轴承内外径数字化检测管理系统研究
2019-09-10陈兆好
陈兆好


摘 要:轴承内外径数字化检测管理系统一个是集轴承生产管理、质量检测、质量管理于一体的综合系统,可以代替传统轴承内外径检验、记录、管理方式,是一套高效的系统,加强对该系统的研究对企业管理至关重要。
关键词:轴承内外径;数字化检测;数据处理
中图分类号:TH133.3 文献标识码:A 文章编号:1003-5168(2019)10-0008-03
Abstract: The bearing internal and external diameter digital detection management system is a comprehensive system integrating bearing production management, quality inspection and quality management, it is an efficient system that can replace the traditional bearing inner and outer diameter inspection, recording and management methods. The research of this system is very important for enterprise management.
Keywords: bearing inner and outer diameter; digital detection; data processing
轴承是一种精密的机械元件,对零件及成品的加工精度要求相对较高。对于这种高精度元件的参数值,只有通过精密检测技术和专用仪器才能确定。因此,轴承检测技术在轴承生产过程中占有非常重要的地位,是衡量产品是否符合质量标准的工具,也是一种发现加工问题的手段。通过产品检测所获得的各种数据,可为改进和优化产品设计、工艺参数及质量控制提供依据。但是,目前国内轴承内外径检测主要采用機械式仪器仪表人工检测的方式,不仅费时费力,而且测量精度受人为影响严重,检验数据由人工填写、计算、判断、保存和查阅,出具检验报告需要由人工输入检验数据到电脑进行编辑,最终才能输出报告。这些做法劳动强度大,人为失误多,人工成本高,工作效率低,且难以对检验数据进行工艺分析和质量统计分析。因此,提高工作效率、节省人力和物力、测量准确可靠的数字化检测与计算机网络化管理系统是现在企业的必经之路。基于此,笔者所在公司根据轴承特点,决定研制开发一套采用电感位移传感器检测、专用软件进行分析处理的轴承内外径数字化检测管理系统,从而实现检测数据自动采集、处理、判断、存储、查询、统计分析、报警提醒和导出报告的功能[1]。
1 轴承内外径数字化检测管理系统组成与检测原理
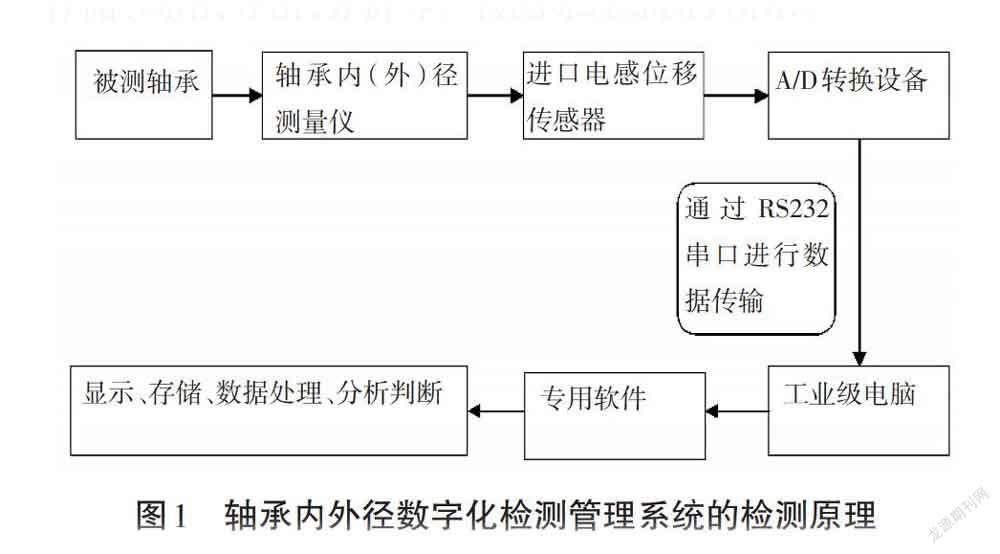
轴承内外径数字化检测管理系统主要由轴承内(外)径测量仪、进口电感位移传感器、A/D转换设备、工业级电脑、专用软件组成。该系统将进口电感位移传感器接在轴承内(外)径测量仪上,通过轴承专用测量仪及标准件的比较测量,将被测轴承内(外)径偏差,通过传感器位移变化、转换设备转换,由电压信号转换为数字信号,通过RS232串口发送信号至工业级电脑的RS232串口上,再经过专用软件对传输过来的信号进行采集、处理,最终将检测值显示在计算机显示器,实时对检测值进行是否合格的判断、存储、调用、导出、分析等。检测原理如图1所示。
