结构胶对钢铝热融自攻丝工艺的影响研究
2019-12-26王健强顾延巩
王健强,顾延巩,高 朗,杨 栋
(1.合肥工业大学 机械工程学院,合肥 230009;2.上海蔚来汽车有限公司,上海 201805)
0 引言
汽车轻量化的趋势下,铝合金薄板材料被广泛应用于车身制造。目前,越来越多的汽车公司应用钢铝混合车身,使用铝合金材料以及高强度的钢件薄板替代传统钢件和组件,实现车身的轻量化和高强度[1-2]。然而,钢铝接头由于电位差较大,易产生电化学腐蚀[3]。在钢铝接头中引入结构胶,既能有效阻隔异质板材直接接触,又能获得更好的连接强度。
在车身连接工艺中,对于钣金与型材等空腔封闭结构,由于空间限制,自冲铆接、电阻点焊等常用双边连接工艺不能达到连接目的。目前车身连接广泛应用的单边连接工艺是热融自攻丝工艺(Flow Drill Screw简称FDS)。FDS是一种较为新型的连接工艺,依靠下压高速旋转的螺钉,刺穿板件,形成自攻丝螺纹的螺纹连接工艺,具有连接板材多样、螺钉可拆卸等优点。目前,国内上汽通用、蔚来等多家汽车制造商已应用该工艺。
Miller等[4]研究了不同材料FDS连接后的材料组织变化。Szlosarek等[5]研究了碳纤维与铝板通过FDS连接后的接头力学性能。Sønstabø等[6]对FDS接头进行静态和动态测试并建立仿真模型。国内对FDS的研究处于起步阶段,赵一鸣等[7]对SPR、FDS和IW接头力学性能进行了对比。洪意飞等[8]对FDS连接技术的发展现状进行了介绍,林巨广[9]等研究了FDS工艺参数对接头质量的影响。
然而,结构胶引入FDS对接头的影响还未见相关研究。因此本文拟以DC56D+Z软钢和6082-T6铝合金为研究对象,研究结构胶对FDS工艺成型过程,接头晶相几何特征及连接质量的影响规律,为FDS工艺的开发和应用提供指导。
1 试验设备、材料和方法
1.1 FDS设备
本研究采用Deprag公司的FDS连接设备,其基本配置包括钻体、送钉系统、控制器、显示器和紧固螺钉,见图1。该设备有独立的电动伺服拧紧系统和压力进给系统,拥有自动监控系统反馈连接质量,最高转速可达8000r/min,最大扭矩15N·m,进给压力最高3500N。
设备所用的紧固螺钉由Arnold公司提供,见图1b,它由5个部分组成:螺钉头部、凹槽、紧固螺纹、攻丝螺纹和螺钉尖部。螺钉头部设计较为宽厚,可承受较大的下压力和扭矩。尖部涂有专用涂层,硬度高耐高温,保证螺钉在工艺过程中不产生变形。本试验选用的螺钉型号为M5x22。
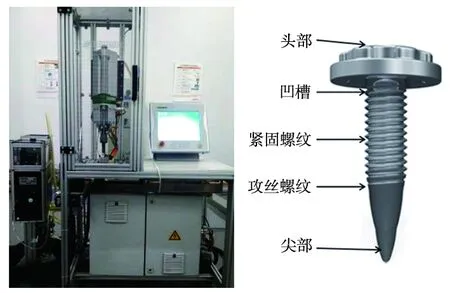
(a) FDS连接设备 (b) FDS紧固螺钉 图1 FDS连接设备及紧固螺钉
1.2 试验用胶、板件和工艺参数
试验所用结构胶为汉高1840C汽车结构胶,搭接上层板为DC56D+Z,下层板为6082-T6,板件力学性能见表1。

