EBIS(改良AO)工艺在石化废水处理上的研究及应用
2019-02-12邵宇闫鑫玉周立波吕鑫禹
邵宇 闫鑫玉 周立波 吕鑫禹
摘要:简要介绍了石油化工废水的主要特点,以及盘锦北方沥青燃料有限公司引进EBIS(改良AO)工艺进行废水处理装置改造情况,改造后废水处理结果表明该工艺对废水中有机污染物去除率高、耗氧量低、管理方便、运行稳定,对该类型废水有明显的适应性,处理上有明显的优势。
关键词:EBIS;石化废水;抗冲击
中图分类号:X742 文献标识码:A 文章编号:2095-672X(2019)12-00-02
Abstract:The main characteristics of petrochemical wastewater and the transformation of wastewater treatment equipment introduced by Panjin Northern Asphalt Fuel Co.,Ltd. by introducing EBIS (improved AO) process are shown. Low oxygen consumption, convenient management,stable operation,has obvious adaptability to this type of wastewater,and has obvious advantages in treatment.
Key words:EBIS;Petrochemical wastewater;Impact resistance
隨着社会的不断发展,对石化行业的需求越来越高,石化行业已成为我国的支柱产业,已深入到各个领域。随着石化行业的不断发展,对环境的影响已成为一个亟待解决的问题,石化废水是一种难处理的废水之一。由于石油化工业产品繁多,工艺过程复杂,因此决定了石油化工废水污染物种类繁多,成分复杂,毒性大,废水排放量大,波动也大,因此,加强对石化废水处理技术、工艺的研究和开发,具有十分重要的意义。
1 石化废水特点及处理现状
石油化工生产涉及数千种原料、产品及中间产品,使得废水中的污染物数不胜数。又由于化学产品的不断更新和发展,废水中有毒化学物的品种也在日益增多,这就造成了污水的污染物种类繁多、成分复杂,而且有许多有毒物质,如硫、酚、氰化物等,使废水具有毒性。除此之外各企业生产有其自身的不稳定性,根据产品需求和原料品质不同,生产流程和产量都会有所调整,生产流程所排出的不同废水的数量和比例也在不断变化,水质水量波动较大。因此,石化废水具有水量水质波动大、含油量大、有机污染物浓度高、成分复杂、毒性高的特点,是较难处理的有机废水之一。
