管道法兰焊接变形的火焰矫正
2019-01-07张忠刚孙成武
■ 张忠刚,孙成武
1.问题的提出
正常管道施工,法兰与钢管组对焊接变形只要在偏差范围内就可以接受,不会影响管道的安装,而在管道和设备维修过程中,由于只更换某一片法兰或者只更换设备,难免会出现设备与管道接管法兰偏口现象,特别是与机泵等设备相连接的法兰,只通过焊接方法难以精确控制其变形量,来满足设备安装需要。这时,通常会存在以下三个问题:①用焊接方法来解决(即使较好的控制了焊接工艺),往往也一次解决不了。②如用火焰矫形应该如何加热。③火焰矫形是否影响钢材的使用性能。
2.火焰矫正的原理及特点
(1)原理 众所周知,金属材料有热胀冷缩的特性,当局部加热时,被加热处的金属材料受热而膨胀,但由于周围温度低,因此膨胀受到阻碍。此时加热处金属受压缩应力,当加热温度为600~800℃时,压缩应力超过屈服极限,产生压缩塑性变形。停止加热后,金属冷却缩短,结果加热处金属构件长度要比原先的短,因而产生了新的变形。火焰矫正就是利用金属局部加热后所引起的新的变形去矫正原先的变形。
火焰矫正的加热源广泛采用温度高、加热速度快、简单方便的氧乙炔火焰。
(2)特点 决定火焰矫正效果有四个主要因素:工件的刚性、加热位置、加热温度和加热区的形状。
工件的刚性:工件刚性越大,变形越小;反之,刚性越小,变形越大。
加热位置:它是成败的关键因素。加热位置不正确,不仅起不到矫正作用,反而加重已有的变形。因此,所选的加热位置必须使它产生变形的方向与焊接残余变形方向相反,起到抵消作用。通常情况下总是把加热位置选在金属结构件较长的,需要收缩的部位。
加热温度:加热部位的温度必须高出相邻未加热部位,且使得受热金属热膨胀受阻,产生压缩塑性变形。生产中对结构钢火焰矫正加热的温度一般控制在600~800℃之间。现场测温不方便,一般是用眼睛观察加热部位的颜色来判断加热的大致温度。
加热区的面积:火焰矫正所获得的矫正能力与加热面积成正比。受热后达到塑性变形状态的金属面积越大,得到的矫正变形也越大。
3.火焰矫正的实践
2017年某石化公司制氢装置K1901氢压机气缸缸体由于裂纹需要更换,新的缸体运至现场后发现缸体接管与缓冲罐接管间距不合适。尽管在施工过程中采用焊接工艺控制的措施,焊接后缓冲罐接管法兰与缸体法兰面的(平行度)偏差仍然差2.4mm(这里由于与转动机械相连,要求法兰间隙最大最小值偏差<0.3mm)。因此,现场采用火焰矫形的方法进行处理,缓冲罐接管(φ406mm×11mm)法兰矫形过程,按照下述方法进行矫形取得了很好的效果。图1为接管重新焊接后测量法兰间隙偏差情况,图2为现场实测记录,最大最小差值为2.4mm。
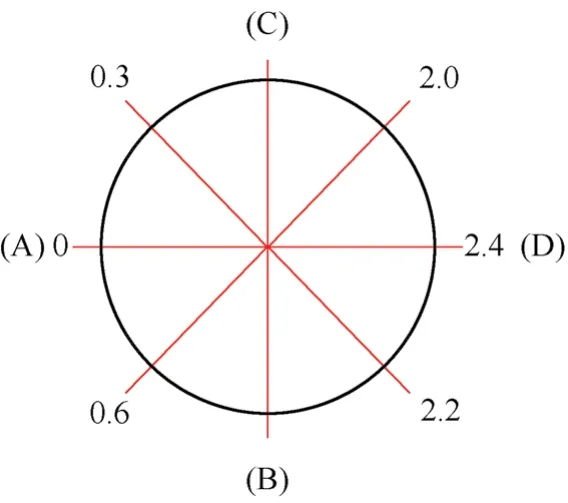
图 1

图 2
具体过程如下:①首先在管道上画出需要加热的区域,如图1为法兰俯视图,在B-C-D区域的管道上画出曲线(抛物线),D点的加热范围最宽,B、C点为加热范围最窄。②由两个人用气割工具在两侧同时进行火焰上下加热,加热温度在500~600℃(钢管表面为暗红色,可参见图2)。③随空气冷却,待冷却至室温后再进行法兰间隙的测量。④图3、图4为矫形结束冷却后测量结果及实物图,在偏差范围内,矫形成功。
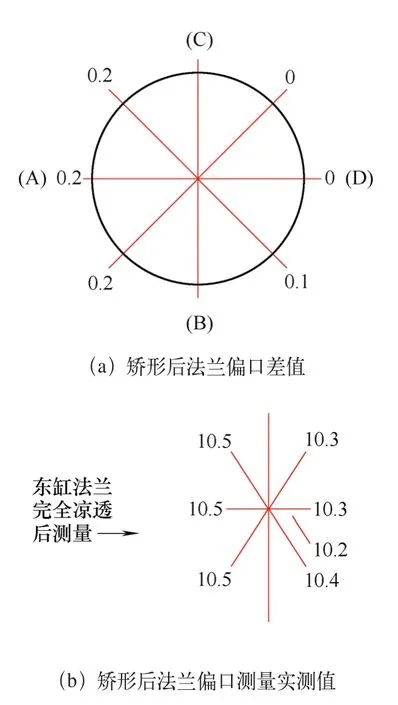
图 3

