混凝+ABR+A/O+MBR工艺处理白酒生产废水工程实例
2019-10-24
(1.四川格瑞斯环境科技有限公司,四川成都,610213;2.四川大学建筑与环境学院,四川成都,610065)
峨眉山某酒业有限公司主要生产窖藏系列浓香型白酒。在酿造生产过程中会排放高浓度有机污染废水,该类型废水具有有机污染物浓度高、悬浮物含量高和可生化性好等特点[1]。目前,国内白酒酿造废水通常采用物化-厌氧-好氧生化法作为主体工艺进行处理[2]。其中,混凝沉淀工艺可通过絮凝剂产生的压缩双电层、吸附架桥和网捕等作用大幅去除水中悬浮颗粒物质,同时絮凝剂与废水中的总磷反应生成不溶性磷酸盐沉淀物[3],保障后续生化处理的正常运行。ABR厌氧工艺[4]利用厌氧菌的发酵作用可大幅去除有机物并具有容积负荷率高、污泥活性高、能耗低等优点,可适用于小水量酒厂采用。A/O+MBR组合工艺具有耐冲击负荷、脱氮除磷效果好、出水水质佳,节省占地面积等优点[5]。经技术经济分析并结合废水的水质和水量特征,采用混凝沉淀+ABR+A/O+MBR工艺处理白酒酿造废水是可行的,处理后出水水质优于《发酵酒精和白酒工业水污染物排放标准》(GB27631-2011)中表2新建企业水污染物直排限值[5]。
1 废水水量、水质及排放要求
该酒厂以高粱为主要原料,在生产过程中不加入任何有毒有害难降解的物质,因此废水中主要是粮食作物酿酒后的残留物。按每生产1t白酒产生4~5m3废水计,高浓度锅底水、窖池黄水COD高达60000 mg/L以上,泡粮水水质浓度较低,COD浓度约6000~8000 mg/L;本工程设计处理水量为20 m3/d。设计进水水质见表1。
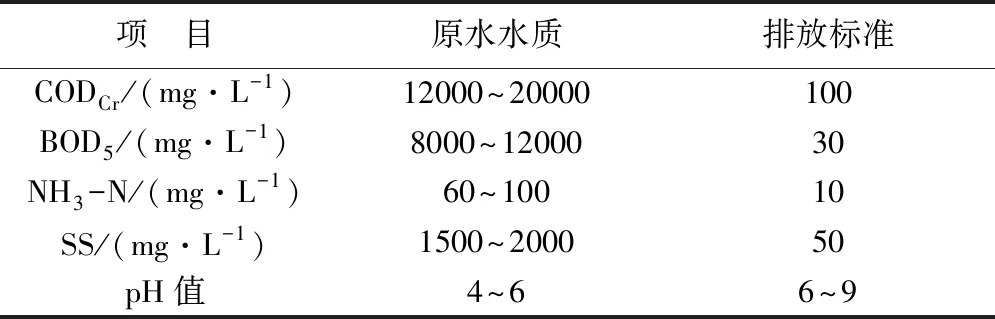
表1 废水水质及排放标准
2 工艺流程
白酒废水经过车间排水管道收集后汇入车间外初级沉淀池,经格栅和初级沉淀的作用去除酒糟和大颗粒悬浮物后自流至调节池,均衡水质和水量。调节池出水经提升泵提升至混凝沉淀一体化设备中,并向混凝区投加混凝剂(PAC、PAM)和NaOH,利用混凝剂的吸附和凝聚作用去除废水中细微悬浮物和胶体微粒,同时去除废水中的总磷,并将废水pH值调至7.5~8.0,以满足后续生化处理所需条件,尤其保证厌氧反应所需碱度。混凝沉淀池出水自流至ABR厌氧池,利用厌氧菌降解有机物以减轻系统后续工艺的处理负荷,同时利用厌氧发酵作用杀灭部分致病菌。ABR厌氧池出水自流进入缺氧池处理,缺氧池中与内循环回流的泥水混合物混合反应,起到反硝化脱氮的作用。随后进入接触氧化池内,好氧微生物利用外界提供的氧气,将污水中的有机污染物进一步分解,一部分用于合成微生物自身结构形成污泥,另一部分则被好氧微生物分解为CO2和H2O,释放到大气中,水中的有机污染物在好氧阶段被大量去除。在MBR池污水经泥水分离后进入清水池可达到外排标准。系统所产生的物化污泥和剩余污泥排入污泥浓缩池,定期经过厢式压滤机降低污泥含水率,污泥浓缩池上清液和厢式压滤机的滤液回流至调节池进行处理。泥饼外运进行卫生填埋处置。具体工艺流程见图1。
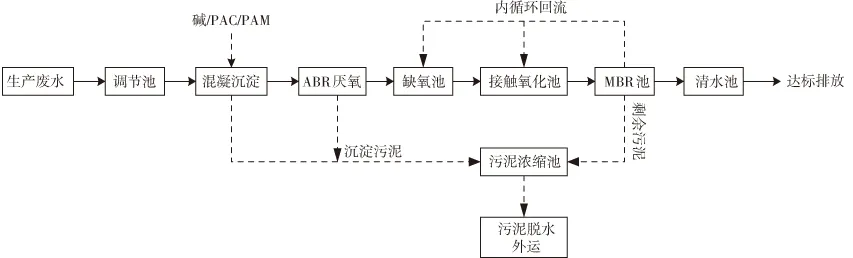
图1 工艺流程图
3 主要构筑物及设备
3.1 格栅、初沉池
废水经车间排水管道收集后汇入车间外初级沉淀池,经过人工格栅(宽0.5m,渠深1.5m,栅条间隙5mm,304SUS材质)拦截除去细小的高粱皮、谷壳后进入初沉池(3.0m×2.0m×1.5m,1座),经初级沉淀后自流进入调节池进行水质、水量的调节。
3.2 调节池
