一种三维激光切割加工快速装夹夹具设计
2019-11-11谢旺盛
谢旺盛


摘要:针对三维激光切割加工的钣金件,刚性差,定位装夹效率低,传统夹具制作耗时,适用性差,零件质量不可控等问题进行分析,并通过设计快速装夹夹具解决了问题,保证了产品质量。
Abstract: The problems of 3D laser cutting processing sheet metal parts are analyzed, such as, the rigidity is poor, the positioning and clamping efficiency is low, the traditional fixture is time-consuming, the applicability is poor, the quality of the parts is uncontrollable, and so on. The problems are solved by designing the quick clamping fixture to guarantee the product quality.
关键词:激光切割;钣金件;快速装夹;夹具;工艺
Key words: laser cutting;sheet metal parts;quick clamping;fixture;process
中圖分类号:TG485 文献标识码:A 文章编号:1006-4311(2019)29-0183-03
0 引言
为满足产品的功能和外观等要求,钣金件都具有强度高、重量轻、成本低、可大规模量产性能好等特点,所以在电子电器、通信、汽车工业、医疗器械等领域得到了广泛应用。随着钣金的应用越来越广泛,钣金件的设计制作变成了新产品开发过程中很重要的一环。一般情况下,新开发的钣金件在模具冲压成型后,外形2D轮廓和孔没有最终定型前,不会直接开发冲孔切边工序的模具,如何快速完成样件轮廓和孔的加工呢?这时候就要应用到激光切割加工技术了。激光切割可大大减少加工时间,降低加工成本,提高工件质量。
1 钣金件加工工艺分析
①选择汽车钣金零件(以横梁安装支架为例,如图1所示),由于该零件空间曲面较多,定位装夹比较难,按照现有装夹工艺,采用石膏粉与胶水按一定比例调匀,抹在零件不需加工的部位,再插入一根支撑杆,模型凉干后,把支撑杆固定在工作台上就可以调试加工了。这种工艺方法可以有效对钣金类零件进行固定装夹,但是在加工过程中,产生的热量令石膏模蒸发的水汽使得零件的接触面生锈,如果时间使用模型还会收缩变形导致零件定位不准确,而且大多数是一套石膏模型夹具只对应一种零件,应用范围较小,装夹固定校正效率低,夹具制作耗材耗时,很难做到一套夹具只需经过简单快速修改就能适用于不同零件的固定定位装夹,且又能大大降低夹具制作成本,同时有效保障激光切割的零件质量可控性。
②通过对该零件进行加工技术分析,加工技术难点主要有:
1)零件空间曲面复杂,而要求加工的3D曲面轮廓与孔的相互位置精度要求很高(0.1mm以内);
2)壁厚较薄,加工过程中,在切削热和夹紧力的作用下,容易引起变形,严重影响工件的精度;
3)如果采用传统的石膏模型定位方式,在切削热的作用下,工件会生锈,严重影响表面质量;
4)如何解决工件快速准确定位和减少工件变形,有效保障加工零件的质量,设计出合理有效的夹具是关键。
