太阳能硅片切割用金刚线发展评述
2019-04-02李和胜
孟 雪, 李和胜
(1.河北普兴电子科技股份有限公司, 石家庄 052100;2.富世华(河北)金刚石工具有限公司, 石家庄 052165)
1 引言
自2013年以来,我国的太阳能光伏行业取得了突飞猛进的发展,年新增装机容量均保持30%以上的增长。截至2017年,光伏装机总量已经接近130GW,与之相呼应的是对上游硅片的需求量也呈爆发式增长,2017年的硅片总产量已经高达188亿片[1]。在硅片生产过程中,无论是单晶硅片还是多晶硅片,硅片切割工序(开方+切片)是必不可少的工艺环节。
光伏硅材料传统的切割方式为砂浆切割,该工艺是以钢线为基体,莫氏硬度9.5的碳化硅作为切割刃料,钢线在高速运动中带动切割液和碳化硅混合的砂浆进行摩擦,利用碳化硅的研磨作用达成切割效果[2]。近年来,随着硅片减薄化,以及硅片制造企业进一步降低生产成本的需求日益紧迫,金刚线切割技术应运而生,并逐步在全行业得到推广。所谓金刚线切割技术是将莫氏硬度为10的金刚石颗粒固着于钢线基体上,钢线的高速运动带动金刚石以同样的速度运动,直接产生切割能力[2, 3]。它与传统砂浆切割的最大不同有两个方面,一是使用的磨料不同;二是切割作业中磨料形态不同,传统砂浆切割为自由磨料;而金刚线切割使用固结磨料。砂浆切割和金刚线切的工作原理如图1所示。

图1 传统的砂浆切割和金刚线切割工作原理示意图(来源:Nakamura网站)Fig.1 Mechanism schematic drawing of slurry and diamond wire sawing(Source:Nakamura website)
本文从行业发展现状,制备工艺以及性能评测三个方面对太阳能硅片切割用金刚线的发展现状及未来的可能发展趋势进行评述。
2 现状评述
2.1 产业应用
金刚线最早是由日本厂商率先进行研发并生产的新型切割工具。日本的旭金刚石2007年6月就推出了成熟的金刚线产品[4]。最早金刚线应用于传统的玻璃、陶瓷等传统硬脆材料的切割加工,进而被引入到单晶、宝石以及光学玻璃等贵重硬脆材料加工上,规模应用于蓝宝石切割是在2007年,而规模应用于光伏硅,尤其是单晶硅切割始于2010年[4, 5]。
在光伏硅材料切割,尤其是单晶硅切割领域,金刚线甫一应用即展现出了相比于传统砂浆切割压倒性的优势,主要表现为三大方面[6]:
(1)高效率,高质量:金刚线的切割速度是砂浆切割的2~3倍;对于改善硅片的翘曲度,控制硅片的总厚度偏差以及提高表面切割质量和切割精度等都有很大的帮助;
(2)低成本:高投资回报,在不增加投资的情况下提升产能;生产过程中电和水的耗费更低;
(3)高效清洁生产:彻底淘汰砂浆混合,无需建设砂浆回收系统; 无PEG和 SiC 的危险废物产生;
如果非要量化两种切割工艺之间的差异,表1中的数据可以作为一般性的参考依据。
而岱勒新材则给出了更为具体的应用对比数据,如表2所示。

表1 砂浆切割与金刚线切割主要技术参数对比[7]

表2 砂浆切割与金钢线切割实际应用数据对比[8]
众所周知,光伏硅材料分为单晶硅和多晶硅以及非晶硅等多种,行业应用中以单晶硅和多晶硅为主。在切割单晶硅时,一般沿着(111)晶面进行,单晶硅材料容易发生塑性变形,对后续的太阳能电池表面减反层的制备并无太大影响,所以金刚线在单晶硅切割方面实现了较为简单的切入和较为广泛的应用[9]。传统砂浆切割和金刚线切单晶硅片的表面形貌对比如图2所示。
