9%Ni钢LNG低温储罐用埋弧焊焊接材料研制
2018-09-13,,,,
, , , ,
(1.哈尔滨威尔焊接有限责任公司,黑龙江 哈尔滨 150028;2.哈尔滨焊接研究院有限公司,黑龙江 哈尔滨 150028;3.中船黄埔文冲船舶有限公司,广东 广州 510715)
0 前言
液化天然气(LNG)作为一种清洁、高效的能源,众多国家都已将LNG列为首选燃料,正以每年12%的速度增长,成为全球增长最激烈的能源行业。近几年,全球LNG的生产和贸易日趋活跃,LNG作为新型稀缺清洁资源,正成为世界油气工业的新热点。中国的LNG主要依赖于国外进口,需要大量的低温储罐和输送管网,虽然在2007年已经实现了9%Ni钢国产化,但还没有在LNG低温储罐中广泛应用。
大型LNG低温储罐用9%Ni钢焊接技术是LNG低温储罐建设的关键。国内缺少针对大型LNG低温储罐用9%Ni钢焊接材料和焊接工艺的研究。 到目前为止,国内在LNG液化储存技术方面刚刚起步,与LNG低温储罐用9%Ni钢配套的焊接材料和焊接工艺的研究也处于起步阶段,焊接材料完全依赖于进口。试验主要是研制大型低温LNG储罐9%Ni钢专用焊接材料,实现大型低温LNG储罐焊接材料[1-3]国产化。
1 试验要求与方法
1.1 技术要求
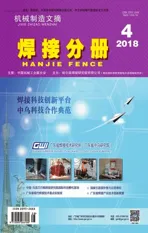
LNG低温储罐的焊接材料技术要求对HNi276焊丝及HNi276/SJ609熔敷金属的C,S,P,Si元素含量进行了严格控制,见表1。对熔敷金属焊态力学性能要求严格,特别是-196 ℃冲击性能,见表2。同时,要求研制的焊丝、焊剂适用于交流、直流电源两用的埋弧平焊和横焊现场焊接。
1.2 试验方法
母材为Q345(16Mn)钢,对接试板用ENiCrMo-4焊条焊3层过渡层,试板厚度为20 mm,焊接方式为交流埋弧平焊[4]。具体焊接工艺参数见表3。
按照ASTM A751-2014《钢产品化学分析的试验方法、规程和术语》进行化学分析。焊缝金属力学性能分别按照GB/T 2652—2008《焊缝及熔敷金属拉伸试验方法》、GB/T 2650—2008《焊接接头冲击试验方法》、GB/T 2653—2008《焊接接头弯曲试验方法》要求进行拉伸、冲击及弯曲试验。
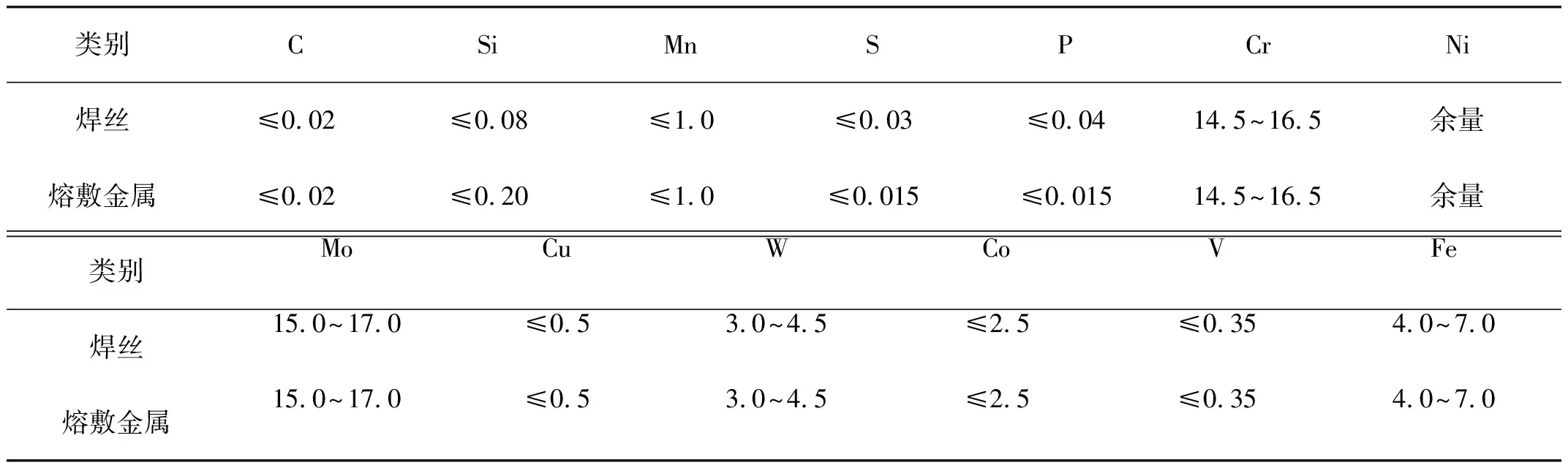
表1 HNi276焊丝及HNi276/SJ609熔敷金属化学成分(质量分数,%)

