蜗杆或大导程螺纹车削工艺改进
2019-11-11彭熙熙张波罗飞侠
彭熙熙 张波 罗飞侠


摘要:针对大导程蜗杆、梯形螺纹和锯齿螺纹,工件导程大、齿形深,传统的加工工艺是在普通车床上采用高速钢成型刀完成加工,但工件加工精度和表面粗糙度差、效率低、刀具耗损大。针对以上不足,文章提出了工艺改进方法,即在数控车床上利用切槽刀通过编制数控宏程序来实现大螺距螺纹的车削成形,大幅提高了所述螺纹的加工质量和生产效率,降低了生产成本。
Abstract: For large lead worm, trapezoidal thread and serrated thread, the workpiece has large lead and deep tooth shape. The traditional processing technology is to use high speed steel forming knives on ordinary lathes, but the workpiece processing precision and surface roughness are poor, the efficiency is low and the tool wear is high. In view of the above deficiencies, the paper proposes a process improvement method, which is to realize the turning forming of large pitch thread by using a grooving knife on a numerically controlled lathe by programming a numerical control macro program, which greatly improves the processing quality and production efficiency of the thread and reduces the production cost.
关键词:大导程螺纹;成型刀;切刀;硬质合金;数控宏程序
Key words: large lead thread;forming knife;cutter;cemented carbide;numerical control macro program
中图分类号:TG519.1 文献标识码:A 文章编号:1006-4311(2019)29-0173-02
1 传统蜗杆或大导程螺纹车削工艺
螺纹车削的进刀方法有多种,如直进法、斜进式切削法、切槽法等。
G92螺纹切削循环即采用直进法进刀方式,由于刀具两侧刃同时切削工件,切削力较大,排削困难,切削刃容易磨损。在车削大螺距螺纹时,因切削深度大,刀刃磨损快,造成螺纹中径误差。因其加工的牙型精度高,一般适用于小螺距高精度螺纹的加工[1]。
对于车削大导程蜗杆或螺纹工件,传统的加工方式是在普通车床上用高速钢成型刀,采用斜进式切削法进刀,结合较低的切削速度加工。但实际加工中,受齿深的影响,经常出现“闷车”、“扎刀”、“发震”等现象,成品出现牙型及尺寸不精确、表面粗糙度差等质量问题,且生产效率低下,刀具耗损严重,工人劳动强度很大。
1.1 加工质量方面
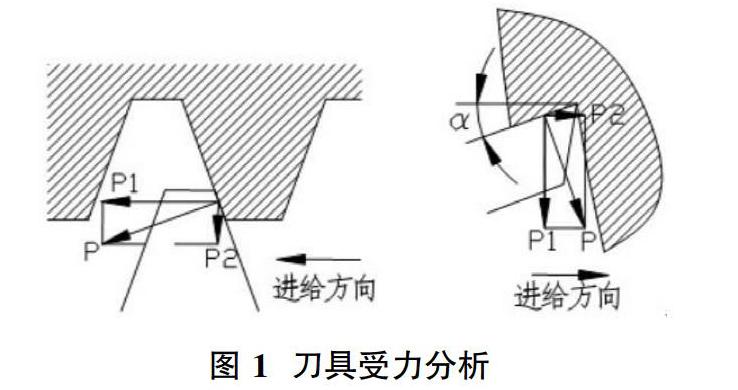
①采用车床加工螺纹时,是通过机床长丝杠转动带动开合螺母移动来实现床鞍和刀具的移动。因长丝杠的轴承处、与开合螺母连接处存在轴向间隙,若采用斜进式切削法进刀,刀具右主刀刃受到螺纹侧面给它的力P(见图1左),可以把力P分解成轴向和径向分力P1和P2,其中刀具的进给方向和轴向分力P1一致,机床设备的床鞍承受了刀具传给力P1,推动床鞍向有间隙侧来回窜动,刀具产生“发震”,工件表面产生波纹;加工螺纹反方向时,刀具左主刀刃受到与进给方向相反的轴向分力,相应地,床鞍向消除间隙的一侧运动,车削过程平稳,这一侧的切削质量良好。这就是采用斜进式进刀法加工出的蜗杆或大导程螺纹两侧面粗糙度有明显差异的原因。
②受刀具切削深度的影响,采用成型车刀加工时,刀具多个切削刃同时参与切削,沿工件轴向看,可将刀具主切削前刀面受到工件作用力P分解为轴向和径向分力P1和P2(如图1右),其中径向分力P2的方向是由刀具指向工件,与刀具切深进给方向相同,且前刀面前角α的变化会带来P2力的大小变化,致使刀具受到工件的作用力后拉动中滑板向间隙侧窜动,可能造成刀具突然扎入工件,带来切削力陡增,产生“闷车”、“扎刀”等情况。
③成型刀具切削工件时,单侧刀刃受到工件较大的作用力,从而加速刀具发热和磨损,致使刀刃尖角变化,从而影响螺纹加工表面质量。