在单晶硅切割上应用金刚石线的先驱是天津中环,但是最早真正实现规模化产业化的却是隆基股份。早在2012年隆基股份就在全行业率先完成了直径为130μm金刚线切割硅片的试验,并通过不断地技术创新和设备改造于2013年率先实现了单晶硅片的金刚线切割的产业化。2018年6月15日,为了应对531光伏新政,隆基又率先宣布180μm厚度单晶硅片的价格由现有的4.25元每片调整为3.65元每片,降幅14.1%,并于6月25日再次调整为3.35元每片[10]。按照目前同规格多晶硅片2.38元每片的国内均价计算,隆基调价之后的单晶硅片与多晶硅片的价差仅仅维持在1元/每片,这绝对得益于该公司依托强劲的技术创新所带来的大幅领先行业的成本优势,其中金刚线切割硅片技术居功至伟。
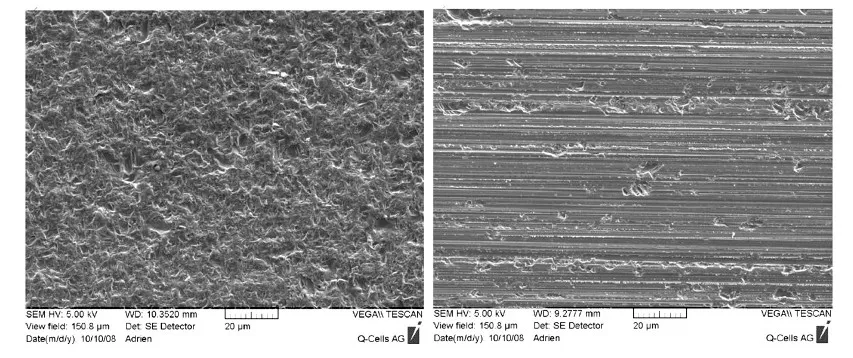
图2 传统砂浆切割(a)和金刚线切(b)单晶硅片表面形貌[3]Fig.2 Surface morphology of monocrystalline Si wafers by slurry (a) and diamond wire (b) sawing
但是金刚线在多晶硅片上的应用并非一帆风顺。金刚线的固结切割方式会导致切割后的硅片表面损伤程度较浅、表面划痕密,从而导致了更高的反射率,如图3所示[11]。多晶硅片采用酸制绒,所以金刚线切割的多晶硅片在制成电池后效率比砂浆切割硅片低了将近0.4%。这也成为阻碍金刚线切割技术在多晶领域推广的的最重要原因[12]。当然,配合金刚线切割的应用,更多的研究者也在从事各种多晶硅表面制绒的技术研究[13]。
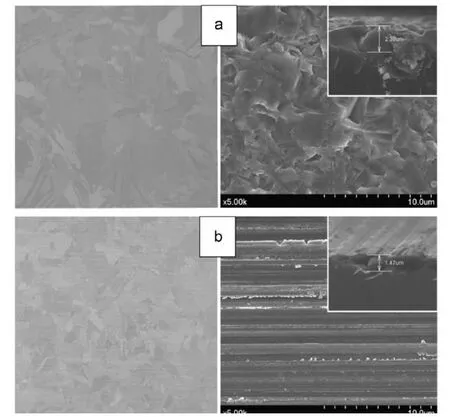
图3 传统砂浆切割(a)及金刚线切(b)多晶硅片的表面形貌Fig.3 Surface morphology of multicrystalline Si wafers by slurry (a) and diamond wire (b) sawing
在多晶硅片应用金刚线切割的产业化应用方面,保利协鑫做出了巨大的努力,推动了整体多晶硅行业的金刚线切的推广和应用。针对金刚线切后多晶硅片表面反射率高的缺陷,保利协鑫推出了黑硅技术,即集成了金刚线切多晶技术和“鑫绒面”亚微米级多孔制绒技术,这可以有效地实现在金刚线切多晶硅片表面稳定制绒,并于2017年2月率先在扬州协鑫光伏顺利实现产业化,并于同年5月承诺向光伏合作伙伴无偿提供黑硅技术,使得金刚线切多晶硅产业化进入了全面加速阶段[14]。
据太阳能光伏网OFWEEK的预计,2017年全行业多晶金刚线的使用比例可能将超过60%,2018年有望达到100%。未来金刚线将更加“细线化”,砂浆切硅片的成本劣势将被进一步拉大,很快将面临被淘汰的命运。如果目前全国70%的多晶硅片产能全部应用金刚线切割,将带来每年超过3万吨的多晶硅需求减少,影响多晶硅需求超过10%。在下游没有大量新增产能的情况下,多晶硅的价格将进一步下跌[15]。
总之,在太阳能硅片领域单晶硅和多晶硅已经先后全面铺开金刚线切割技术,有望完全取代传统的砂浆切割,太阳能硅行业将全面迎来金刚线切时代。
2.2 规模制造
在实际的金刚线产业化规模制造方面,日本企业凭借先发优势以及长期以来在工具制造行业积累的技术优势,在高端市场占据较大的份额,在2015年之前基本处于垄断地位,代表企业为旭金刚石(AsahiDiamond)和中村超硬(Nakamura)。据旭金刚石2018年5月的最新财务决算数据显示,2017年旭金刚石在金刚线业务板块的销售额约为1.7亿美元,占公司总营收的42.4%,牢牢占据业务版图的一半[16]。中村超硬2017年接近一半的运营收入也是来自金刚线的销售。
