高性能Q500qE钢焊接性试验研究
2019-01-07贝玉成徐向军
■ 贝玉成,徐向军
1. 概述
芜湖长江公铁大桥是新建商合杭铁路的控制性工程,是集客运专线、城市轨道交通与市政道路于一体的重大基础设施。跨江主桥为双塔双索面高低塔钢箱钢桁组合梁斜拉桥,全长1234.6m。
主桥钢箱钢桁组合梁斜拉桥跨度布置为(99.3+238+588+224+85.3)m,主梁上层为板桁结合,下层为钢箱结合钢桁梁,三角型桁架,两片主桁,上层主桁中心距33.8m,下层主桁中心距为38m,桁高15.0m,节间长度14m,大桥效果如图1所示。

图1 芜湖长江公铁大桥效果图
由于本桥采用大跨度公铁两用斜拉桥,杆件受力大,Q370q和Q420q钢板已经不能满足大桥的制造需要,在受力大的高塔区16个节间下弦杆及铁路桥面采用了我国第六代桥梁钢Q500qE。下弦杆效果如图2所示,高塔区下弦杆受力大,且内有锚箱构造,钢板厚度大,为保证工程焊接质量,需要对Q500qE钢进行全面地焊接性试验研究。
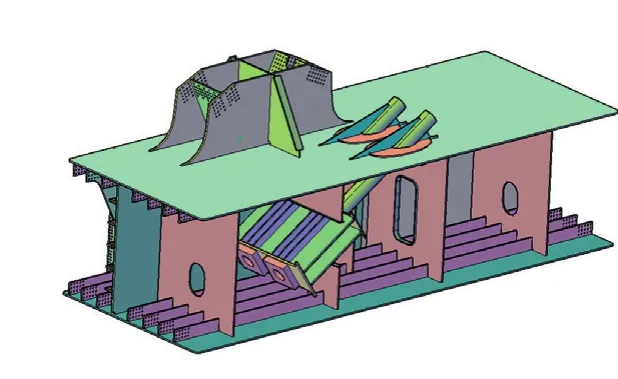
图2 下弦杆效果图
2. 试验内容
针对芜湖长江公铁大桥用高性能Q500qE钢板进行了焊接性试验,试验项目包括:①焊接热影响区最高硬度试验。②斜Y坡口焊接裂纹试验。③对接接头刚性拘束焊接裂纹试验。
3. 试验用钢板和焊接材料
