异构化反应器催化剂无氧装填技术
2018-11-08冯万年
张 东,冯万年
中国石油天然气第七建设有限公司,山东青岛 266061
1 装置及工程基本概况
中国石油天然气第七建设有限公司承建的异构化装置是哈萨克斯坦PKOP炼厂一期改造项目的核心装置,是哈萨克斯坦境内第一套异构化装置。异构化反应器直径3 000 mm,高19 750 mm,其内部需装填瓷球及催化剂。所用催化剂为美国UOP公司生产,其装填工艺需满足UOP设计要求的无氧装填工艺。无氧装填设备从俄罗斯租赁,并配有6名操作人员。无氧装填人员由中、俄、哈三方共同组成。
装剂前做好施工准备工作,装剂作业严格按照装填工艺流程进行,切实落实各环节质量控制措施。做好与UOP专家、哈萨克业主技术代表以及俄罗斯厂家工作人员的沟通,为顺利施工打好基础。
异构化反应器瓷球及催化剂装填参数见表1和表2。
2 施工准备
2.1 催化剂
异构化装置所用催化剂型号为I-84型催化剂,若遇水或氧化物会导致催化剂永久失去活性。任何形式的氧化物组分在异构化催化剂作用下都将发生反应生成水和其他物质,水再和催化剂上的活性氯化物发生化学反应。1.6 kg左右的氧会使100 kg的代氯化铝型催化剂(I-82、I-84)失去活性,其他氧化物也会使催化剂失活。为保证装填质量,催化剂在装置装运和操作期间应避免遇水、遇氧而中毒。
2.2 物资到货验收[1]
(1)瓷球到现场后进行开箱验收,查看瓷球规格是否为φ3 mm、φ6 mm及φ19 mm三种型号,并测量实际大小,验证规格是否正确。
(2)催化剂运至现场后,首先检查桶盖是否密封良好,然后打开催化剂桶盖,对催化剂内包装进行检查,按照UOP给定的包装要求(见图1),检查密封袋是否包装良好。
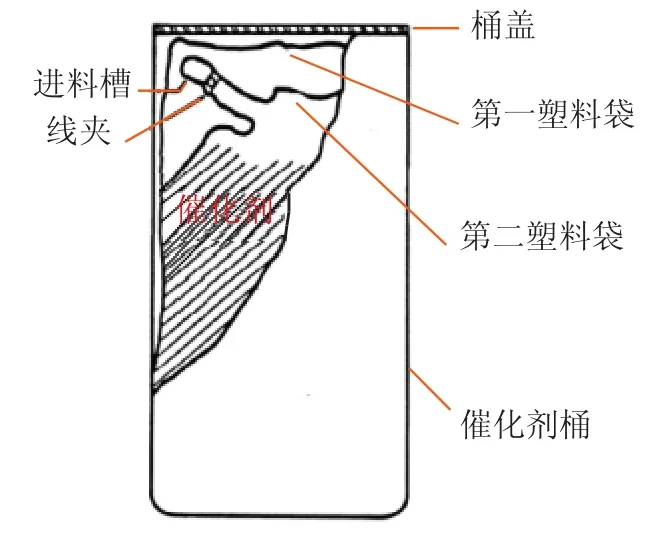
图1 UOP给定的包装示意
2.3 催化剂装填专用设备及组装方法
2.3.1 催化剂装填设备
催化剂装填需使用专业设备,包括催化剂密实装料机、软管、垫片、氮气供应管等几部分,见图2。
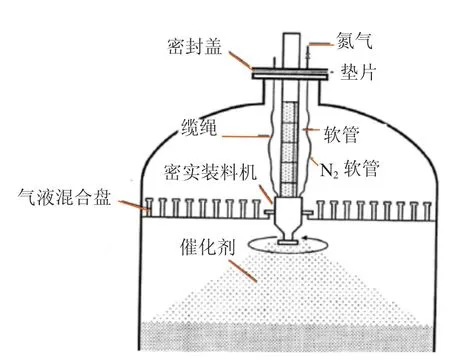
图2 催化剂装填设备
2.3.2 催化剂装填设备组装
(1)上密封盖需要在现场制作,制作图纸见图3,共制作两个,一用一备。制作要点为:DN150短管在密封盖两端都探出一定长度,一侧探出长度为500 mm,另一侧探出长度为100 mm;密封盖上设置3个吊耳,1个DN100的观察孔;制作完成后进行喷砂除锈,短管内部进行人工除锈,保证其洁净度。成品如图4所示。
(2)软管与上密封盖连接。软管与上密封盖底部伸出的短管连接,连接时注意将软管的口与短管捆扎固定好。现场做法先是将软管用钢丝绳捆扎到短管上,然后用专用胶带捆扎3圈,最后轻拽软管,不下滑为合格。
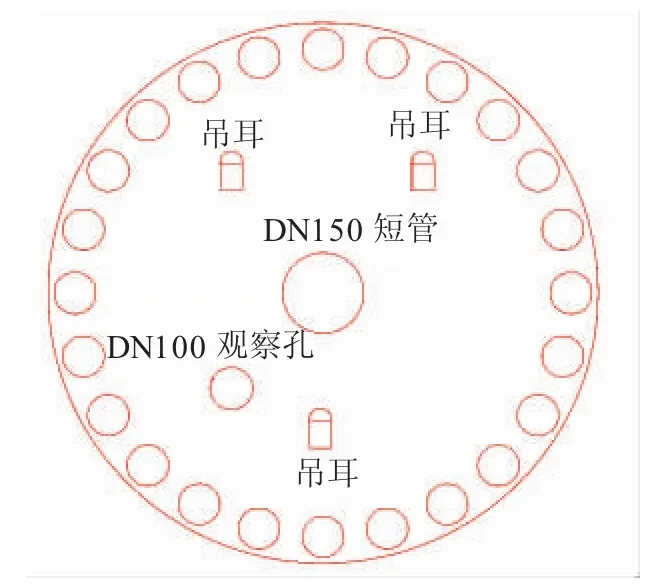
图3 上密封盖制作图

