中外标准对焊材储存及再烘干规定的对比和思考
2019-05-13
(秦皇岛方德工程技术有限公司,河北秦皇岛 066000)
0 引言
国内焊接行业,焊材保管基本都是执行JB/T 3223—1996《焊接材料质量管理规程》[1]标准,该标准取代了JB 3223—1983《焊条质量管理规程》[2],参照RCC-M标准,将焊材储存湿度不超过相对湿度90%的规定改进为60%。但是时过境迁,国际上对于焊材管理的认识有了很大进步,这个20多年前的标准也需要与时俱进,更新技术,然而新版的JB/T 3223—2017[3]并没有改进焊材储存温度没有上限的问题以及再烘干方面信息的不足。本文就焊条储存与再烘干的规定,提出一些个人的思考。
对于焊条储存与再烘干的标准,国际上大致分为两个系列,一是以美国AWS系列标准为代表,给出清晰、明确的储存条件和再烘干细节要求,不区分焊材品牌统一要求;二是以ISO,BS EN系列标准为代表,不提出任何具体技术要求,焊材用户执行焊材制造商的推荐参数。
1 国际标准对于焊条储存及再烘干的要求对比
近年来,很多欧洲系标准都有一种倾向,把焊材管理的细节留给焊材制造商,标准中不再作任何细节规定,表1列出规定“焊条储存及处理由制造商负责”的典型标准。

表1 规定“焊条储存及处理由制造商负责”的部分标准
与欧洲系标准要求不同,美国AWS系列标准对焊材管理有详细规定,由于焊材的储存与烘干要求最典型、最严格的就是焊条,故以下均以焊条为典型进行分析,有代表性的如AWS D1.1,AWS PHB-7,AWS A5.5,AWS STD UGFM,以下分别叙述。
1.1 AWS D1.1对于焊材储存湿度控制原理给出了描述
AWS D1.1-D1.1M—2015《钢结构焊接》[12]附录F插图“温度-湿度曲线图结合试验用以确定低氢焊条在大气中暴露时间”(见图1[12]),指出了空气含水量在不同温度时对应的湿度是不同的,也指出了焊材储存的温度与湿度是联合控制的;反衬出JB/T 3223—1996中只规定储存相对湿度最大60%,却没有规定储存的温度范围是不能保证焊材品质的。

注:(1)任何标准温湿度图均可取代本图而使用;(2)使用本图以确定焊条暴露状况的实例参见AWS D1.1-1.1M—2015中附录F图F.2
