少量润滑油,将衬套装入螺旋桨轴上,用铜棒敲击至与轴承接触。
3.6 下半部分密性试验
因为舵桨机下半部分处于水线以下,组装后需做密性试验,检验推进器轴和回转体动态密封情况和各接合面静态密封情况。做一个工艺盖板封住舵桨机上输入口,盖板上应有压力表和空气快速接头。向舵桨机下半部分充入压缩空气,压力调节至0.05 MPa,保持30 min,期间如果压力下降,需找出漏点并排除,如果压力没有下降,证明密性试验合格。在试验过程中须转动螺旋桨和回转体各3次。
3.7 舵桨机零位调整
打开上盖板上0位螺塞(螺塞上打有“0”字),人力转动导流罩,使回转齿圈上的凹点处于螺孔正中,检查导流罩应朝向船体正后方。舵桨机系统供电,根据舵桨机械零位将舵角反馈装置、驾驶台舵角指示器的指针调整为0。