图4 上密封盖成品
(3)密实装填机为关键部分。装剂形式为无氧密相装填,密实装填机的机头部分在运行过程中会一直转动。密实装填机通过自带的链条固定在上密封盖的吊耳上(见图5)。固定完成后将蓝色的氮气供应管线与旋转喷头连接,氮气供应管线的连接形式为卡扣式连接。连接氮气供应管线时,将氮气管接头位置清理干净。

图5 密实装填机与上密封盖组装
(4)将组装好的设备安装到异构化反应器的封头上。
(5)安装执行机构,密实装填机上的旋转喷头是电驱动的,需要连接电源。执行机构可以调节旋转喷头的转速,使催化剂装填密度变得可控。
3 催化剂装剂前准备工作
(1)反应器内部喷砂除锈,除锈等级Sa2.5级,涂刷矿物质润滑油。在反应器内部喷砂(使用石英砂)除锈危险性比较大,喷砂时,注意喷砂口斜向下45°,避免直对器壁,以防砂砾回弹到操作者身上。除锈完成后对器壁表面清洁度进行确认,然后涂刷矿物质油。油的种类必须满足UOP文件的要求,但经同意后,可以使用其他油品代替,以免对催化剂产生不良影响。在本次施工中,现场无矿物质油,在征得UOP专家确认后,我方使用普通润滑油代替。在后期的使用中未产生其他不良影响。
(2)内件安装完成,反应器底部出口收集器、中部热电偶及套管、顶部气液分配盘均按照图纸完成施工。
(3)加工两个特殊的桶盖,并替换原桶盖,如图6所示。