表1 试验板件的力学性能
根据实际生产要求,试验中结构胶涂胶均匀连续且直径保持在3mm,热融自攻丝工艺完成后,将试片放置180℃保温箱中,保温30min固化。试验所用烘箱型号为DGH-9030A。
在FDS工艺试验过程中,主要考虑轴向下压力、螺钉转速和拧紧扭矩这三个工艺因素对接头质量的影响。通过工艺试验确定了试验板材最佳工艺参数为:轴向下压力:1100N;螺钉转速:6500rpm;拧紧扭矩:11N.m。
1.3 接头晶相检测标准
FDS接头连接质量主要通过外观检查、晶相检测和力学强度检测评价其连接质量。本文主要通过晶相检测和强度检测来评价接头连接质量,见图2,晶相检测主要测量板间间隙S和螺纹深度D。

图2 FDS接头晶相检测标准
板间间隙指接头上层板和下层板的间隙。一般情况下,汽车制造商会依据板材规定上限,间隙过大不仅影响美观,也会影响接头抗腐蚀性能和力学性能。螺纹深度指板件下层板被攻丝形成的螺纹深度,影响接头的应力分布情况,螺纹越深,应力分布越均匀,表现出的力学性能也就更好。测量螺牙深度时,只测量下层板件的前三个螺纹深度。
1.4 剪切强度测试
本文的剪切试验在中路昌WDW-50M设备上进行,设备最大拉力50kN,拉伸速度均为5mm/min。拉伸试样见图3,试样规格为40mm×100mm,夹持部分长度为40mm(图中涂色部分),重合部分长度是40mm。在制作接头前,先用酒精擦拭板件表面,去除油污。为了对比结构胶加入FDS对其影响,本文对FDS(纯FDS接头)、AB(纯胶接接头)、FDS-A(FDS和结构胶的混合接头)三种接头进行对比研究。

图3 剪切强度测试试样
2 试验结果分析和讨论
2.1 结构胶对FDS过程中扭矩和下压力影响
FDS加入结构胶使得板间间隙变大,改变了上层板和下层板、螺钉和下层板件的摩擦因数,对连接过程中的扭矩及下压力曲线产生一定的影响,并最终影响接头的连接质量。在使用Deprag连接设备制作接头的过程中,其监控系统自动记录下压力-时间和扭矩-时间的变化曲线,如图4所示,可以看出如下特征:
(1)与传统FDS工艺一样,引入结构胶后,工艺成型过程中下压力和扭矩随时间变化曲线分为5个阶段,见图5,即定位阶段,孔成型阶段,螺纹成型阶段,攻入阶段,夹紧阶段(图中以FDS曲线进行阶段划分)。
(2)在定位阶段,螺钉与设备啮合,压板下压,夹紧板件。板件间结构胶阻碍了压板下压,延长了夹紧时间,使得整个过程滞后了约200ms。
(3)孔成型阶段下压力有所减小。高转速螺钉下压板件进行钻孔,结构胶被进一步挤压,朝四周流动,缓冲掉部分压力。螺钉刺穿板件时,结构胶发挥润滑作用,降低螺钉与下层板之间的摩擦,降低下压力和扭矩。
(4)螺纹成型阶段,攻丝螺纹开始进入下层板,粘附的结构胶继续发挥润滑作用,降低扭矩。
(5)攻入阶段和夹紧阶段,螺钉与板件紧密连接,已再无空间发挥结构胶的缓冲润滑作用,这两个阶段的曲线差异不大。