调节池1座,主要用于调节水质、水量,同时起到预酸化作用。有效池容为30m3,HRT为36h。池底设置曝气穿孔管,气源由回转式风机提供。在空气的搅拌作用下,废水充分混匀。池体采用全地埋式钢混结构,内部防腐。配套设备:2台(1备1用)潜污泵,Q=7.0m3/h,H=8m,N=0.25kW;1台pH在线监测仪;2台回转式风机,1用1备(与A/O池和MBR池共用),参数为1.77m3/min,0.5kgf/cm2,2.2kW。
3.3 一体化混凝沉淀设备
混凝沉淀设备1套,采用一体化碳钢防腐结构。通过碱加药泵向pH值调节区投加质量分数为10%的NaOH,调节废水pH值至7.5~8.0,并在混合区和絮凝区分别投加PAC和PAM,进行混凝反应,pH值调节区和混合区HRT为20min,有效容积为0.3m3。絮凝反应区HRT为40min,有效容积为0.6m3。沉淀区有效容积为6m3,HRT为4h,水力负荷率为0.4m3/(m2·h)。沉淀区为竖流式并采用重力排泥。配套设备:1套一体化混凝沉淀设备,尺寸为3.0m×2.0m×2.5m,包含1台pH在线监测仪;2台快速搅拌机,60rpm,0.75kW,1台慢速搅拌机,30rpm,0.75kW;1套PAM加药系统,包括加药泵1台,Q=9L/h,N=0.04kW;溶药桶1套,300L;1套PAC加药系统,包括加药泵1台,Q=15L/h,N=0.25kW;溶药桶1套,300L;1套碱加药系统,包括加药泵1台,Q=50L/h,N=0.37kW;溶药桶1套,500L;重力排泥系统1套。
3.4 ABR厌氧池
ABR厌氧池1座,利用厌氧菌群形成污泥床降解有机污染物并完成出水的固液分离。采用半地埋式钢混结构,内壁防腐。有效容积为80m3,HRT为96h,设计容积负荷为5.0kgCOD/(m3·d)。配套设备:1台厌氧循环泵,Q=7.0m3/h,H=8m,N=0.25kW;1台pH在线监测仪;60立方弹性悬挂填料,φ150×2000mm。
3.5 A/O池+MBR池
A/O池+MBR池1座,利用缺氧和好氧环境交替实现生物脱氮除磷,同时去除部分有机物。A/O池均采用半地埋式钢混结构。缺氧池有效容积为20m3,HRT为24h,设计容积负荷为2.0kgCOD/(m3·d),MLSS为3000mg/L,DO值控制在0.4mg/L以下。好氧池有效容积为20m3,HRT为24h,DO值为2.0mg/L,设计容积负荷为1.0kgCOD/(m3·d),MLSS为4000mg/L。MBR池有效容积为20m3,HRT为24h,DO值为2.0mg/L;硝化液自MBR池末端回流至缺氧池,回流比为200%。配套设备:2台回转式风机,1用1备(与调节池共用),参数为1.77m3/min,0.5kgf/cm2,2.2kW,配置变频器;30立方弹性悬挂填料,φ150×2000mm;膜式曝气盘微孔曝气系统,曝气器及附件36套;硝化液回流泵1台,Q=7.0m3/h,H=5m,N=0.25kW;MBR膜组件1套,PVDF中空纤维膜150m2;自吸式离心泵各3台,2用1备,分别作为产水泵和反洗泵使用,Q=3.0m3/h,H=8m,N=0.37kW;2套膜化学在线清洗系统,化学清洗时分别使用碱性次氯酸钠和柠檬酸进行清洗,300L,25L/h。
3.6 清水池
清水池1座,存储MBR产水,同时作为MBR膜在线反冲洗水源,采用半地埋式钢混结构。有效容积为8m3,HRT为8h。
3.7 污泥浓缩池
污泥浓缩池1座,有效容积为8m3。采用半地埋式钢混结构。采用重力浓缩连续式操作,污泥浓缩时间为48h,池体极限固体通量为30kg/(m3·d)。配套设备:1台螺杆泵1,Q=2m3/h,P=0.6MPa,N=1.5kW;1台厢式压滤机,过滤面积为10m2,N=2.2kW。