图6 加工的特殊桶盖
(4)打开桶盖和外部(大号的)塑料袋。将特殊加工的桶盖(带直径150 mm孔)安装到桶上,使用快速活接圈固定盖子。
4 催化剂装填
4.1 催化剂装填示意
催化剂装填示意如图7所示。
4.2 装填程序[4]
(1)再次确认密闭装填机已固定好,电源线连接好,执行机构运行正常,装填机喷头旋转正常,氮气线通气顺畅。
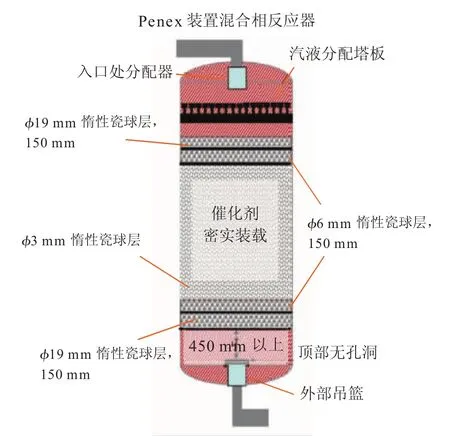
图7 催化剂装填示意
(2)确认反应器已隔离。
(3)连接抽真空器与反应器,反应器抽真空至83 kPa。用氮气充压至35 kPa,重复抽空和充压。使该反应器处在真空下的时间最小化。方法为利用装置已完成的工艺管道,在不断转换阀门操作的情况下实现此结果。
(4)氮气先打破反应器内的真空环境,要求水含量小于5 mg/L。如果对氮气中的水含量有任何疑问,可以通过使用临时管道传送补充氢气来干燥。水汽含量以及反应器内的真空度是非常重要的,实验室人员与UOP人员用专业气体检测仪等工具在现场进行检查(见图8~9),无误后进行下步操作。

图8 从氮气线中抽提进行化验
(5)再慢慢引入小股氮气到反应器内和PI入口处置换,使合格氮气充满整个反应器内。
(6)连接氮气软管到密实装填机上的蓝色氮气供应管上,确保在加载过程中,用氮气保持反应器微正压,执行机构上低量程压力表显示250~500 Pa就足够。

图9 测量水汽含量
(7)连接装置的氮气供应管与密实装填机上的氮气供应管。
(8)通过装填盖上的孔,将带有催化剂的里面塑料袋的装填颈口拉出。不要打开线夹和破坏装填颈口的密封。
(9)提升到反应器上部的桶状态:桶要平放,盖上的直径为150 mm的孔朝下。在地面上一次开启的桶不要超过2个(一个准备好提升到反应器上,另一个准备提升)。
(10)将桶提升到反应器上,催化剂桶尽量贴近装填颈口,将塑料袋沿其密封线剪下,卸下装填颈口的铁丝夹,开始装填。大部分催化剂通过桶盖上的孔装填进反应器后,可将反应器内那一端的袋子慢慢提起,直至催化剂全部装填进反应器。而后把桶内那一端的袋子从桶里提出来,提出时不需要卸下桶盖,因为里面的袋子在卸除所有催化剂后可以通过桶盖上的孔取出(见图10)。

图10 催化剂装填
(11)密实装填机执行机构按照准确的速度旋转。需要3~4次暂停装填作业,以检查催化剂层面,从而确定催化剂装填是否正确。检查时需要将装填机从反应器的人孔里取出,以便人员在惰性气体进入大气处进入反应器进行目视检查,根据表层状态调整催化剂紧密装填机的转速。最后将桶、塑料袋和装填盖返回地面上。
(12)装剂人员穿着专业装备下入沉降器(见图11),经沉降器进入异构化反应器内检查催化剂装填密度,并将催化剂面摊平,测量催化剂的高度,经确认达到图纸规定的高度,结束装剂施工。
(13)催化剂桶摆放整齐,等待回收。

图11 装剂人员穿着专业装备下入沉降器
5 结束语
通过运用UOP无氧装填技术以及租用俄罗斯厂家专业装填设备等措施,顺利完成了异构化反应器装剂施工。
此次异构化无氧装填为我国在哈萨克境内首次实施此类施工,施工过程得到UOP专家以及哈萨克斯坦PKOP炼油厂改造部的高度认可,可为后续国外无氧装填的实施提供借鉴。