图4 FDS过程压力-时间和扭矩-时间变化曲线

图5 FDS工艺过程
2.2 结构胶对接头几何质量的影响
为研究结构胶对接头几何质量的影响,试验分别制作1组FDS和混合接头晶相,如图6所示,并测量接头的板间间隙和有效螺牙深度,结果见表2,发现混合接头的板间间隙明显大于FDS接头,螺纹深度相差不大。
结合图6中力矩、下压力的变化曲线,总结出结构胶对FDS接头几何质量的影响规律:
(1)在定位阶段,下压力较低,无法完全消除结构胶带来的间隙增大。进入孔成型阶段,下压力较大,此时高转速的螺钉使上层板发生塑形变形,形成穿刺批锋填充到连接点四周的板间间隙中,使得板件间隙很难再被减小,导致混合搭接接头的板件间隙大于FDS。
(2)进入螺纹成型阶段,攻丝螺纹进入下层板,板材随螺钉挤压变形,在孔内壁重新分布形成螺纹,形成的螺纹深度主要与材料属性有关,因此混合搭接和FDS接头螺牙深度均值相差不大,并且由于螺纹啮合的关系,此阶段以后的板间间隙不会再发生变化。
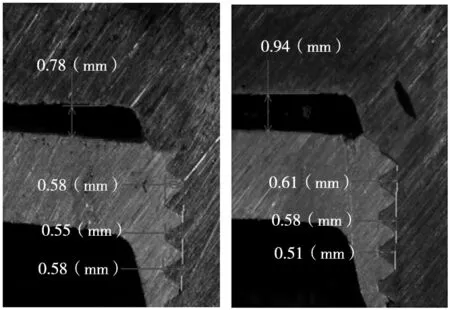
(a) FDS接头晶相 (b) FDS-A接头晶相 图6 接头晶相

表2 接头几何质量测量结果
2.3 结构胶对接头剪切强度的影响
剪切强度是检验接头准静态力学性能的重要参考指标,反映接头抗剪性能。制作三种接头,测其剪切力-位移曲线和强度,分别见图7和图8,结果显示混合接头和纯胶接头剪切强度相近,均比FDS接头强度高。呈现以下特征:
(1)纯胶接头在拉伸初期急剧上升,处在弹性变形阶段,塑形变形的屈服阶段不明显,屈服之后有一段缓慢下降阶段,然后曲线突然急剧下降。接头失效模式为内聚破坏。观察失效过程,接头最先发生失效的是搭接末端粘接剂的内聚破坏,因此判断搭接末端产生了应力集中。加之固化后的结构胶刚度较大,一旦达到接头最大剪切强度,搭接胶层开始从一端断裂,迅速蔓延至另一端,观察到的过程也与图7中纯胶接头拉伸力-位移曲线相符。
(2)FDS接头接头的失效过程,是螺钉从下层板中被拉出的过程,该过程中螺钉与上、下板件的摩擦力及上、下板之间的摩擦力均起到了延长变形位移的作用。拉伸过程中,上、下板件螺纹孔朝一端变形,直至螺纹附近板件完全剪切断裂。拉伸过程中表现出良好的静态承载能力和失效变形能力使FDS接头具有良好的吸能特性。
(3)混合接头剪切强度是FDS的1.62倍。混合接头失效模式分为两段:失效过程前半段表现为结构胶的内聚破坏,此时剪切力峰值与纯胶接近;后半段表现为螺钉周围下层板撕裂,失效曲线与FDS相近。这说明在结构胶内聚破坏之前,结构胶承受了绝大部分载荷,内聚破坏之后,螺钉连接才开始承受载荷,混合连接接头剪切峰值性能完全取决于结构胶。

图7 FDS、FDS-A、AB接头剪切力-位移曲线

图8 FDS、FDS-A、AB接头剪切强度对比
3 结论
本文研究了结构胶引入钢铝混合FDS接头对过程曲线及成型过程的影响,分析结构胶对接头几何参数的及准静态力学性能的影响规律,得出以下结论:
(1)结构胶在FDS工艺过程中可发挥良好的缓冲润滑作用,降低工艺过程中的扭矩和下压力。尤其在孔成型阶段和螺纹成型阶段,结构胶降低上层板和下层板、螺钉和下层板之间的摩擦因数,有效降低两阶段中的峰值扭矩和峰值压力。
(2)结构胶增大了FDS接头的板间间隙。在定位阶段,初始下压力较小,不足以大幅减小板间间隙,使较大的板间间隙保存至孔成型阶段。接头上层板在穿刺时形成的披锋填充至板间间隙,以及螺纹啮合的关系,使板间间隙再也无法减小。
(3)同FDS接头相比,混合接头拥有良好的抗剪性能和吸能特性,剪切强度提升了62.6%。混合接头在剪切拉伸过程中,结构胶先承受载荷,在结构胶失效后,接头仍能继续承受载荷。