表2 熔敷金属力学性能

表3 焊接工艺参数
2 焊接材料的研制
2.1 焊丝成分设计
9%Ni钢焊接材料熔敷金属力学性能指标一般包括抗拉强度、屈服强度、断后伸长率和冲击吸收能量,此外还要考虑焊接材料的低温韧性、焊缝金属熔化温度和热膨胀系数。分析成分对性能的影响,焊接工艺及参数对性能的影响。同时研究制备技术对焊丝表面质量、焊接工艺性能及力学性能的影响,为样品成分设计和制备技术提供依据。结合已有的研究数据和产品经验,设计研究焊丝HNi276的化学成分。设计主要原则:①主成分满足技术条件;②严格控制杂质元素,特别是C,S,P和Si元素的含量。
2.2焊剂的研制
2.2.1焊剂类型定型
埋弧焊焊剂按照制造方法采用烧结型埋弧焊剂。烧结型焊剂可以减少焊剂过渡较多的C元素,从而降低镍基合金中C元素对热裂纹影响,且有利于保证焊剂合金过渡的要求。因此, 对新研制的焊剂选为烧结型。
2.2.2焊剂渣系的选择及调试
焊剂的选用首先要考虑焊接工艺性, 其次要考虑焊剂渣系及其组分对焊缝熔敷金属力学性能的影响。按焊剂的碱度分为3组, 进行焊接工艺性能调试,第一组碱度<1.5; 第二组碱度为1.5~ 2.0;第二组碱度为2.0~3.0。工艺性能主要考核焊剂的脱渣性能、焊道成形、电弧稳定性3个方面。通过焊剂组分的变化及含量的调整, 研究焊剂组分与脱渣性能、焊渣的熔点高低及粘度大小的变化关系,对焊剂的焊接工艺性能进行优化, 分别调试了几十种配方, 优化出工艺性能优良的1号(B为1.2)、2号(SJ609)(B为1.8) 和3号(B为2.5)烧结焊剂试样,分别对上述3种焊剂进行熔敷金属力学性能试验。焊丝为规格φ2.4 mm的 HNi276,焊剂粒度为0.28~2.00 mm。焊接工艺规范为焊接电流350 A、电弧电压30 V、焊接速度550 mm/min。试验结果见表4。

