E60-B3等级材料焊接SA-335P91和12Cr1MoVG异种钢接头组织及性能
2018-09-13,
,
(高效清洁燃煤电站锅炉国家重点实验室 哈尔滨锅炉厂有限责任公司,黑龙江 哈尔滨 150046)
0 前言
SA-335P91钢属于高强度马氏体耐热钢,具有优良的高温强度、冲击韧性、抗氧化性能及抗高温蒸汽腐蚀性能。目前,SA-335P91主要用于亚临界、超临界火电机组锅炉的过热器、再热器高温段[1-2]。12Cr1MoVG钢属于珠光体耐热钢,具有较高的持久强度、抗氧化性和热强性,是国内火电机组锅炉受热面的主力钢种[3]。国内现有锅炉产品中,普遍存在大量SA-335P91和12Cr1MoVG的异种钢焊接接头。
目前,国内外对于SA-335P91和12Cr1MoVG异种钢的焊接材料主要是使用与SA-335P91相近成分的E60-B9等级的焊接材料[4-5];E60-B9等级的焊接材料属于马氏体组织的耐热钢,焊接工艺性能差,材料成本高。考虑SA-335P91和12Cr1MoVG两种材料的成分和性能差别较大,选用成分和性能介于两者之间的E60-B3等级的焊接材料,在保证接头性能的前提下,同时提高焊接材料的焊接工艺性能。针对SA-335P91和12Cr1MoVG异种钢的焊接接头选用E60-B3等级焊接材料进行焊接试验,研究焊接接头的微观组织和力学性能,验证E60-B3等级焊接材料的适用性。
1 试验材料及方法
1.1 试验材料
焊接试验中使用试验材料为SA-335P91和12Cr1MoVG钢管,钢管规格φ324 mm×25 mm,SA-335P91和12Cr1MoVG钢管的化学成分见表1。试验中使用E60-B3等级焊接材料,相应的氩弧焊焊丝为ER62-B3φ2.5 mm,焊条为 E6215-2C1Mφ3.2 mm,φ4.0 mm,φ5.0 mm具体的化学成分见表1。焊接材料中主要合金元素Cr含量为2.0%~2.7%,介于SA-335P91和12Cr1MoVG两种钢管的Cr含量之间。表2为SA-335P91和12Cr1MoVG钢管的常温及高温力学性能。
1.2 焊接工艺
SA-335P91和12Cr1MoVG的焊接接头采用60° V形坡口,采用手工氩弧焊封底焊接,焊条电弧焊进行填充和盖面焊接,焊接工艺参数见表3。焊后进行消应力热处理。
1.3 试验方法
研究SA-335P91和12Cr1MoVG异种钢焊接接头的常温性能、高温性能及微观组织。根据标准NB/T 47014—2011《承压设备焊接工艺评定》的要求[6],制备焊接接头的拉伸、弯曲和冲击韧性等试样进行常温力学性能测试;并使用Axiovert 200 MAT蔡司金相显微镜对焊接接头微观组织进行观察和分析;按照标准GB/T 4338—2006《金属材料 高温拉伸试验方法》的要求[7],制备焊接接头的高温拉伸试样,分别进行520 ℃,540 ℃,560 ℃,580 ℃,600 ℃不同试验温度下的高温力学性能测试。

表1 母材和焊接材料的化学成分

表2 SA-335P91和12Cr1MoVG钢管的力学性能

表3 焊接工艺参数
2 试验结果与分析
2.1 焊接接头微观组织
通过金相显微镜对SA-335P91和12Cr1MoVG焊接接头中两侧母材、热影响区(HAZ)和焊缝的微观组织进行观察分析。图1为SA-335P91和12Cr1MoVG两种母材的组织,其中SA-335P91组织为回火马氏体,12Cr1MoVG组织为铁素体+贝氏体+珠光体。

图1 母材组织
SA-335P91与12Cr1MoVG两种母材的金相组织存在较大的差异性,因此,整个焊接接头中与两侧母材相邻的热影响区的微观组织也不同。图2为12Cr1MoVG母材侧热影响区及相邻的焊缝区的微观组织,热影响区为铁素体+贝氏体+珠光体组织。热影响区组织的晶粒尺寸呈现由细到粗的变化,图2a中12Cr1MoVG侧的热影响区远离熔池中心的高温区,而靠近12Cr1MoVG母材一侧的低温区,焊后冷却速度较快形成尺寸相对细小的微观组织;图2b中热影响区与焊缝的界线清晰,焊缝区为贝氏体+铁素体组织,而与焊缝相邻的热影响区,由于焊缝熔池温度高、冷却速度慢,晶粒尺寸相对粗大。

图2 12Cr1MoVG侧焊缝和热影响区组织
图3为SA-335P91侧焊缝和热影响区组织,由于焊缝填充金属与马氏体钢SA-335P91组织的不同,因此SA-335P91侧焊缝、热影响区和母材的组织界限明显,焊缝组织为贝氏体+铁素体,而在紧邻SA-335P91母材侧的焊缝区域中出现带状分布的铁素体区域,铁素体区域宽度200~260 μm。分析产生铁素体带状区域的原因主要是SA-335P91母材中含有大量的Cr,Mo,V等强碳化物形成的元素,易与焊缝金属的C元素形成碳化物,而且C原子尺寸小,扩散速度快,因而在SA-335P91侧形成碳化物富集的马氏体组织,形成SA-335P91侧热影响区;而在焊缝一侧由于C元素迁移形成铁素体带状区域,硬度较低和蠕变性能较差的铁素体组织直接导致焊接接头的蠕变性能降低[8-11]。

