增加轧花机肋条耐用度的工艺方法
2019-05-28■
■
〔郑州棉麻工程技术设计研究所,河南郑州450004〕
轧花机肋条(图1)是轧花机的重要零件,也是易损件。轧花机锯片和肋条的交点就是工作点(图2),在工作点处棉籽与棉纤维开始分离,在工作点处肋条受到的压力和摩擦力最大。由于每台或者每种型号的轧花机都有不同,所以反映在肋条上的工作点不是一个点,而是一个区域。轧花机肋条是通用件、易损件,工作点区域的强度和耐磨程度直接影响肋条的耐用度和使用寿命。频繁更换肋条不但增加了企业的运营成本,而且频繁停机造成的生产损失和带来的劳动强度的提高也使企业较为困扰。
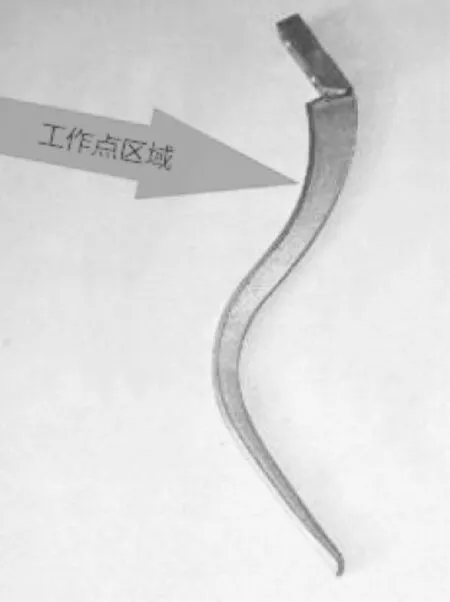
图1 轧花机肋条
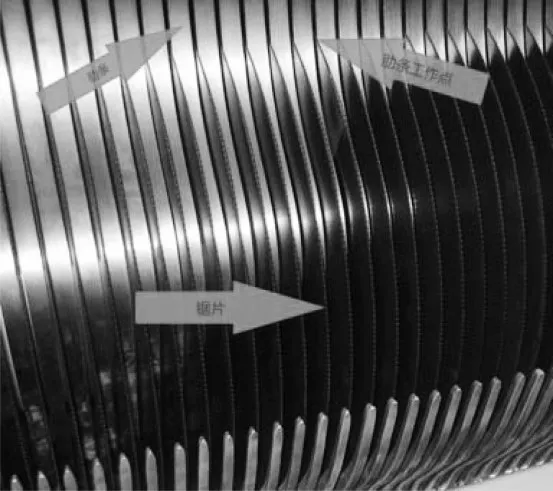
图2 轧花机肋条工作点
目前的轧花机肋条由于形状复杂,一般是铸造成形后再机械加工。一般市场使用的材料是HT200,为了提高工作点区域的耐磨性,目前是对工作点区域进行“冷激”的工艺,即将工作点区域加热后迅速冷却来提高表面硬度。由于铸造材料的含碳量不稳定,每根和每批肋条“冷激”过的硬度都是随机的,不具有可控性。“冷激”后由于肋条形状复杂,形成了尺寸变形并产生了不可控的内应力和应力集中,导致在使用中经常发生“脆断”现象。“冷激”后虽然在一定程度上提高了硬度,但是在使用中不耐磨和同一台车中的耐磨程度差异较大的情况普遍存在。肋条工作点硬度不足,在工作中会使两侧很快没有刃口,或者与锯片摩擦产生豁口,增加了棉籽卷转动的阻力,增加了能耗,降低了工作效率。
提高肋条工作点区域硬度的办法在专利查找中不多,其中之一是将工作点区域挖槽,在槽内镶嵌上更硬的材料(硬质合金等),镶嵌的材料通过在肋条上打的螺孔连接。笔者认为这种方式理论上可以成立,但很难实现,原因有:1.肋条的面是弧面,在这样的位置钻孔攻丝不好定位,需要专门的工装来保证。2.肋条面宽只有十余毫米,而且踵部收窄,打孔攻丝会严重破坏肋条的强度,在工作中容易断裂产生事故。3.镶嵌的材料用螺钉连接,为了保证表面的光滑就得使用沉头螺钉,这样镶块必须有一定的厚度,镶块厚度越厚,在基体上挖的槽就越深,基体强度就会越弱,“脆断”的几率会成倍增加。4.镶嵌的材料尺寸精度很难与肋条缺口配合,若两侧和平面出现错边现象时会钩挂棉束,大大增加棉籽卷转动的阻力或挂断纤维。肋条两侧和锯片摩擦中极易产生火灾现象。5.镶嵌材料的方法会大大增加肋条的制造成本。6.若是采用镶嵌材料和肋条基体焊接的方式,避免了打孔造成的强度减弱,但所述的其他情况还是存在。这也是目前市场没见到这种产品的原因。
陶瓷喷镀在化纤、纺织机械产品中经常应用。在化纤机械中的卷绕头每分钟达6 000转以上,上面卷绕有丝束,需要高耐磨性;在化纤机械中的牵伸机的牵伸辊(图3)缠绕有丝束,高速强力牵伸,把丝束逐步拉长,对辊面的拉力很大,需要辊面既光滑又耐磨;纺织机械的梳棉机出棉口、罗拉、压辊、导轮等(图4)要求绝对不能有毛刺又耐磨。这些都是采用的在基体表面陶瓷喷镀的工艺方法达到了使用要求。

图3 化纤机械喷镀陶瓷牵伸辊

图4 纺织机械喷镀陶瓷零件
笔者参考相关行业先进经验,通过研究认为在轧花机肋条工作点处实施陶瓷喷镀会大幅提高肋条的耐磨性和使用寿命。具体的工艺是清理工作点区域的毛刺及附着物后使用等离子喷镀设备,采用氧化铝、氧化钛、氧化铬、氧化锆、碳化钨等陶瓷材料对肋条工作点区域进行喷镀,喷镀厚度0.10 mm~0.15 mm,喷镀后抛光到Ra0.8~Ra1.6。一般喷镀的硬度可到HV950以上,比目前常用肋条工作点区域的硬度提高了5倍,能显著提高肋条的耐磨性和使用寿命。采用喷镀陶瓷工艺不损伤肋条基体,不降低肋条强度。由于喷镀厚度只有0.10 mm~0.15 mm,因此对肋条的几何尺寸几乎没有影响,不需要后期修整。喷镀陶瓷成本低、速度快,用较小的成本就能达到大幅提高肋条寿命的目的。因为喷镀陶瓷为非金属,所以不会生锈,当锯片与其摩擦时也不会产生火花引起事故。