表4 熔敷金属力学性能
由表4可知, 采用2号试样熔敷金属有良好抗拉强度和冲击韧性,而采用1号、3号试样熔敷金属的抗拉强度和冲击韧性较差。
对于镍基埋弧焊用焊剂,保证具有良好工艺性的同时具备较低的合金烧损能力。铝酸盐基属于中性渣系,具有较低的合金烧损能力,选定新研制的2号(SJ609)焊剂主渣系为Al2O3-SiO2-CaF2。
3 试验结果与分析
3.1 焊丝、焊剂的工艺性能
通过调整新研制的焊剂 SJ609 主渣系,使熔渣具有合适的粘度和表面张力,改善焊剂交流稳弧性,提高焊接材料交流平焊及横焊的工艺性能。采用新研制的焊丝HNi276/焊剂SJ609交、直流电源两用的平焊和横焊,工艺性能优良,电弧稳定,脱渣容易,焊缝成形较好。图1为交流埋弧横焊及横焊焊道形貌。
3.2 熔敷金属化学成分及力学性能
熔敷金属力学性能试验结果见表4,其中2号试样-196 ℃冲击吸收能量平均值达到112 J,符合标准要求。经侧弯试验测试,试样完好无裂纹,如图2所示。研制的焊丝HNi276/焊剂SJ609及熔敷金属化学成分分析结果见表5。
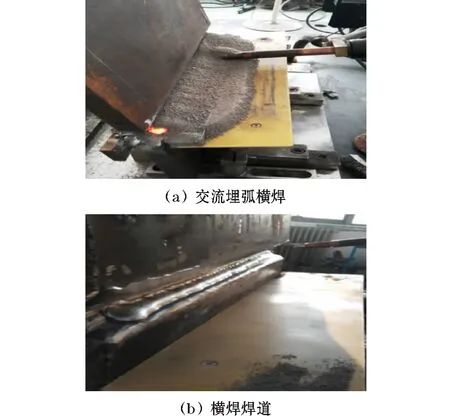
图1 交流埋弧横焊及焊道

图2 侧弯试样
表5 HNi276焊丝及HNi276/SJ609熔敷金属的化学成分(质量分数,%)
3.3 金相组织
图3为试样宏观形貌,未见裂纹、夹渣、气孔、未焊透、未熔合等缺欠。

图3 宏观形貌
图4a为母材区组织,为马氏体回火组织。图4b为焊缝区组织,为γ固溶体,呈偏析特征,晶内、晶界均有析出物存在,晶内析出物呈颗粒状(或小块状),晶界析出物主要呈断续棉絮状;过热区金相组织为板条马氏体(图4c),检验面上未见裂纹、夹渣、未熔合等缺欠。
3.4 焊接工艺评定
按照NB/T 47014—2011《承压设备用焊接工艺评定》进行焊接工艺评定[5],母材为9%Ni钢,试板厚度为20 mm,其化学成分见表6,采用交流埋弧平焊焊接。具体焊接工艺参数见表3。母材和焊接接头的力学性能见表7,焊接接头断裂于焊缝区,接头侧弯试样均完好,无裂纹,如图5所示。焊缝中心、熔合线以及热影响区的-196 ℃冲击吸收能量均高于60 J。
3.5 国内外焊接材料性能对比
在表3工艺参数条件下,对采用国内外同类HNi276/SJ609焊接材料焊接的弧焊产品进行比较。1#试样采用进口焊接材料,2#试样采用新研制的HNi276/SJ609焊接材料,其产品形貌对比,如图6所示。而两者熔敷金属的力学性能见表8。