(1)试验用钢板 试验采用板厚32mm和50mm的Q500qE钢板进行,采用热机械轧制(TMCP)+回火(T)工艺轧制,钢板的化学成分和力学性能如表1和表2所示,均符合《商合杭铁路芜湖长江公铁大桥钢板供货技术条件》要求。钢板采用超声波检测复验,符合《厚钢板超声波检验方法》GB/T 2970 —2004 II级要求。
(2)试验用焊材 焊接热影响区最高硬度试验采用J607Q(φ4mm)焊条焊接;斜Y坡口焊接裂纹试验分别采用J607Q(φ4m m)焊条和药芯焊丝JQ.YJ621K2-1(φ1.2mm)焊接;对接接头刚性拘束焊接裂纹试验分别采用气体保护焊和埋弧焊方法焊接,气体保护焊采用HTW-58(φ1.2mm)焊丝焊接;埋弧焊采用H65Q(φ4mm)焊丝+SJ105q焊剂焊接。气体保护焊用CO2气体纯度>99.5%。焊接材料的化学成分和力学性能如表3所示。
4. 焊接性试验
(1)焊接热影响区最高硬度试验 试验标准:焊接热影响区最高硬度试验按照《焊接热影响区最高硬度试验方法》(GB4675.5—1984)的规定进行。
试件制备、焊接材料及焊接设备:对于板厚32m m、50m m 的钢板,保留钢板的一个轧制面,加工成尺寸为20mm×75mm×200mm的标准试件。试验焊缝采用焊条电弧焊,采用J607Q(φ4mm)焊条焊接,焊条使用前严格按照产品说明书规定烘干后使用。焊条电弧焊焊接设备为ZX7-500型直流电源,反极性接法。
焊接试验:焊前用砂轮打磨试件表面,露出金属光泽。焊接时在试件两端支起,离开地面。沿试件轧制表面的中心线焊出约125mm长的焊缝,焊接参数如表4所示。熔敷简图如图3所示。
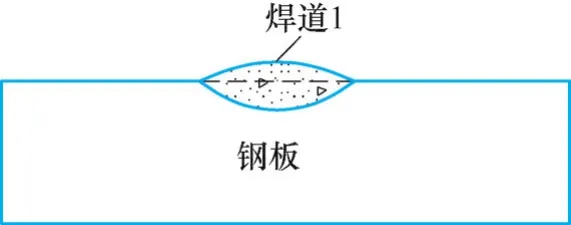