图 4
在上述案例及以后几次(某石化公司催化装置油浆换热器入口管、催化装置增压机入口管线)的法兰偏口矫形工作中,都取得了较好的效果。
我们总结了法兰矫形注意事项如下:
(1)对于法兰偏口,在矫形前必须对法兰进行预组对,并对法兰的间隙进行实际测量和记录间隙的分布,这是进行火焰矫形的第一步也是关键一步。以后的确定火焰加热范围、温度、深度时间等都依此进行。
(2)间隙测量:应将整圈法兰平均分成8点,或者更多点测量,并标注各点的配对法兰的间隙值,得出最大最小值及其对应位置,并按照对应位置作为对称轴,重新划分圆周,并标识好各点的间隙值。
(3)确定火焰加热范围:根据火焰加热后再冷却后工件收缩的原理,根据间隙测量的绘图,在测量法兰间隙最小的一侧进行火焰加热,加热范围按照连续加热半圈为宜,加热曲线可选择抛物线区域。图5为测得的法兰间隙值,A点为所测得法兰间隙的最小值,D点为所测得的法兰间隙的最大值,图6所示阴影区域为火焰加热区域范围。
火焰加热区域范围是火焰加热的钢管区域的横断面;其加热范围的纵向展开如图7所示。BC直线代表焊缝所在位置,曲线BAC可参照标准抛物线进行绘制,y=-ax+c(a、c>0);且a、c的取值直接与上面测得的法兰间隙的数值、材质、钢管的壁厚等参数相关。
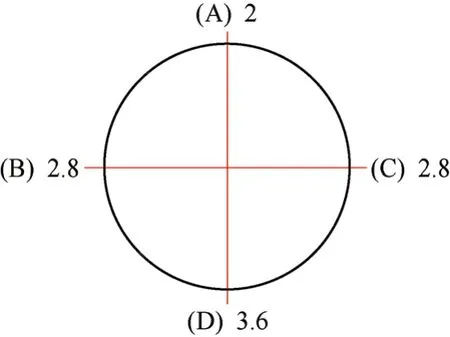
图 5

图 6
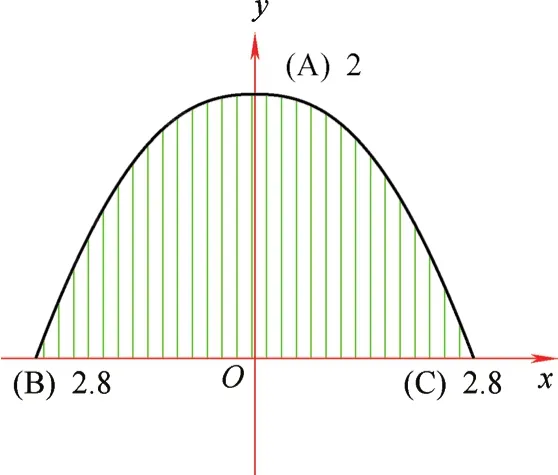
图 7
(4)加热温度:可以根据材质确定,根据材料不同,可以选择材料的焊后热处理温度或略低于热处理温度。加热时间可不需要太长,一般控制在将加热区域温度均匀,且能够将整个壁厚加热到同一温度为准。
(5)加热方法:一般从B、C点两侧对称同时开始向中间加热,加热应该均匀;加热后一般应采用空冷,通常冷却速度缓慢,对于奥氏体不锈钢可选用水冷,加快其冷却速度。待冷却到常温后再进行测量法兰的间隙,如果一次矫形不满足要求,可以根据测量情况,稍微调整加热范围,再次加热,直到间隙偏差符合规范要求。
(6)管子的矫正还应注意以下几个问题:①热矫尽量采用回火温度,薄壁管加热应采用回火温度厚壁管允许采用正火温度。②终矫温度不能终止在两相温度区,而应高于两相温度区,接近正火温度,或终止在正火温度,然后进行空冷。③管子的热矫温度也不允许超过正火矫正温度上限,以防止过烧。④需控制矫正火焰为轻微的还原性气氛,不得有氧化性气氛,以免出现管子的脱碳。一般有经验的操作者,能很好地根据管子的颜色来判定相应的温度值,但也应使用光学测温仪随时检测温度,以保证温度的正确性。
4.结语
2017年,在某石化公司的制氢装置缓冲罐接管、催化装置油浆换热器配管、催化装置增压机入口管线的施工中,按照上述的方法对法兰偏口进行矫形处理,得到理想的效果,避免焊口重新组对、焊接的工序,保证了施工的质量。