目前,含油废水传统处理流程为“预处理除油+生化处理+深度处理”。生化处理作为污水处理的核心单元,是去除水中有机污染物的主要工艺单元,选择比较多样。传统的生化处理工艺抗冲击能力较差,容易受到进水冲击负荷的影响,而此类废水水质水量波动较大,所以出水效果得不到保障,而且处理成本较高且运行稳定性较差。
2 工程介绍
2.1 改造前废水处理装置介绍
盘锦北方沥青燃料有限公司污水处理装置改造前,原污水处理装置的处理规模为8400t/d,生化池容易受到来水水质波动的影响,出水水质效果不理想,COD、氨氮、总氮容易超标,波动较大,出水长时间不达标。废水处理装置改造前处理流程为生产区来水先经过调节除油罐、隔油池、涡凹气浮池、溶气气浮池等预处理单元处理后进入生化系统,生化处理后经过沉淀进入到深度处理单元。
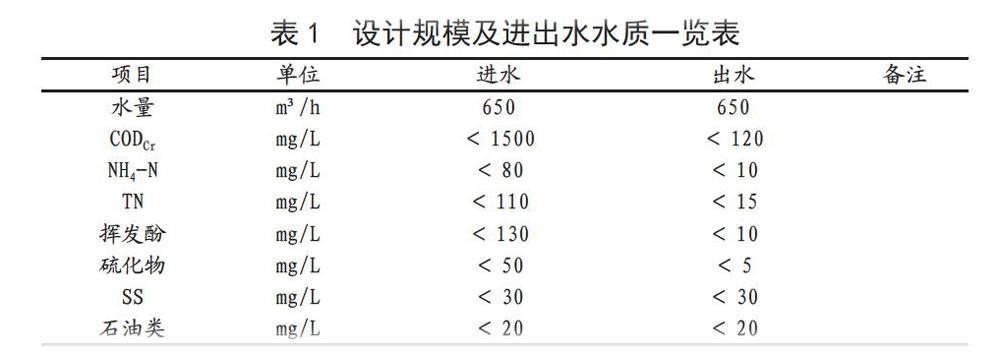
2.2 工程设计规模及进出水水质
污水处理装置改造工程设计规模及进出水水质如表1。
2.3 采用EBIS工艺改造后工艺流程介绍
由于原污水处理装置处理效果不理想,出水不达标,另外由于业主扩大生产,又新产生7200t/d废水需要处理。原污水处理厂已不能满足新环境下的新水量和新标准的要求,需要对原污水处理装置进行改造。由于改造周期短、现场用地紧张,没有空地去新建生化池,因此生化池的改造要求在现有构筑物的基础上进行,并要求改造工艺处理效率高、运行稳定,经过多种工艺比选,业主最终选择了EBIS(改良AO)工艺。
本次改造工程主要对生化池进行改造,改造内容为将原有生化池改造成2座EBIS(改良AO)池,总处理能力为15600t/d。污水通过进水分配管将污水分配到EBIS(改良AO)生物处理系统内,污水经预处理后进入EBIS(改良AO)系统的缺氧区,强化脱氮除磷功能后,在缺氧区末端进入低氧曝气区前端,与空气推流区产生的大比倍循环的泥水混合液迅速混合,在低氧的环境下,利用微生物去除水中的COD、氨氮、总氮等。反应中利用溶解氧监测仪自控回路调节鼓风机风量,从而控制溶解氧浓度,使反应池内溶解氧维持在较低的水平,实现同步硝化反硝化过程。
EBIS(改良AO)系统出水进入深度处理单元,进一步降低SS、CODcr等指标后达标外排。
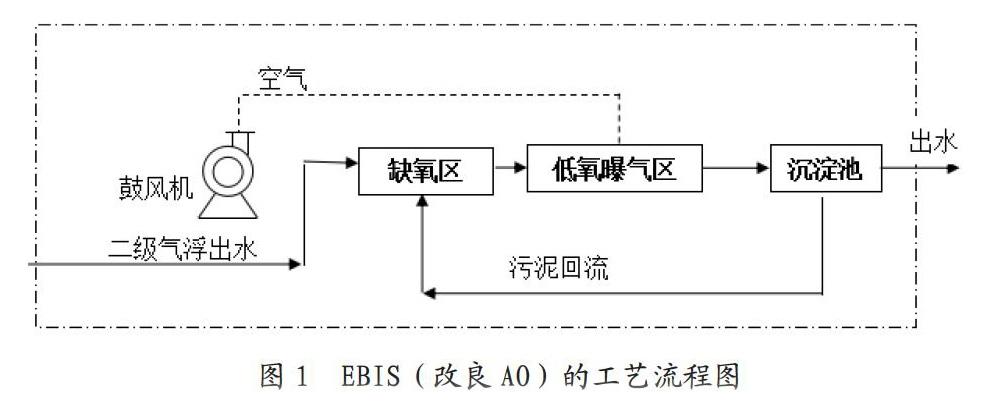
在保留原装置的预处理和深度处理的基础上,又新建一条预处理和深度处理单元,废水处理装置改造后处理流程为生产区来水经过调节除油罐、混凝+气浮一体化设备等预处理单元后进入EBIS(改良AO)生化系统,经生化系统处理后,进入深度处理单元,深度处理单元包括多介质过滤罐、臭氧催化氧化池、氧化稳定池+内循环BAF池等。EBIS(改良AO)工艺流程图如图1。
2.4 EBIS(改良AO)生化池介绍