图3 SA-335P91侧焊缝和热影响区组织
2.2 焊接接头力学性能
根据标准NB/T 47014—2011《承压设备焊接工艺评定》的取样要求,制备焊接接头的拉伸、弯曲和冲击韧性等试样进行常温力学性能测试。表4为焊接接头的常温拉伸和弯曲的试验结果,其中焊接接头的抗拉强度均高于表2中12Cr1MoVG母材抗拉强度的下限值,而且断裂位置均在12Cr1MoVG母材上;焊接接头的横向侧弯试样也未发现开裂现象。SA-335P91和12Cr1MoVG异种钢中匹配焊接接头的常温拉伸和弯曲性能均能满足要求。
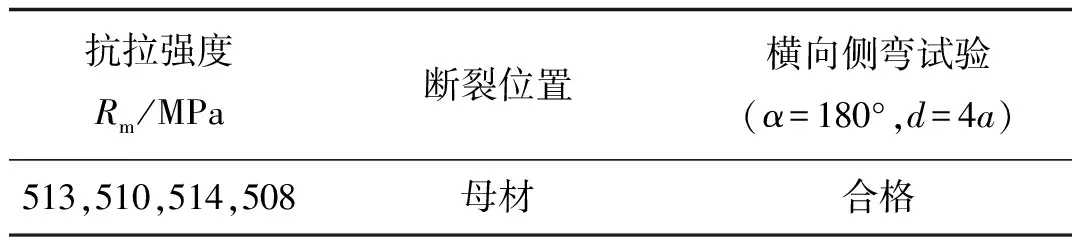
表4 焊接接头拉伸和弯曲试验结果
对焊接接头的焊缝及两侧的热影响区进行冲击试验。试样尺寸为55 mm×10 mm×10 mm,每个位置取3个冲击试样,冲击试验温度为20 ℃,冲击试验结果见表5,焊缝和热影响区的冲击吸收能量均满足要求。
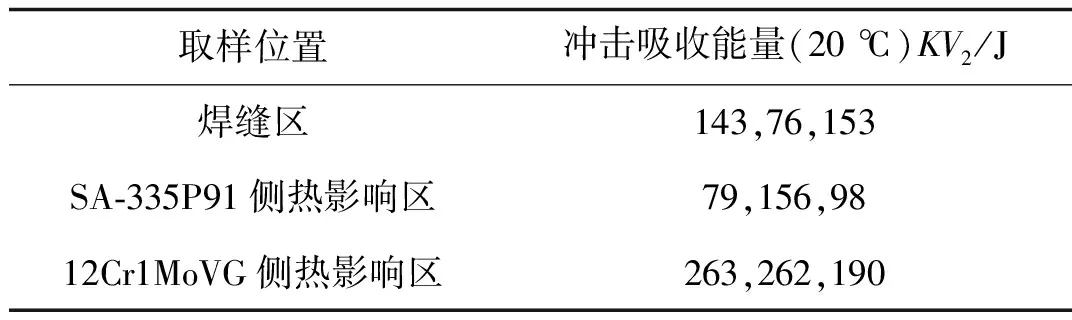
表5 冲击试验结果
由于SA-335P91和12Cr1MoVG异种钢焊接接头多用于过热器、再热器等部件受热面中,运行温度在500~580 ℃范围内,因此,对焊接接头进行高温性能试验。按照标准GB/T 4338—2006《金属材料 高温拉伸试验方法》的要求加工高温拉伸试样,拉伸试样的中心设置在12Cr1MoVG侧的热影响区,试样尺寸如图4所示。试验温度分别为520 ℃,540 ℃,560 ℃,580 ℃,600 ℃。

图4 焊接接头高温拉伸试样
表6为不同温度下的拉伸试验结果。图5为高温拉伸试验后的断裂位置,可以看出断裂均发生在12Cr1MoVG母材上。与表2中两种母材的高温屈服强度比较,可以看出焊接接头的高温屈服强度普遍高于两种母材,均能满足要求。

表6 高温拉伸试验结果

图5 高温拉伸试样断裂位置
3 结论
(1)SA-335P91+12Cr1MoVG异种钢焊接接头,焊缝区为贝氏体+铁素体组织,紧邻SA-335P91侧的焊缝区出现带状的铁素体,宽度为200~260 μm,易导致焊接接头的蠕变性能降低,影响焊接接头的高温服役寿命。
(2)SA-335P91+12Cr1MoVG异种钢焊接接头,常温状态下焊接接头的抗拉强度、弯曲性能和冲击韧性均能满足要求。
(3)SA-335P91+12Cr1MoVG异种钢焊接接头,在520~600 ℃高温状态下,焊接接头的高温屈服强度高于SA-335P91和12Cr1MoVG两种母材的屈服强度值,均能满足要求。