4 调试与运行
4.1 工程调试
本工程2017年12月份建成,并于2018年2月开始调试运行,系统采用20h连续运行,调试期约3个月。
4.1.1 混凝沉淀调试
通过加药泵向混凝区中投加混凝剂(PAC、PAM)和质量分数为10%的NaOH,根据废水水质和水量确定混凝剂和NaOH的投加比例,以pH值达到7.5~8.0和混凝沉淀效果良好为准。每日需排泥一次,当处理水量和去除效果达到设计要求时,即完成调试。
4.1.2 ABR池调试
ABR厌氧池的接种污泥取自当地乡镇污水处理站的浓缩池污泥,接种污泥体积为40%池容。将污泥投入ABR池后加满用自来水稀释后的原废水,稀释比例为5:1。控制调试阶段pH值为7.5~8.0,营养物质比例取COD:N:P=(300~500):5:1。启动初期控制进水流量为设计值的1/5,进水COD浓度为3000~4500mg/L。在驯化一段时间后,当COD去除率达到60%左右时,逐步提高进水流量和容积负荷。经过60d左右各反应器进水流量和容积负荷均达到设计要求,COD去除率在70%左右,处理效果稳定。池内填料表面附着一层黑色生物膜,质感粘稠,基本完成挂膜,可认为调试完成。
4.1.3 A/O+MBR系统调试
A/O、MBR调试与ABR厌氧系统调试同时进行,ABR池出水进入A/O池。好氧池和缺氧池的接种污泥均取自当地乡镇污水处理站的浓缩池污泥,接种污泥体积为30%池容,投入接种污泥后,灌满自来水,并闷曝24h,待污泥呈黄褐色后开始进行。缺氧池采用微曝气,控制缺氧池调试阶段pH值为7.5左右,DO值为0.3~0.4mg/L,营养物质比例取COD:N:P=300:5:1。好氧池和膜池调试阶段pH值为7.0左右、DO值为2.0~3.0mg/L、营养物质比例取COD:N:P=150~200:5:1。进水方式与ABR池同步。好氧池和膜池内采用连续20h曝气。硝化液回流到缺氧池前端,回流比为200%。采用逐步提高进水流量和容积负荷的方式进行调试。经过70 d左右,与厌氧池同步进水流量和容积负荷均达到设计值,出水水质达到排放要求,处理效果稳定。同时,在填料表面出现一层黄褐色的生物膜,显微镜下可见草履虫、肾形虫和累枝虫等。挂膜阶段结束,可认为调试完成。MBR系统调试主要为产水泵和反冲洗泵程序的调试,抽吸泵运行8min,停2min;反复10个周期后进行在线反冲洗1次。产水和反冲洗采用PLC控制。
4.2 运行效果
通过3个月的调试运行,整个系统运行效果稳定,并且出水水质优于《发酵酒精和白酒工业水污染物排放标准》(GB27631-2011)中表2新建企业水污染物直排限值。各单元处理效果见表2。

表2 各单元处理效果
5 效益分析
电费:总装机容量11.15 kW,正常运行5.95 kW,日耗电量为56.95kW·h,工业电费价格按0.6元/kW·h计,则耗电量1.7元/m3。药剂费:PAC单价1.5元/kg,用量0.15 kg/m3;PAM单价20元/kg,用量0.005 kg/m3;碱单价2.0元/kg,用量0.10 kg/m3,则药剂费为0.5元/m3。废水站仅需安排1名兼职管理人员,人工费不计。总运行费用总计为2.3元/m3。
6 结论
针对峨眉山某酒业有限公司浓香型白酒废水具有有机物浓度高、BOD/COD值较大、氨氮及总磷高等特点,采用“混凝沉淀+ABR+A/O+MBR”工艺进行处理。该工艺处理效果好,抗冲击负荷能力强,最终出水COD、BOD5、NH3-N、SS浓度分别为68.5、26.3、5.0、6.6 mg/L,达到《发酵酒精和白酒工业水污染物排放标准》(GB 27631-2011)中表2新建企业水污染物直排限值。