EBIS(改良AO)池利用原生化池改造,每组EBIS(改良AO)生化池包括缺氧区、空气推流区、低氧曝气区、澄清区四部分。其中,缺氧区尺寸25.7×25×6.1m低氧曝气区尺寸52.6×25×6.1m,空气推流区设置在曝气区前端,设计尺寸8×1.2×6.1m,沉淀区利用原沉淀池利旧,单池尺寸Φ21m,澄清区表面负荷:0.47m?/㎡·h,水力停留时间34.5h。
2.5 主要控制参数
EBIS(改良AO)生化池主要控制参数包括:
低溶解氧:EBIS(改良AO)生化池低氧曝气区控制溶解氧浓度为:0.5~1mg/L,低溶氧的控制与前段水解酸化池结合更加紧密,有利于培养生长速率相对较小的兼性菌群,从而有效提高系统对难降解有机物的去除效果。溶解氧控制室通过在线溶氧仪—PLC—变频罗茨鼓风机组成的控制回路,自动完成调节。
大循环比:EBIS(改良AO)生化池通过空气推流区的推流作用控制池内混合液循环比>20,进行大比倍的循环稀释,使得EBIS(改良AO)生化池进水端至出水端的有机物浓度梯度大幅度缩小,一方面,可以降低污泥的冲击负荷,提高了系统的稳定性;另一方面,给微生物创造了相对稳定的生长环境。大比倍的循环稀释是通过特殊的池形结构与智能化控制的空气推流装置组成,其空气消耗量相当于低氧曝气区曝气量的5%~15%。
高污泥浓度:EBIS(改良AO)生化池内污泥浓度控制在6~8g/L,EBIS(改良AO)池低溶解氧的控制,使得池内微生物的生长速率相对较慢,污泥龄增长,可以控制较高的污泥浓度。
3 处理效果分析
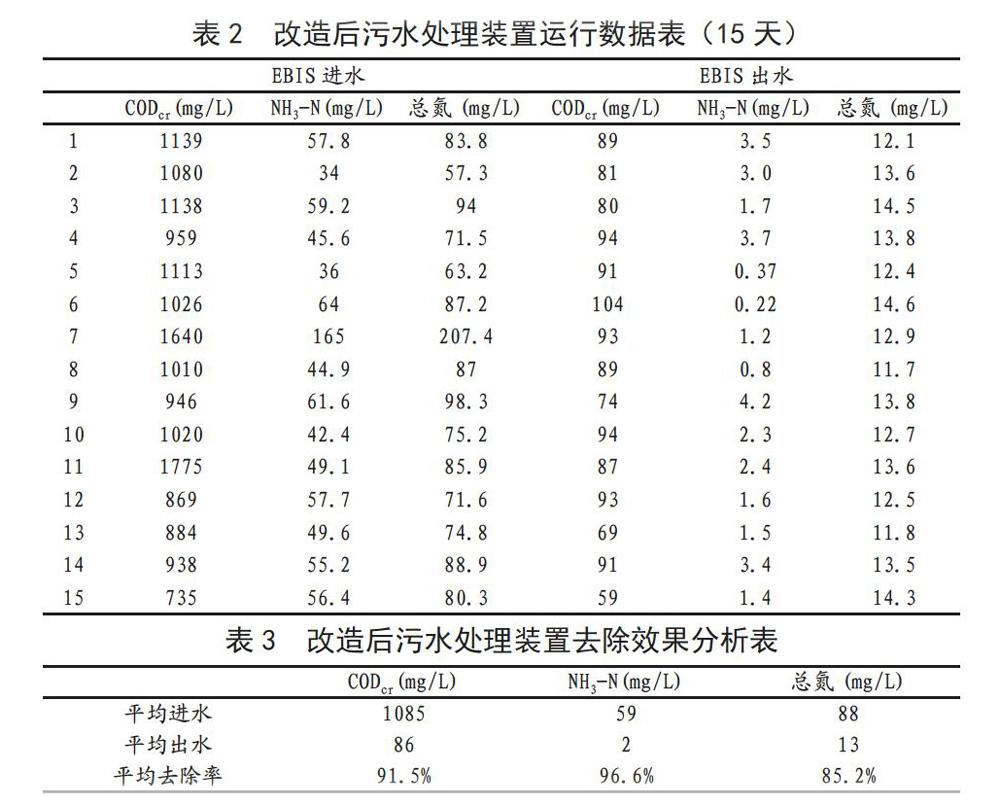
污水处理装置改造完成后,根據实际进水情况即开始生化系统调试,经过一段时间调试后系统开始稳定运行,将稳定运行半个月的统计数据如表2所示进行分析,得出EBIS工艺段对CODcr、NH3-N、总氮的平均去除率如表3所示,出水水质稳定。
4 本工程EBIS(改良AO)工艺优势分析
4.1 节能
本工程EBIS(改良AO)生化系统在原生化系统的基础上改造,保留了部分原有设备进行利旧,具体设备及改造后的EBIS(改良AO)系统和原生化系统的用电设备和耗电情况对比如表4所示。
EBIS(改良AO)系统与原生化系统省电情况主要体现在以下三个方面:(1)EBIS(改良AO)工艺的低溶氧控制,与原生化系统的高溶氧控制相比,大大降低了充氧电耗。(2)EBIS(改良AO)系统为同步硝化反硝化,缩短了处理流程,节省了硝化液回流泵等用电设备。(3)EBIS(改良AO)系统水力停留时间比原生化系统要少,减少了水在系统中的用电时间。