同时,轴承内外径数字化检测管理系统利用网络将信息进行汇总、共享,从而实现了生产部门、检验部门、技术部门、质量部门之间信息的互联互通,真正提高了工作效率。流程如图2所示,网络结构如图3所示。
2 轴承内外径数字化检测管理系统的功能
2.1 生产管理功能
生产部门通过轴承内外径数字化检测管理系统对送检产品信息进行录入,包括产品型号、批号、送检数量、送检日期等,不仅要完成送检产品的信息传递,同时还要查询送检产品的检验完成情况。
2.2 质量检测功能
检验部门在轴承内外径数字化检测管理系统上得到传递过来的送检产品信息后,将被测轴承放至内(外)径测量仪上进行比较测量,通过传感器位移变化,经过A/D转换,再经过专用软件处理分析,自动得到被测轴承单一内(外)径偏差的最大值[[Δ]dsmax([Δ]Dsmax)]、最小值[[Δ]dsmin([Δ]Dsmin)]、单一平面平均内(外)径偏差[[Δ]dmp([Δ]Dmp)]、单一平面内(外)径变动量(简称椭圆度)[Vdsp(VDsp)]、平均内(外)径变动量(简称锥度)[Vdmp(VDmp)]等检测信息,具体功能如下。①可以检测轴承内径或者外径的1~3个截面。②可以检测每个截面的最大值、最小值、平均值、椭圆度、锥度。③可以得到被测轴承的最终椭圆度及锥度。④检测方法分为手动检测、半自动检测、全自动检测三种。第一,手动检测:操作者通过手动方式,自己找出轴承最大内径或者外径以及轴承最小内径或者外径,并进行确认。第二,半自动检测:将被测轴承放至测量位置后,点击“开始检测”按钮,检测完成后,点击“结束检测”按钮,系统自动完成最大值、最小值等测值检测。第三,全自动检测:点击“全自动检测”按钮后,将被测轴承放至测量位置,系统进行自动检测,取下轴承后,系统自动得到最大值、最小值等测值。⑤实时显示已检轴承数量、当前在检轴承编号以及已检轴承的检测结果。⑥左侧模拟表盘可以实时显示当前在检轴承的检测情况。检测操作流程如图4所示。
2.3 质量管理功能
通过网络技术将检测完成后的数据进行汇总后,生产、技术、质量等部门可以对检验数据进行同步查询、分析、处理,从而迅速发现或找出可能存在的产品质量缺陷和形成缺陷的原因,促使责任部门及时采取质量纠正措施。通过对生产过程的质量控制,保证产品质量能够充分满足客户需要,同时向客户出具相应检验报告[2]。
通过本系统的研发与应用,由原来无法实时了解产品送检与检验情况,转变为产品送检由电脑录入、网络传输、服务器存储,并实现产品送检与检验情况随时查询;产品检测方式由原来采用轴承内(外)径测量仪配备扭簧表检测,并通过观察扭簧表显示检测数据、人工判断产品是否合格,同时将检测数据手工填写到事先打印好的纸质的检验记录表中,转变为由工业电脑实时采集轴承内(外)径测量仪上位移传感器的变化量,并选用上述3种不同检测方法中的一种完成产品检测、自动判断、数据存储;检验数据由原来的人工手动查阅、统计、分析、输入电脑后再生成报告,转变为通过专用软件随时查阅、统计、分析、导出相应报告等,真正实现了产品送检信息、检验记录无纸化和计算机网络化管理,极大程度地提高了生产、检验、管理的效率,降低了企业成本,减轻了工作强度,减少了人为失误,且能够及时发现产品质量问题,从而采取切实有效的改进措施,降低了废品率,提高了产品质量,提升了质量管理水平。
参考文献:
[1]胡敏,王坚锋,黄旭伟.轴承直径在线检测系统的研究[J].电子世界,2016(14):179-180.
[2]吕雪源.轴承检测信息系统与轴承检测仪器结合的研究与运用[J].中外企业家,2018(1):59.