④用成型刀车削,必须采用较低的线速度才能获得良好的表面光洁度,但由于普通车床的转速限制,工人无法选择较为理想的转速,从而不能很好的保证加工质量。
⑤普车加工时,进刀和退刀都是手动进给,而且重复定位精度也不是很高,加上工人多次高強度的往复赶刀,极大地增加了劳动强度,工人的技术水平及责任心等人为因素也影响了最终产品的加工质量。
1.2 生产效率及成本方面
①普通车床加工,必须采用较低的切削速度才能获得良好的表面光洁度,但这种加工方式耗时耗力,操作复杂,生产效率低下,不符合高速、轻快地现代化机加工工艺特点。
②成型刀在切削过程中由于经常出现“闷车”、“扎刀”、“发震”等现象,对刀具、工件乃至机床都会造成一定的损伤,特别是成型刀具的大量消耗,增加了刀具成本;由于加工效率低下,机床占用率较高,耗费的人力成本也较大;由于无法很好的保证成品合格率,致使工件废品数目增大,极大地浪费了坯料和加工费用,增加了生产成本。
2 改进后的蜗杆或大导程螺纹车削工艺
为解决传统车削方法产生的问题,必须从刀具材料、刀具几何形状及角度和车削方法等几方面入手,找到一种优化车削大导程蜗杆或螺纹的方法。改进后的大导程螺纹车削工艺是在数控车床上利用硬质合金切刀通过编制数控宏程序来实现对螺纹牙型的分层成型,这种方法为大导程蜗杆或螺纹的加工提供了一条崭新的思路。
①为改善传统高速钢成型刀车削受力情况,从刀具形状分析,可以采取以下方法:改变刀具刀尖角,使其小于蜗杆或螺纹的齿型角,车削时可以避免多个刀刃同时参与切削,减少了摩擦及切削阻力;合理选择车刀主切削刃前角,前角的选择受到刀具锋利性和刀具径向分力两方面的制约,若盲目增大前角以保持刀具的锋利性,刀具可能会因过大的前角而受到不合理的分力作用,增大了扎刀和断刀的风险;合理选择刀具后角,兼顾刀具刚性的同时考虑螺纹的螺旋升角及排屑散热,防止发生侧碰;合理选择刀具右主切削刃的前角,兼顾刀具刚性的同时考虑适当增大前角,以减小刀具所承受的轴向分力,降低“发震”的可能性。
②刀具材料方面,以改善刀具受力情况为前提,可以选用硬度高、热硬性好、耐磨性好的硬质合金刀具,车削时,适当增大切削速度,工件加工表面质量与刀具切削线速度息息相关,当车削大直径、大导程螺纹时,刀具切削点的线速度更高,从而可以极大改善螺纹表面加工质量和生产效率,也从根本上避免了传统车削工艺切削速度慢、加工质量差的弊端。
③车削方法方面,利用数控车床精度高、定位准的特性,用分层车削型线的方法代替成形刀车削蜗杆或螺纹[2]。具体是根据齿形型线编制数控宏程序来保证蜗杆或螺纹的齿形精度。螺纹齿型车削的具体路径是:先通过刀尖以工件轴线剖面的牙侧上A点为起点,经过循环车削,依次向深度方向进给车削出B、C至N点,这样将ACEN连线形成齿型的左侧面型线,BDF等点连线形成齿型的右侧面型线,从而完成蜗杆或大导程螺纹两侧齿面和齿形角。(如图2)
这里以一个加工实例说明改进后螺纹车削工艺的优越性,阀杆零件端部螺纹参数:螺距P=12.7mm,齿形高度H=6.6mm,牙形角α=60°,调用3mm×25mm切刀,刃磨刀具主切削刃前、后角,在數控车床上调用宏程序车削螺纹,用刀补控制齿根宽度,加工后成品和传统的车削方法对比效果见表1。
可见,采用新型的螺纹车削工艺有以下优势:
①利用数控程序完成螺纹加工,大大降低了工人劳动强度。
②利用数控车床的精度高、定位准的特性,采用结构合理的硬质合金切刀,增大切削线速度,提高了螺纹齿形及表面粗糙度的加工质量,提高了加工质量和效率。
③利用硬质合金切刀的优良性能,用切刀代替成型刀,节约了大量成型刀的费用,大幅度降低了生产成本。
3 结语
文章所述螺纹车削工艺改进方法相对传统成型刀具普通车床加工方法而言,顺应现代机械加工自动化、高效化、精准化的特点,改善了蜗杆或大导程螺纹型面的加工质量,突破生产设备限制,完善了数控车床加工所述类别螺纹的方法,有利于提高生产质量和效率[3]。
采用文章所述方法加工蜗杆或大导程螺纹,不仅需要工人具备一定的数控宏程序识别和编辑能力,还需具备合理刀具选择的能力。这种加工方法实用的前提是刀具具备一定的线速度,当工件回转直径过小时,刀具切削点线速度响应减小,可能会影响成型表面质量,这种情况下可综合数控和普车的有点,先采用数控粗车,留下较小的精车余量,通过普车成型刀加工方法完成最终精车工序,从而保证工件的表面加工质量。
参考文献:
[1]陈正林.数控车床螺纹加工编程工艺分析[J].卷宗,2018,8(35):219-220.
[2]孙树明.数控车螺纹加工的进刀方式略谈[J].消费导刊,2019(1):31.
[3]宋秀峰.数控车床螺纹加工的实用调节方法[J].价值工程,2019,38(10):133-135.