除此之外,EBIS(改良AO)工艺自动化程度高、溶解氧、循环比等均为自动控制,无需派专人值守,节省了管理费用;EBIS(改良AO)工艺配置的高效曝气系统可以实现在线清洗及在线更换,而且系统内大部分设备都可以实现不停车维护和更换,节省了检修维护成本。
4.2 节省占地
由于前水厂可利用施工场地有限,本次改造只能在原生化池的基础上进行改造,所以并无增加占地面积和池容,而处理水量增加了近一倍,相比来说EBIS(改良AO)更节省占地。改造前后生化系统的工艺参数对比如表5所示。
4.3 EBIS(改良AO)抗冲击能力强
EBIS(改良AO)系统抗冲击能力强主要有以下3个原因。
(1)有效的高污泥浓度。EBIS(改良AO)由于控制低氧环境,且混合液高速循环使得系统内负荷较为平均且低,微生物平均生长速度水平偏低,导致污泥龄的延长,使得系统可控的污泥浓度增高,微生物数量大,系统的容积负荷以及抗冲击能力大大增强。
(2)大比倍内循环系统。低氧池末端的水已经是处理好的水,各项指标都已经很低,通过空气推流系统将低氧池末端的水回流至低氧池前端,回流量能达到十倍甚至几十倍,与低氧池进水充分混合,将低氧池进水稀释,降低冲击负荷,给微生物创造稳定的生长环境。
(3)智能的溶解氧控制系统。该控制系统可以根据水质水量的变化以及同步脱氮过程中溶氧、氨氮、硝氮以及总氮之间的关系,综合判断系统的实际需氧量,智能调节需氧和供氧的关系,当水质波动较大时,系统会自动加大供氧量,防止由于溶解氧不足的原因导致的出水不稳定。
5 结论
(1)以EBIS(改良AO)工艺为主要生化处理工艺的“预处理+生化处理+深度处理”组合用于石油化工废水处理切实可行,前提要控制好来水的温度以及保证预处理的正常运行,从而保证石油类的去除。(2)EBIS工艺对于石油化工废水的COD、氨氮和总氮有良好的去除效果。(3)高污泥浓度、大比倍内循环以及智能溶氧控制系统的工艺设计,使得EBIS(改良AO)工艺体现了良好的抗冲击能力。(4)EBIS(改良AO)工艺相对传统的生化工艺,所需池容小,占地面积大大节省。本工程在占地面积和池容不变的情况下,处理水量增加了85%。(5)EBIS(改良AO)工艺与传统生化工艺相比,EBIS工艺运行电耗低,运行成本较低。(6)EBIS(改良AO)工艺与传统生化工艺相比,流程短,水下设备少,控制简单,通过溶氧控制系统实现智能控制,运行管理方便。
参考文献
[1]张自杰.排水工程·下册[M].北京:中国建筑工业出版社,1999:457-463.
[2]张林生.水的深度处理与回用技术[M].北京:化学工业出版社,2004:163-164.
[3]殷永泉,邓兴彦,刘瑞辉,等.石油化工废水处理技术研究进展[J].环境污染与防治,2006,28(5)2-5.
收稿日期:2019-09-11
作者简介:邵宇(1986-),男,汉族,本科学历,助工,研究方向为环境监测与治理。