图 3
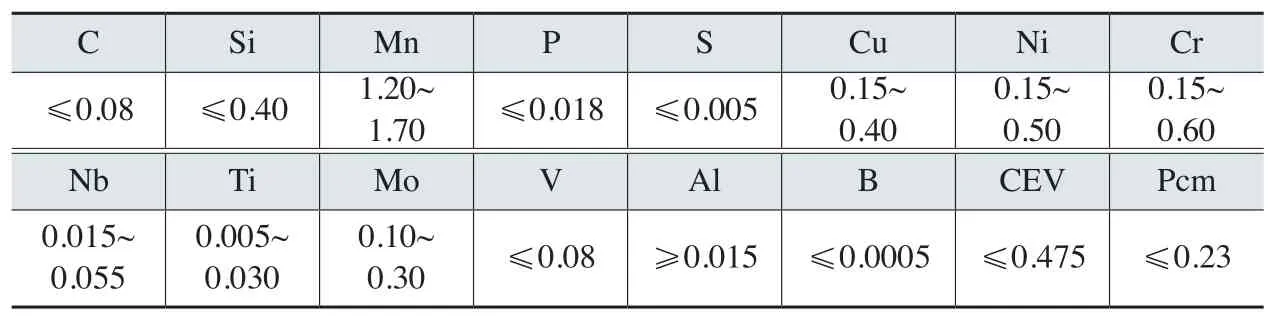
表1 试板化学成分 (质量分数) (%)

表2 试板力学性能
硬度试验:试件焊接24h后,截取硬度测试试样,然后在垂直焊缝中部的断面上检测硬度。
试样的检测面经研磨后,加以腐蚀,划一条既与熔合线底部相切,又平行于试板轧制面的直线,在此直线上,每隔0.5mm进行维氏硬度的测定,切点两侧各测七点(见图4)。焊接热影响区最高硬度试验结果如表5所示。
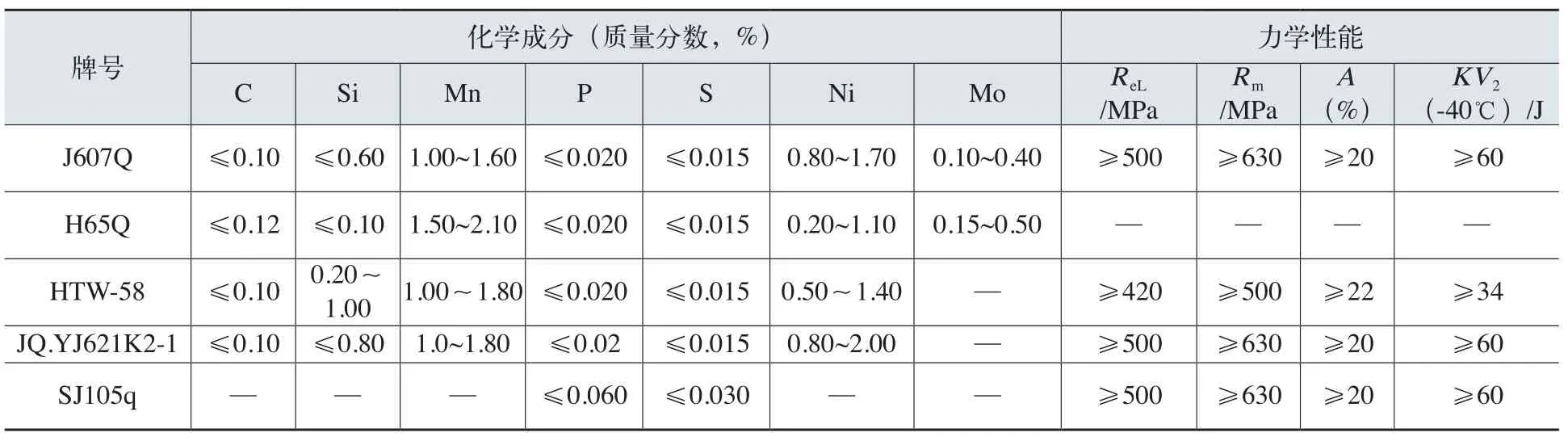
表3 焊材的化学成分和力学性能

表4 焊接参数
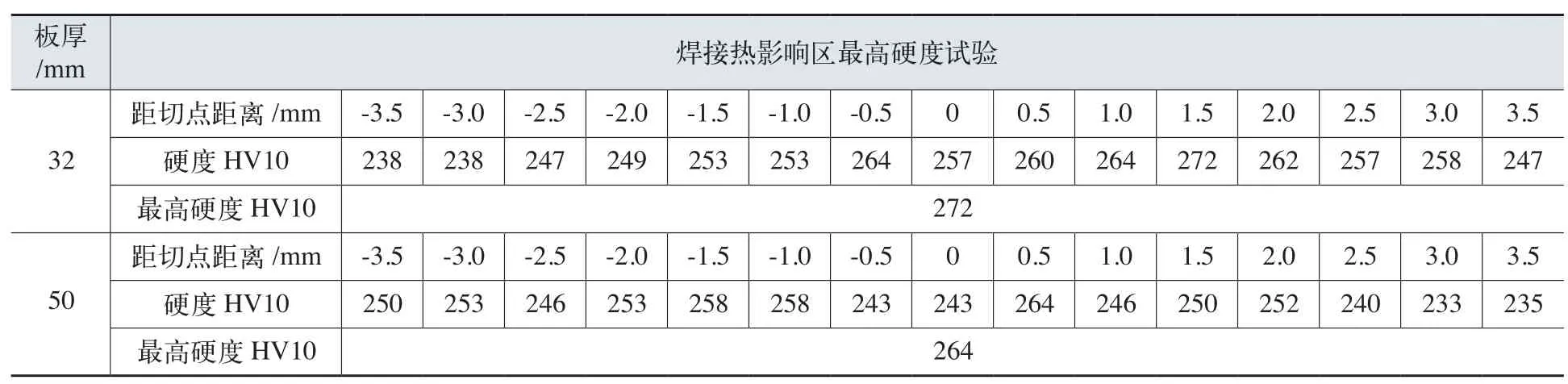
表5 焊接热影响区最高硬度值(焊条电弧焊) (HV10)
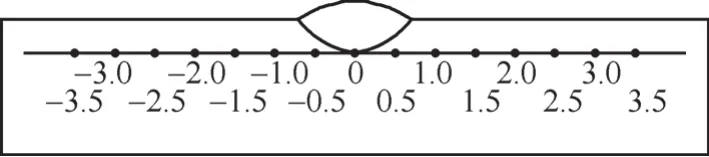
图4 硬度测试点示意
由表5的试验结果可以看出:板厚32m m和50m m的Q 5 0 0 q E钢板焊接热影响区最高硬度分别为272H V10和264HV10,低于380 HV10,说明Q500qE钢板的焊接性良好。
(2)斜Y坡口焊接裂纹试验 试验标准:试验按照《焊接性试验斜Y坡口焊接裂纹试验方法》(GB4675.1—1984)进行。
试件制备、焊接材料及焊接设备:试件加工时,先刨削试验焊缝坡口,然后用火焰切出试件两端的拘束焊缝坡口。拘束焊缝采用CO2气体保护焊焊接。试验焊缝分别采用J607Q(φ4mm)焊条和药芯焊丝JQ.YJ621K2-1(φ1.2mm)焊接,焊条使用前严格按照产品说明书规定烘干后使用。