图1 温度-湿度曲线
1.2 美国焊接学会AWS PHB-7—1998对于钢焊条储存与烘干的通用规定
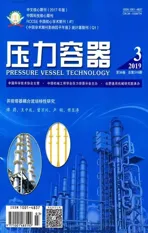
AWS PHB-7—1998 《焊条电弧焊便携手册》[13]标准应用很广泛,其中钢焊条储存与烘干的通用规定比较详细,见表2。
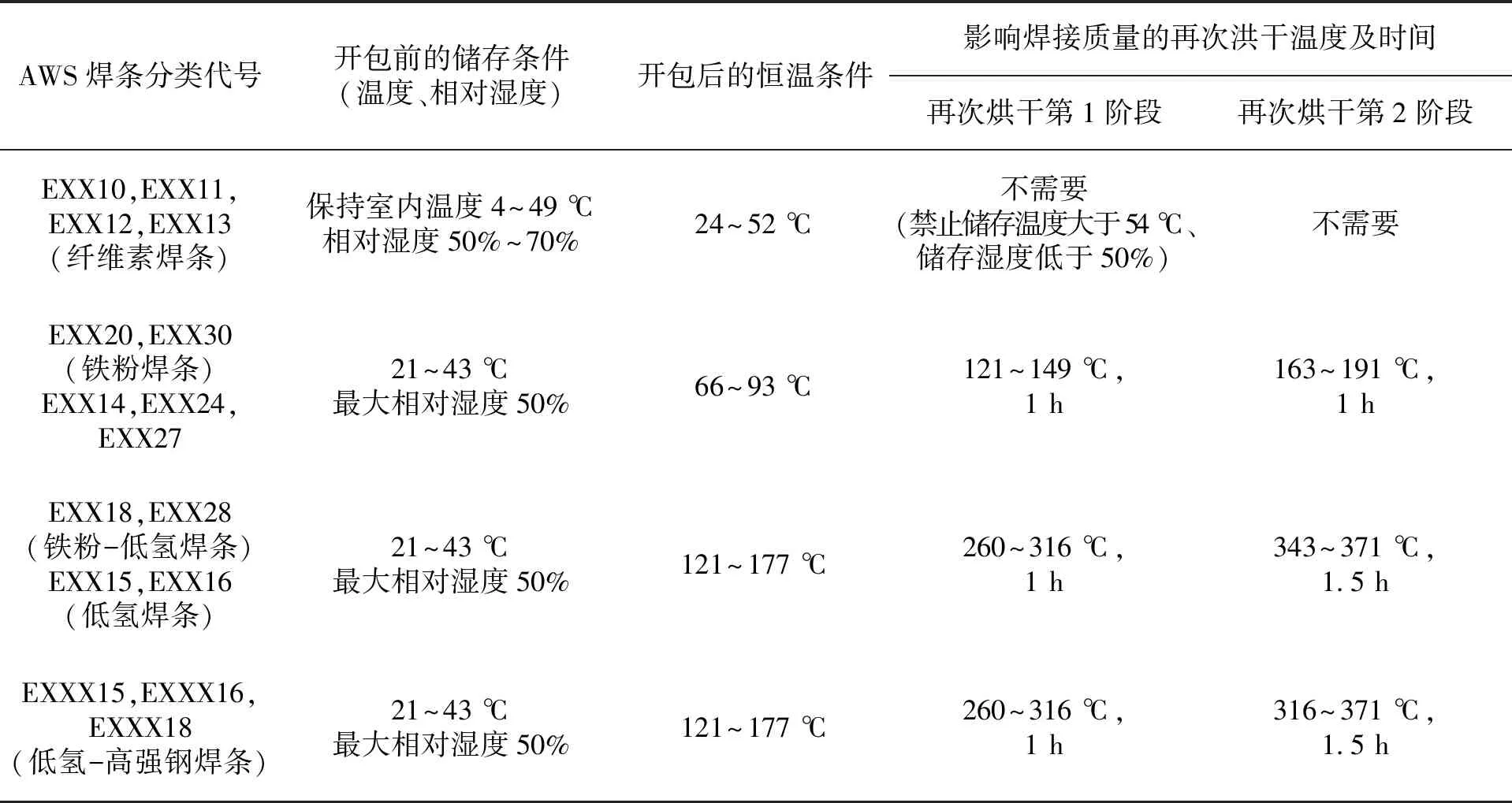
表2 钢焊条保存条件导则
注:温度单位由华氏度直接转换,并未圆整
1.3 美国焊接学会AWS A5.XX系列标准对于焊材储存与烘干的规定
美国焊接学会AWS A5.01~A5.36是世界上影响最大的焊材系列标准,几乎所有国内外著名品牌焊材均同时提供符合AWS A5.XX系列相应的质保书,此处仅以焊条标准为典型,列举AWS A5.5《焊条电弧焊用低合金钢焊条标准》[14]中提出的“药皮弧焊焊条的典型储存和干燥条件”,见表3。
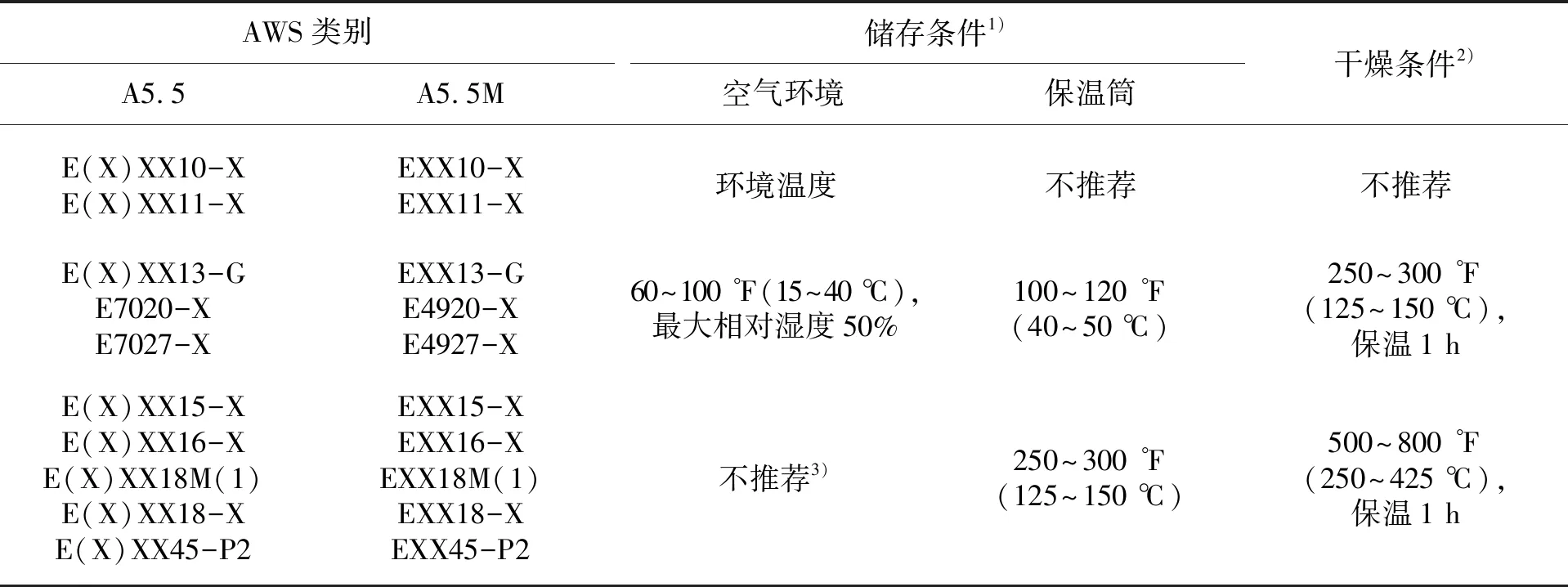
表3 药皮弧焊焊条的典型储存和干燥条件
1)从包装中取出的储存条件;2)由于药皮的固有成分差别,应向制造厂咨询正确的干燥条件;3)某些焊条类别可以命名为能满足低吸潮要求的焊条,但这种名称并不意味着可推荐在环境空气中储存
1.4 美国焊接学会AWS UGFM:2010提供的制造商信息
美国焊接学会的AWS UGFM:2010[15]在标准扉页上说明该标准是填充金属委员会搜集了AWS 30多部技术标准汇集而成,对于焊材储存和烘干管理也提出了类似以上的要求。
值得注意的是,该标准显示了美国焊接学会的填充金属委员会成员,很多是焊材制造商,不仅有美国的,也有欧洲和日本的,这也侧面证明了AWS对于焊材储存的规定是欧美日等发达国家的焊材企业共同认可的技术条件。“AWS A5W 潮湿与氢分委员会”成员共有两家焊材公司,一家美国公司(Lincoln),一家欧洲公司(ESAB)。
2 欧洲系焊材制造商的典型焊材储存及再烘干的要求
