无线数字化量具在现场检测中的应用
2018-12-17史艺广国防科技大学
史艺广 国防科技大学
一、引言
随着现场质量检测的需求,适应生产加工环境、数显数字化、专用高效量具成为其发展趋势[1]。目前,数字化量具使用普遍,多数数字化量具同时配备了数据传输接口。近几年无线数据传输技术发展迅速,在通用量具中也实现了无线功能模块的小型化、嵌入化及集成化,推动了无数数据传输量具的普及应用[2]。同时,更加专业的、网络化的数字化检测系统也逐步出现和投入应用,是检测行业新的发展趋势[3]。
在实际工作中,多数企业数字化量具的使用只是利用了读数方便的这一特点,测量结果记录、合格判断仍需人工处理,测量效率没有明显改善,未能充分利用数字化量具的数据传输功能,究其原因,主要为数据传输功能需要在完善的数据记录和处理系统或网络中发挥作用,而一般的制造信息化推进重点在加工过程与加工任务管理,检测信息化未予同步支持。
本文针对数字化量具应用的上诉问题,提出利用EXCEL的数据处理能力,充分发挥数字化量具的功用,提高测量效率,并在工件螺纹检测中进行实例应用。
二、总体方案
(一)系统组成
总体思路是,以计算机为载体,基于先进数字化量具的数据传输功能,将测量数据获取至EXCEL表格中,再利用EXCEL的数据处理能力,进行测量结果自动判断,并具有可视化显示与不合格警示功能,减少人工记录与计算的工作量,提高批量检测效率和检测过程质量控制。应用的各部分软硬件,实现有机结合,形成应用系统,系统组成如图1。
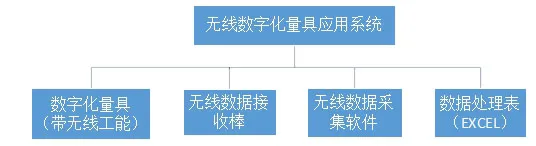
图1 无线数字化量具应用系统组成
(二)具体功能
按照简化操作提高效率的目的,应用系统应满足如下功能要球:
1.无线数据的自动传输,并自动载入数据处理表;
2.能进行必要的数据计算及符合性判断;
3.测量结果可视化,不合格情况显现化;
4.能形成规范统一的测量记录。
(三)试点对象
便携式螺纹测量仪,主要用于工件螺纹的测量,其显示部分为通用的数显指示表(马尔1086 Ri),并带有无线传输功能,传输距离为6米。因此,本文基于此螺纹测量仪,进行现场螺纹检测进行改进。
三、无线数据采集方案
(一)带有无线功能的数字化量具
无线数据采集方案主要利用量具厂商已经开发成熟的技术,本应用中数字化量具为马尔1086 Ri数显千分表(图2左),其内置无线传输系统MarConect i-wi,无需数据线即可将数据传输至EXCEL或以键盘代码的方式传输至任何兼容Windows的程序。

图2 1086 Ri数显千分表及i-Stick无线数据接收棒
(二)无需数据接收棒及数据采集软件
数据由量具内置无线系统发射,数据接收棒i-Stick(图2右)接收,与计算机通过USB相连接,接收范围为6m,可同时接收8个无线量具的数据。
无线数据采集软件MarCom专门用于马尔量具,同时可以对每个连接的量具设置其数据采集指令方式(计时、键盘或其他),数据传输的文件、具体位置以及设置文件模板等。
经过连接测试,该软件可通过简单的设置,即可将测量数据送至目标文件的目标单元格,并通过制定数据录入的行列及循环规则,完成批量数据采集工作。
四、测量结果自动判读
测量结果自动判读是本文介绍的重点,主要内容包括:一、通过对EXCEL中各类公式、函数的运用,实现自动判读;二、对判读后的测量结果采取可视化显示,方便测量人员识别;三、设置规范的记录模板,利用函数简化信息填写,最终利用EXCEL形成的带有测量结果自动判读、可视化显示及便捷的信息填写功能的测量记录表(图3),下面依次介绍其实现过程。

图3 工件螺纹检测记录表
(一)测量结果自动判读
1.判读标准的建立。要实现测量结果的自动判读,首先要录入被测特性的公差范围,本次应用以工件螺纹为对象,按照国家标准建立了螺纹公差表,用于后续测量结果的判读比对。
2.判读规则的建立与实现。判读规则主要利用EXCEL中的IF函数实现,如“=IF(AND(C14<=(C5+E5),C14>=(C5+G5)),C14,"-")”,语句含义为:如果C14小于等于C5+E5并且大于等于C5+G5时,为这个单元格返回C14的值,否则返回“-”,其中C14是螺纹中径测量值(C列14行)的其中一个,C5为螺纹中径理论值,E5和G5分别为中径上公差和下公差,如此即可实现测量结果的自动判读。