焊条电弧焊焊接设备为ZX7-500型直流电源;气体保护焊焊接设备为KR500型直流电源,均为反极性接法。
焊接试验:试件按规定组对后,用CO2气体保护焊焊接拘束焊缝,焊接时严格控制了试件的角变形。拘束焊缝焊接24h后,完成试验焊缝的焊接。对板厚32 mm的钢板不预热,对板厚50mm的钢板预热80℃,分别采用焊条电弧焊和气体保护焊进行焊接试验。
焊接结果:试验焊缝完成48h后,检测焊缝表面,均无裂纹产生。然后解剖磨制断面,用40倍放大镜观测断面裂纹,板厚32mm的钢板不预热,板厚50mm的钢板预热80℃均无裂纹产生。斜Y坡口焊接裂纹试验结果如表6所示。
由表6的试验结果可以确定Q500qE钢板焊接预热温度(当环境温度不低于5℃,环境湿度不大于80%时):板厚≤32mm的Q500qE钢板不需要预热;板厚>32~50mm的Q500qE钢板预热80℃,可以防止焊接裂纹的产生。
(3)对接接头刚性拘束焊接裂纹试验 试验标准:试验按照《对接接头刚性拘束焊接裂纹试验方法》(GB/T 13817—1992)进行。
试件制备、焊接材料及焊接设备:采用板厚32mm的Q500qE钢板进行试验,试件的形状和尺寸如图5所示。对接焊缝采用火焰切割坡口。拘束焊缝采用CO2气体保护焊焊接。

图5 对接接头刚性拘束焊接裂纹试件