由于美国AWS系列标准给出了详细的焊条储存及再烘干要求,而欧洲的标准基本上将焊材管理交给焊材制造商,以下事例选择ESAB(伊萨)品牌来探讨。ESAB是“AWS A5W潮湿与氢分委员会”成员,那么这里给出的条件就不仅适用于ESAB,也具有普遍的参考意义。
ESAB的焊条储存及再烘干的要求依据ESAB《焊材手册》(2017版)[16],储存及再烘干要求见表4,并且说明这个条件适用于“所有类型的焊条,若能在下列气候条件下储存,吸潮速率将变得非常缓慢。”
表4 ESAB《焊材手册》(2017版)焊条储存及再烘干要求
3 国内的焊材储存与再烘干现状及焊材管理标准改进方向
国内的焊材制造厂商出于种种原因,在焊材储存与烘干的条件方面,拘于JB/T 3223—1996中的规定,虽然焊材制造厂发现此问题,但出于顾虑并未改进。
3.1 国内焊材储存温度上限缺失信息
国内的产品样本或者最新的网页上显示的焊材储存条件,保存温度均只提供下限(>5 ℃或10 ℃)、不提供温度上限,相对湿度不超过60%,也就是数据不完整,一旦温度超过15 ℃(参考ESAB给出的适用任何类型焊条的储存条件),就已经使焊材面临受潮进而品质受损的风险。从数据严谨性来讲,给出相对湿度的上限,而没有给出储存温度的上限,是关键数据缺失。
3.2 国内的焊材制造厂商对于焊条再烘干未提堆叠层数
国内的产品样本或者最新的网页上显示的焊条再烘干要求中,均无堆叠层数的关键信息。
3.3 国内的权威资料已经认识到此问题,但是标准与焊材厂家均无改进
国内焊接行业资料《焊接手册》[17-18]、第3版(修订本)[19],均规定了“室温宜10~25 ℃,相对湿度小于60%……烘干焊条时,不能堆放得太厚,以1~2层为好,以免焊条受热不均和潮气不易排除”,但是国内无论是企业还是标准均没有改进,依然维持JB/T 3223—1996的规定。
3.4 焊条储存与再烘干规定在现场遇到的问题
(1)ESAB OK92.55镍基焊条温度过高导致受潮事件。
深圳某LNG接收站16万m3LNG低温储罐工程,使用了50多吨镍基焊条ESAB OK92.55(真空包装),存放在集装箱内,湿度一直控制在60%以内,但是经过夏季,几个月后真空包装全部失效,焊条都受潮,焊接时出现密集气孔。期间,也曾经发现每天中午前后,密闭的焊条储存集装箱内均有几个小时超过50 ℃,但是并不知道会有什么不良后果。