为了打破日本企业的技术垄断,在光伏巨头(主要是隆基股份)的战略扶持下,国内有多家金刚线企业加大研发投入力度,力争在产品性能达到日本进口产品的同时,通过自主设计研发的生产线,大幅提高生产效率并降低生产成本,如今中国金刚线企业产品生产技术和工艺已可以完全替代日本产品。在这方面代表性的公司主要有:三超新材,杨凌美畅,岱勒新材,易成新能,瑞翌新材等。
通过对比国内几家上市公司的年报,可以简单估算,2017年全行业约实现3000万千米的产能,行业平均的毛利率基本都在40%以上;沿着各家公司产能扩张的路线图,2018年全行业产能将达到6000万千米,年增长率超过100%。而根据EnergyTrend研判,预计叠加蓝宝石需求,预计2017年~2019年间,全球金刚线总需求会达到150亿米、261亿米、345亿米。产能缺口依然很大,金刚线行业将迎来不折不扣的爆发式增长。
2.3 主流产品
按照金刚石磨料在基线上固结方式及材料的不同,金刚线大致分为电镀金刚线和树脂金刚线两大类,实质对应了两种类型的金刚石磨料粘结剂。两种类型金刚线结构示意图以及微观形貌如图4所示。两种类型金刚线的主要性能对比见表3[17,18]。当然在现有市场需求及产业化制造方面,电镀金刚线仍然是行业发展主流。
电镀金刚线的线径一般不大于1 mm,常用线径为0.1~0.44 mm,其分类方法目前还不统一。一般根据基线是否为环形可分为电镀长切割线和环形电镀切割线; 根据基线种类可分为以单根钢丝、双股钢丝、多股钢丝绞合线为基线的金刚线; 根据所用金刚石磨料是否改性可分为普通金刚石切割线和磨料带金属衣的金刚石切割线,其分类如图5[19]。

图4 电镀金刚线及树脂金刚线结构示意图及微观形貌(来源:MDWEC网站)Fig.4 Structure schematic drawing of electroplated and resin bonded diamond wire and their

项目电镀金刚线树脂金刚线单价相比树脂线单价较高单价相对较低耗线量单片耗线量低,约为1.5m/pcs单片耗线量约为4m/pcs单片切割线成本线耗低,综合成本低线耗高,综合成本高磨料结合力金刚石磨料固结更为牢固金刚石磨料固结不够牢固环保易清洗相对不易清洗切割效率切割时间较同等规格树脂短,切割效率高同等规格下切割耗时较长线径规格min. 0.007mmmin. 0.009mm
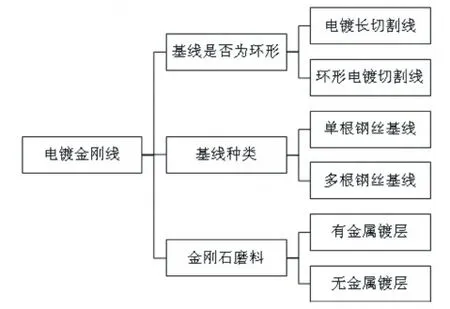
图5 电镀金刚线的分类Fig.5 Classification of electroplated diamond wire
目前人们研究和应用较多的是截面为圆形的单根钢丝的金刚石长切割线,这种切割线使用时长度一般为几百米到几公里,主要用于硅晶体和蓝宝石以及其他贵重硬脆材料的切割和加工。
一般电镀金刚石锯丝制造工艺流程如图6所示。

图6 电镀金刚线一般制造流程Fig.6 Normal manufacture process routing of electroplated diamond wire
在上述电镀金刚石切割线制造工艺流程中,上砂工序对金刚石切割线的制造起着决定性的作用。所谓上砂指的是金刚石颗粒与金属离子通过共沉积而将金刚石磨料黏结在芯线基体上。上砂方法主要有埋砂法、落砂法和刷镀法,能否又快又好地完成上砂,是规模化、成批量生产的关键[20]。
2.4 性能评测