焊接两组试件,第一组试件模拟弦杆上水平板对接焊缝,40°V形坡口,根部5mm间隙,背面衬陶质衬垫焊接,采用HTW-58(φ1.2mm)焊丝CO2气体保护焊;第二组试件模拟钢板对接焊缝,60°Y形坡口,根部1mm间隙,采用埋弧焊,H65Q(φ4mm)焊丝+SJ105q焊剂焊接,焊剂使用前严格按照产品说明书规定烘干后使用。
气体保护设备为KR500型直流电源,埋弧焊设备为ZD5(D)-1250直流电源,均为反极性接法。
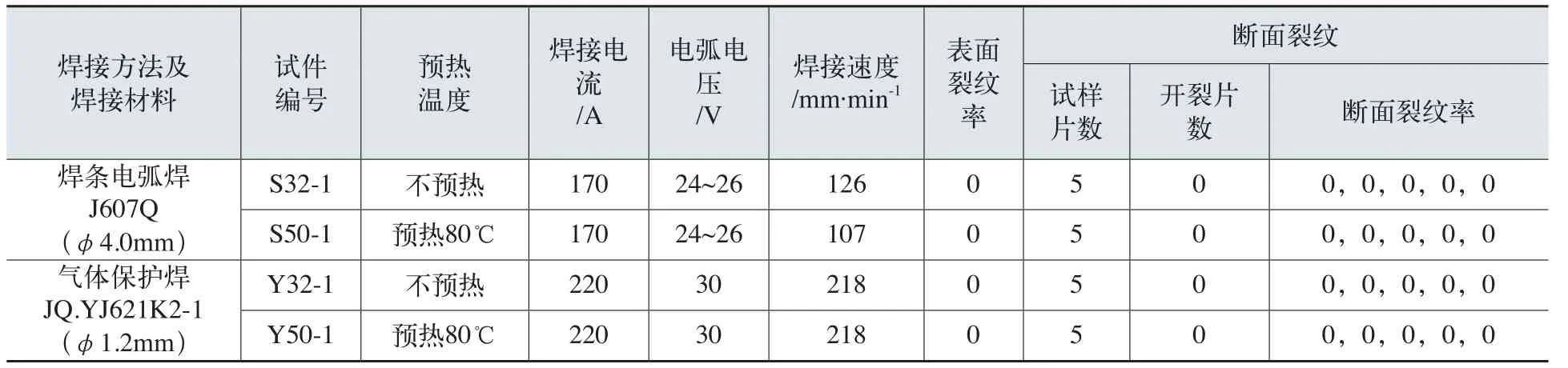
表6 斜Y坡口焊接裂纹试验结果
试件按规定组对后,用CO2气体保护焊焊接拘束焊缝。拘束焊缝焊接24h后,完成试验焊缝的焊接。对两组试件不预热进行焊接试验,焊接参数如表7所示。
试验焊缝完成48h后,检测焊缝表面,两组试件表面均无裂纹产生。然后解剖磨制断面,用40倍放大镜观测断面裂纹,均无裂纹产生。对接接头刚性拘束焊接裂纹试验结果如表8所示。
由表8的试验结果可以确定Q500qE钢板焊接性良好,对接焊缝不预热(当环境温度≥5℃,环境湿度≤80%时)焊接,不会产生焊接裂纹。
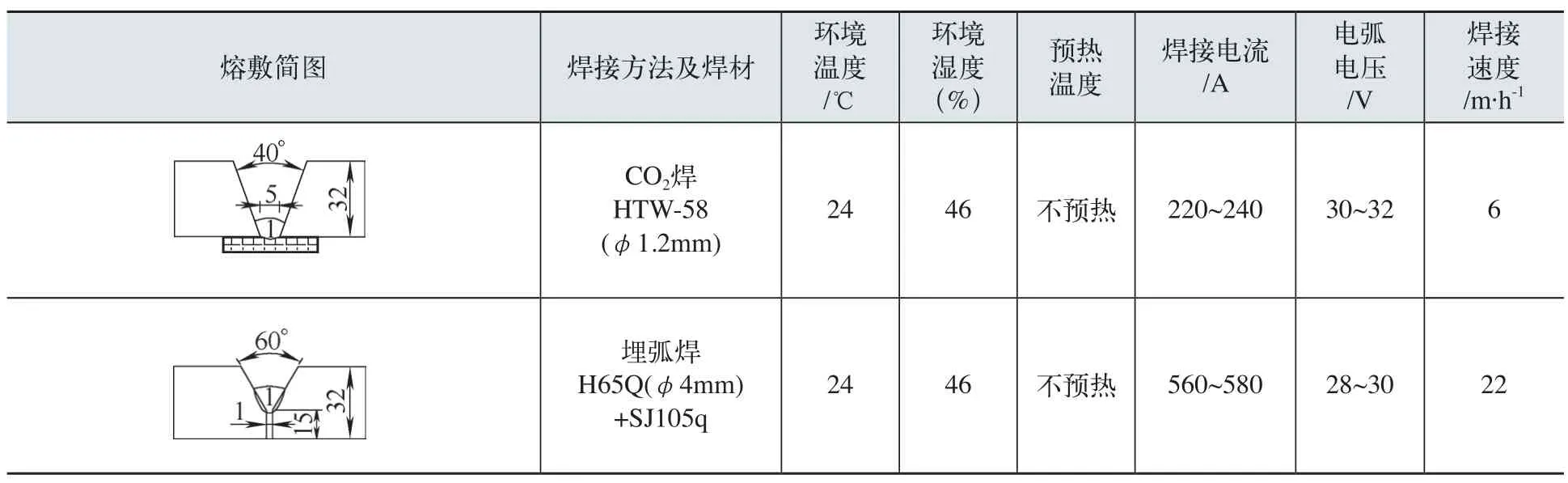
表7 对接接头刚性拘束焊接裂纹试验焊接参数
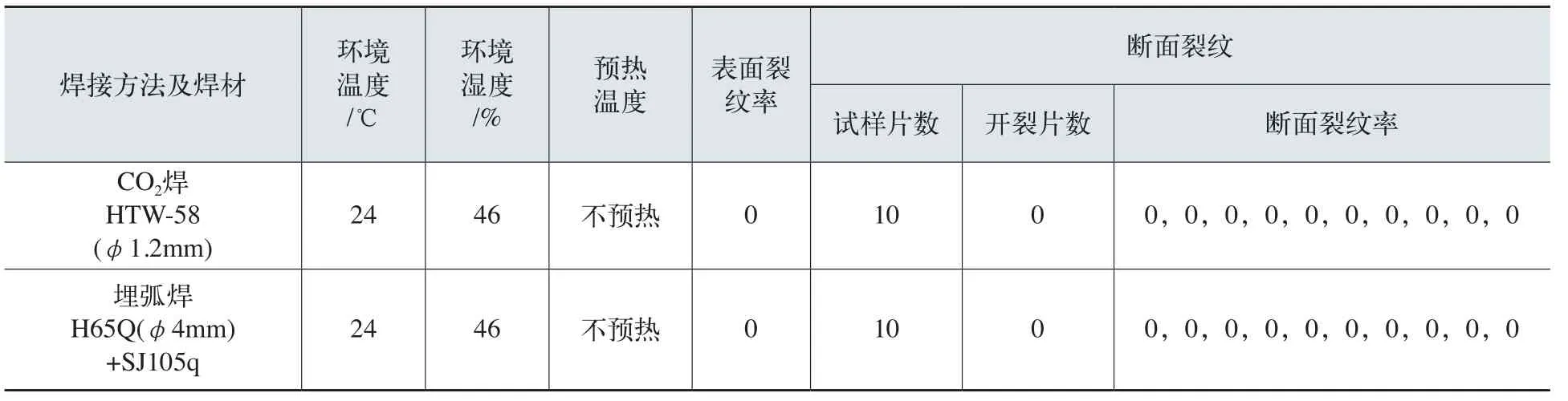
表8 对接接头刚性拘束焊接裂纹试验结果
5. 结语
(1)通过焊接热影响区最高硬度试验、斜Y坡口焊接裂纹试验、对接接头刚性拘束焊接裂纹试验,验证了高性能Q500qE钢焊接性良好。
(2)通过试验确定Q500qE钢板的预热温度、打底焊道工艺参数等焊接工艺参数,保证了芜湖长江公铁大桥的焊接质量。