事后检查ESAB的技术文件,才知道原因有二,一是ESAB的真空包装50 ℃会失效,深圳的高温天气使集装箱储存环境经常超过50 ℃,导致现场焊条真空包装失效;二是夏季高温(平均温度超过31 ℃)时,60%的相对湿度,其空气含水量远远超过25 ℃时,导致焊条迅速受潮,最后,所有真空包装的焊条不得不全部进行烘烤后再使用。
(2)低氢焊条烘烤堆叠失控事件。
沿海某大型国有企业,高峰时期月消耗焊材超过百吨,某新开项目业主例行检查中发现其焊材库内低氢焊条一直使用铁丝捆成圆捆后烘烤,两个多月以后发现该企业的分厂也是如此进行焊条烘烤,当即叫停整改。该事件是标准中没有类似规定、焊材供应商也没有堆叠4层以内的说明所带来的后果。
3.5 JB/T 3223及焊材制造商对于焊条储存与再烘干规定改进方向
综上所述,国内的标准如果仿照欧洲的做法,不提出焊材储存和处理的细节,焊材用户按照制造商的推荐参数执行,很容易出现上述问题,而且焊材制造商出于种种原因,不会自主提出比JB/T 3223更严格的要求。
其实国内的大型焊材制造商是有技术能力并且掌握这些技术细节的,例如某焊材制造商实际生产中按照专业做法堆叠不超过4层烘烤焊材,详见图2,但是该制造商的产品样本中并未提出这些专业细节,而是复制JB/T 3223的规定。目前国内所有焊材制造商的产品样本中都不首先提出来,导致现场的焊材使用单位不能正确堆叠与烘烤焊条,某些企业甚至会用铁丝捆扎低氢焊条,并同时在焊条烘箱中烘烤埋弧焊剂,这样烘烤的焊条肯定会降低熔敷金属的性能,进而降低了焊接产品的品质,如图3所示。

图2 某低氢焊条制造厂烘烤前堆叠状态
国内的焊接产业在焊材储存与烘干方面,应仿照AWS的做法,完善焊材储存与烘烤的规定与细节。

图3 成捆堆叠烘烤同时夹层烘烤埋弧焊焊剂的情况
4 结语
焊条储存与再烘干要求是焊材储存中的典型因素,也是优质焊接产品的基础条件之一,国内制造业发达地区大多在东部沿海,夏季温度高、湿度大,焊材储存不当很容易降低焊接质量,如果再烘干也处置不当,就会加剧这个问题的严重性。
基于以上思考,希望JB/T 3223或其他类似焊材标准在更新时能够解决这些问题,这将会提高整个焊接行业质量水平。