2 零件加工夹具设计
①鉴于该零件存在的上述难点和不足,经过技术研发了一种新的快速装夹夹具,有效提高激光三维切割钣金类零件装夹固定的校正效率、提高夹具适用性,降低夹具制造成本,保障零件切割质量。
②工艺思路,以零件安装孔底面为工艺基准实现定位。
③夹具设计步骤(表1)。
④夹具设计说明。
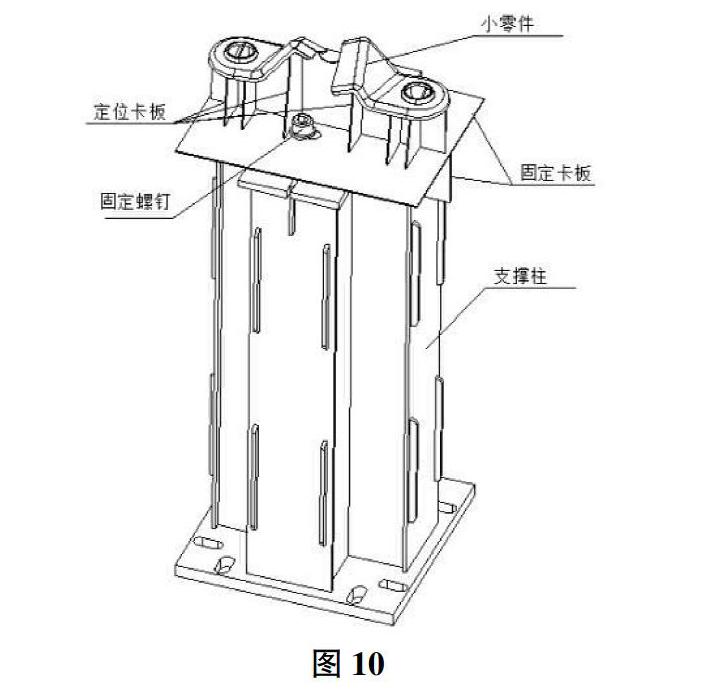
1)快速装夹夹具分为支撑立柱(如图7所示)和定位卡板(如图8所示)两部分。支撑立柱包括支撑柱底板(如图4所示)、支撑柱立板和固定卡板(如图3所示)、支撑柱顶板(如图5所示),定位卡板包括定位底板、3D型面定位卡板,固定螺钉等。所述支撑柱底板固定槽、卡板槽、固定螺纹孔。所述支撑柱底板设计有能将支撑立柱整体定位在三维激光切割机的工作台上的多个固定槽,所述支撑柱立板设有卡板槽,所述支撑柱顶板加工有卡板槽和固定螺纹孔,所述固定卡板设有卡板槽,所述3D型面定位卡板设有卡板槽及与钣金件3D型面对应的轮廓(轮廓通过设计软件UG使用投影功能,把平行线条投影至定位的3D曲面上,然后拉伸成型),所述定位底板设有固定槽。
2)装配流程:支撑柱立板通过卡板槽相互穿插定位,四周压入支撑柱固定板卡扣而固定,然后与支撑柱底板、支撑柱顶板通过焊接连接装配成所述支撑立柱(如图7所示);3D型面定位卡板通过卡板槽相互穿插定位,然后与定位底板通过焊接连接装配成所述的定位卡板(如图8所示);支撑立柱与定位卡板通过卡板槽、固定螺纹孔与固定卡板固定装配成所述的快速装夹夹具(如图9所示),快速装夹夹具通过固定槽与机床工作台上的螺纹孔连接固定;定位卡板的异形轮廓通过与零件3D型面贴合实现定位装夹。
3)设计的快速装夹夹具的主要功能和优点:
a)夹具取材方便,主要材料为碳钢板,制作材料也可以使用零件切割下来的的废弃物来制作。制作简单(利用激光切割机切割形状),支撑柱使用数量根据零件大小来决定,夹具每块钣金重量大约在1-2公斤,每个立柱重量10-12公斤,1个成年人即可抬起,极方便装拆。组装简单方便快捷(大部分采用卡槽定位的形式,穿插即可),具有很强的机动性,能够随时应对零件的相关设变,适用面广,完全可以满足大批量生产要求,大大降低了夹具制作成本。
b)夹具装夹零件效率高,由于定位卡板的轮廓是通过钣金件的3D型面设计切割成形的,可以实现快速装夹定位,有效保障了激光切割零件质量的可控性。
c)夹具的适用性高,定位卡板为零件的主定位,支撑柱、固定卡板为辅助定位,夹具能够适用于大多数激光三维切割零件,并且该夹具能够根据零件大小的不同合理选择支撑柱的使用数量,并根据零件型面的不同,只需简单修改定位卡板与零件型面贴合部分(即异形轮廓)就可以使得夹具能同时固定定位数个相同或不同的零件,大大提高零件固定装夹与切割效率,降低了工装夹具成本。
3 结束语
通过利用该快速装夹夹具加工的不同零件,经过测量,所有尺寸都符合零件图纸设计要求,质量可控性均得到有效保障,夹具的整体结构使用寿命不受影响。
参考文献:
[1]宋耀详,浦林详.现代夹具设计手册[M].北京:机械工业出版社,2009,10(2018.1重印).
[2]郑启光,邵丹.激光加工工艺与设备[M].北京:机械工业出版社,2016,08.
[3]李敏,马志国.激光加工技术在工程机械制造中的应用分析[J].内燃机与配件,2016(10):23-25.