具体实现过程中,由于螺纹测量仪是比较测量仪器,输出的是偏差值,因此合格判读之前还需进行螺纹中径实际值的计算。
值得注意的是,螺纹测量仪也可以直接显示被测螺纹中径的实际值,前提时要在数显千分表中设置预置值,这种方式只适合用于一种规格的被测螺纹,如果螺纹规格变化,需重新设置,比较繁琐。本文通过EXCEL进行了自动处理,实际测量时,螺纹测量仪仅用标准螺纹规对零位即可。
(二)测量结果可视化显示
本文所实现的测量结果可视化显示主要分两类,一是测量结果所在公差带位置;二是不合格测量结果的突出显示,实现方式主要是利用EXCEL中条件格式的功能实现。
1.测量结果所在公差带位置显示。在EXCEL条件格式中的“数据条”功能,通过设置格式规则,建立一个单元格,其数值设置为螺纹中径测量值,数据条的“最短”和“最长”的值分别设为螺纹中径的上下公差值,这样此单元格数据条的长度就代表测量值相对于公差带范围的长度。
上述设置不能表示测量结果超差的情况,因此,需另建两个单元格,分别表示测量值偏小及测量值偏大的情况。
2.不合格测量结果的突出显示。利用条件格式中“突出显示”规则,对工件螺纹检测记录表中“是否合格”一列内容,根据其值进行突出显示,当出现“否”时加底纹,并红色突出显示。
当然,在突出显示之前,是否合格的值是由函数通过自动判读得到的。
(三)利用函数简化信息填写
考虑测量记录需要填写被测产品、测量设备、测量人员以及测量时间等信息,在进行自动判读时还需要被测特性的公差信息,因此对常用固定信息建立了各类数据汇总表,包括工件螺纹公差表、标准规信息表、螺纹测量仪信息表,再利用EXCEL中的查找函数(LOOKUP)进行查找引用,简化了人工填写的工作量。
1.螺纹公差信息自动填写。以螺纹公差信息填写为例,螺纹公差信息包含了规格、理论值、上公差及下公差。首先需要人工识别被测工件螺纹规格,规格确定后,EXCEL的LOOKUP函数便可以按照规格从工件螺纹公差表中查找其他的信息。中径理论值的查找公式为“=LOOKUP(B5,工件螺纹公差表!B3:B102,工件螺纹公差表!C3:C102)”,其含义是:在工件螺纹公差表的B列第3至102行查找值等于本表(工件螺纹检测记录表)中B5的单元格,然后返回工件螺纹公差表中C列相应行中单元格的值。按照上述方法,同样设置中径上公差及下公差的查找公式,如此,仅填写螺纹规格,EXCEL函数即可自动完成多个公差信息的填写工作,有效简化了工作量。
2.螺纹规格信息填写。为进一步简化填写工作,本文又利用了EXCEL的“数据有效性”功能,这样螺纹规格的填写就变成了下拉式菜单选择的方式,进一步提升工作效率的同时,也能保证填写的规范性,保障公差信息自动查找的准确性。
同理,可实现螺纹测量仪以及每次测量前对零使用的螺纹标准规信息的下拉式选择和自动填写。
3.日期信息的自动填写。作为检测记录表,检测时间是必须填写的信息,本文利用EXCEL的时间函数“=TODAY()”,实现了检测日期的自动填写。
五、实际应用及其他考虑
(一)检测记录表数据保护
由于检测记录表中含有大量的公式及函数,且工作簿还有其他信息数据源,一旦误更改,将导致测量结果自动判断出错或失效,因此有必要利用EXCEL数据保护功能进行数据保护。最终效果是工件螺纹检测记录表中,仅有产品名称、任务号、图号、工序、检测人员、备注单元格可以编辑,螺纹规格、测量仪名称、标准规编号单元格可以下拉选择外,其他单元格及工作表均无法编辑和更改。
(二)有效数据源的更新维护
后续有新规格螺纹需要测量,需要先对工件螺纹公差信息表进行维护,同时重新设置工件螺纹检测记录表中“螺纹规格”的数据有效性后,才能正常使用。螺纹测量仪信息表及螺纹标准规信息表同样需要根据实际情况维护更新。
六、总结
本文充分发挥了无线数字化量具的数据传输功能,深度利用了EXCEL的各类数据处理功能,实现了现场检测中测量数据自动采集,测量结果自动判读及可视化显示,优化了测量记录填写过程。以工件螺纹批量检测为试点,进行了实际应用,达到了有效提升检测效率,规范检测过程的目的。
本文所用具体实现方法不一定是最优的,但以实例的形式给出了一种简单的、容易实现的无线数字化量具应用方法,而不需要购置或开发专业的、网络化的测量管理信息系统。