硬脆材料切割行业,尤其是金刚石线行业是典型的技术密集型行业。金刚石线生产的高品质和高效率对电镀工艺、设备、流程控制等方面的综合技术要求很高,其研发、设计、制造涉及高品质钢铁冶炼、微米级钢丝拉制、金刚石微粉、贵重金属化学镀、电镀、图形采集、高精密切割设备、机械自动化等多个领域的相关技术。上述技术壁垒主要体现在金刚石微粉和基线预处理、上砂、加厚、整形等生产环节中,对各个生产环节的技术掌握程度,直接影响产品质量。
为确保金刚线质量,在金刚线生产加工过程中对其颗粒数、线径、颗粒分布等实行在线实时监控显得尤为重要。然而金刚石线精细,颗粒微小,肉眼无法直接进行观测,生产员工也无法在在线连续生产时对金刚线颗粒数、线径、颗粒分布等做出有效判断,也就无法对金刚线的质量进行科学有效的把控。
机器视觉技术检测系统采用高速工业相机、高倍镜头、智能算法,能对金刚线线径、颗粒数、分布情况等做出科学、快速、有效地分析和判断。由于其统一的设定标准,不受人工产生疲劳/情绪/误判等因素的影响,可极大提高生产效率及成品率,更可以降低人力成本和返货返工成本。视觉检测成为金刚石线质量控制有效、安全、快速、便捷的必要手段已日益为广大金刚石线生产及使用企业所认同和推崇。
常规金刚线性能评测的主要技术参数如图7所示[21]。
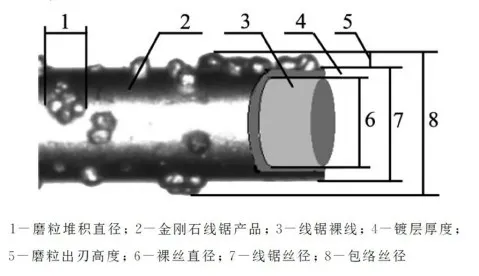
图7 金刚线性能评测主要技术指标Fig.7 Main technical KPI of diamond wire for quality inspection
基于上述性能指标,结合已有的数据库经验积累即可对金刚线的主要性能进行较为全面的分析和评测,这也是确保金刚线性能的关键要素。
3 结论与展望
综上所述,太阳能硅片切割已经全面步入金刚线切时代,对应爆发式增长的光伏行业,金刚线的市场需求也在呈现快速增长态势,一时难以完全满足市场需求。
国内众多的金刚线制造企业已经打破了国外企业在这一行业的垄断地位,无论是产能规模,技术水平还是产品质量正在逐步领跑整个行业,而且均保持了较高的毛利率。
国内外针对金刚线用基础材料(基线+金刚石磨料),制备工艺(主要是电镀工艺及装置)以及性能评测等方面的研究方兴未艾,蓬勃发展,极大地推动了行业整体技术水平的进步和产品质量的提升。
展望未来的发展趋势需要先从下游用户的实际需求来考量。光伏硅生产企业需要进一步降低生产过程中的非硅成本,追求光伏发电的平价上网,这就需要硅片不断减薄,降低切割损耗,更多出片,更少线损。提升光伏硅片行业的产能,降低总的切割成本,改进总的厚度偏差,减少翘曲度,确保切割表面更加平整以及良好的切割精度,环境友善等都是金刚石线锯行业需要解决的重大技术问题。
对应到金刚线行业,则可能会朝向“四化”方向发展:细线化,快切化,省线化和低TTV化[22]。
(1)细线化。电镀金钢线线径不断细化,有利于减小切割硅缝,降低硅料损耗,提高出片率。预计会从目前占主导地位Φ80μm、Φ70μm两种电镀金刚线向Φ65μm乃至Φ60μm金刚线快速过渡。
(2)快切化。主要针对正在转型的多晶硅片生产企业,需要大幅提升切片机的产能,降低设备投资,尽最大可能改造现有切片机去契合金刚线切。单刀切割的耗时将会从现在的2~3小时快速降低至1小时,甚至更低。
(3)省线化。是指在切割加工过程中减少电镀金刚线的损耗,从而降低耗材成本。预计会从现有1.2m/pcs~1.5m/pcs常规损耗快速降低至0.5m/pcs。当然这需要以进一步提升金刚线的性能作为前提。
(4)低TTV化(TotalThicknessVariation)。TTV是指硅片厚度变化量,是衡量硅片品质的一个很重要的指标,通过改善电镀金刚线性能特征是实现低TTV化的关键途径。