表6 母材的化学成分(质量分数,%)
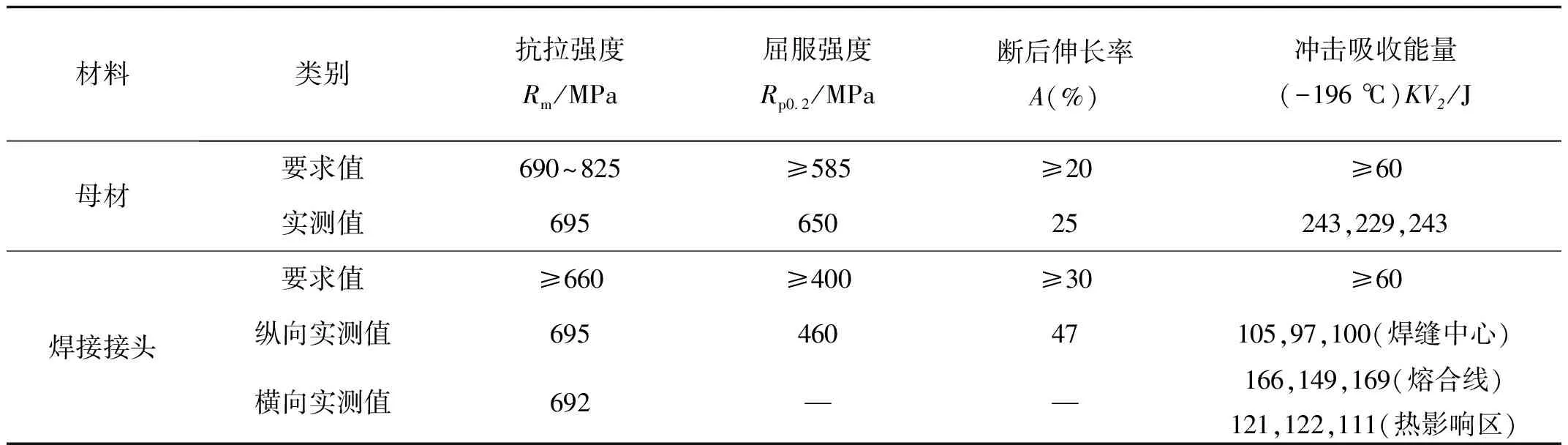
表7 母材和焊接接头的力学性能
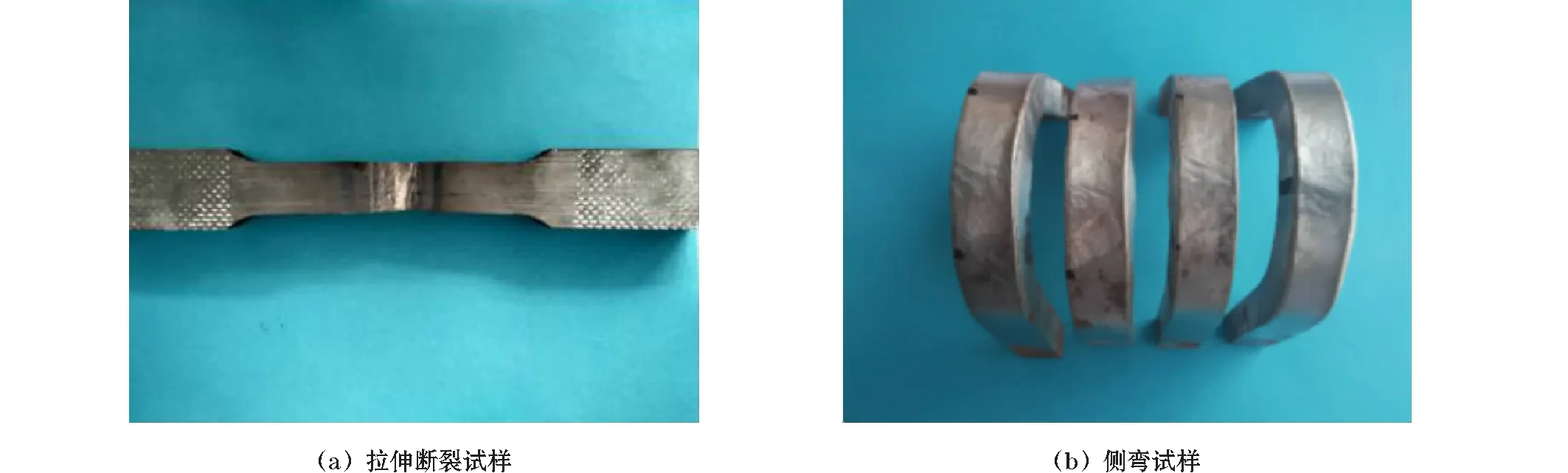
图5 接头试样
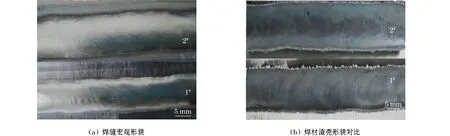
图6 国内外弧焊产品的形貌对比

表8 熔敷金属力学性能
从图6和表8看出,研制开发的埋弧焊丝HNi276/焊剂SJ609焊接工艺性、拉伸性能和冲击性能水平同国外进口产品相当,均能满足于考核指标要求。
4 结论
(1) 研制出大型低温LNG储罐埋弧焊丝HNi276及烧结焊剂SJ609,其熔敷金属化学成分和各项性能均满足项目要求。
(2) 研制的镍基埋弧焊丝HNi276及烧结焊剂SJ609具有良好的焊接工艺性能,熔敷金属具有较低的S,P含量,-196 ℃冲击吸收能量平均值达到110 J以上。
(3)研制的镍基埋弧焊丝HNi276及烧结焊剂SJ609与国外同类产品工艺性能及力学性能水平相当。