密炼机拉伸型转子流场模拟及试验研究
2018-07-23林广义李天涯赵辉绩于凯本
林广义,李天涯,井 源,王 祥,赵辉绩,于凯本
(1.青岛科技大学 机电工程学院,山东 青岛 266061;2.国家深海基地管理中心,山东 青岛 266237)
人们对橡胶制品的需求随着社会的发展越来越广[1],促进了密炼机以及相应设备的更新和发展。密炼机在胶料混炼过程中承担着重要作用,转子是密炼机核心部件之一,其设计好坏直接影响胶料的混炼程度和硫化胶的物理性能[2-6]。此外,在混炼胶制备过程中密炼机能耗约占橡胶制品整个生产过程的40%。从1878年德国人Pfleiderer和Freyburger设计第1台密炼机至今,经过近140年的发展,啮合型和剪切型转子成为当前密炼机应用的主流[7-8],剪切型转子能够将胶料混合得更均匀,应用最广的为四棱转子。随着橡胶需求量的不断提高和对混炼胶质量的高要求,普通四棱转子逐渐表现出效率不高的缺点,为解决这一问题,出现了六棱转子。六棱转子能够提高胶料混炼效率,但增加转子棱数会使胶料混炼过程中温度升高过快导致焦烧,而且棱数增加后转子制造难度加大,成本提高[9]。研究[10-12]表明,为提高橡胶混炼效果而继续增大转子棱数效果不佳。
本工作在原有四棱转子的基础上进行拉伸型转子设计,通过拉伸型转子与四棱转子流场模拟分析以及试验验证[13-16],考察拉伸型转子在密炼机中的应用效果。
1 拉伸型转子设计及流场数值模拟
1.1 物理模型
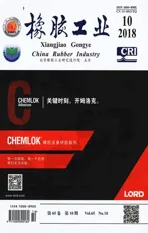
在普通四棱转子的基础上对拉伸型转子进行设计,所选四棱剪切型转子基本参数为:中心距65 mm,回转直径 62 mm,长棱轴向长度 65 mm,短棱轴向长度 28 mm,长棱螺旋角度 30°,短棱螺旋角度 45°,梯形槽深度 3 mm。为保证剪切效果,在设计过程中拉伸型转子的3个梯形槽均匀分布在长棱上,其三维模型如图1所示。该设计有利于胶料在流经长棱上的梯形槽时受到强烈的拉伸作用,实现物料分布混合,保证混炼效果。
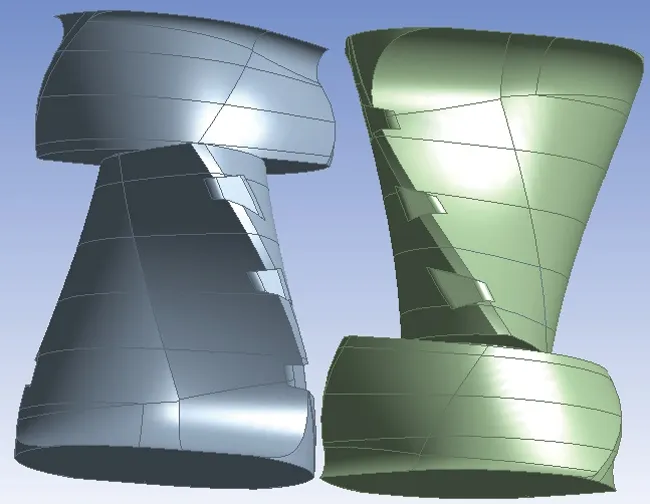
图1 拉伸型转子的物理模型
1.2 流场数值模拟
1.2.1 有限元网格划分
运用Gambit中的网格重叠技术对拉伸型转子进行网格划分,如图2所示。图2(a)中胶料部分和转子部分运用六面体网格,网格大小为5 mm,网格节点共63 757个,网格单元共87 619个。图2(b)示出了胶料网格质量检查结果,可以看出六面体网格大约占总网格的95%,由此可以确定此网格密度质量非常高,网格不会失真,能够保证模拟结果的准确性。
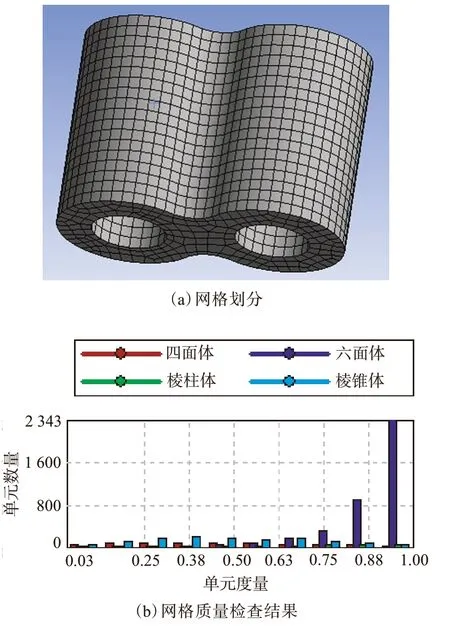
图2 拉伸型转子和胶料的有限元模型
1.2.2 边界条件
胶料在密炼机中混炼是一个非常复杂的过程,在不同时间内胶料呈现的流动状态有很大区别。为了得到正确的试验模型,分析前需要对胶料做简化处理。在综合考虑满足质量守恒方程、动量守恒方程、能量守恒方程、流场、胶料、加工条件等因素的前提下,假设胶料为不可压缩的非牛顿流体,流动方式为层流,流体本构粘度方程符合Bird-Carreau模型,胶料在密炼机内壁和转子之间无滑移,胶料流动过程中恒温,混炼胶填满密炼室。
(1)壁面边界条件:根据基本假设,转子表面速度与转子表面胶料速度相等。
(2)对胶料在密炼机混炼过程中的流场低压区做零压处理,原因为:混炼胶制备过程中密炼机处于全封闭且胶料充满状态,这种状态下转子运动会产生较大的压力峰值,影响分析结果。
1.2.3 流场参数设定
对流场模拟采用Bird-Carreau模型,该模型能够比较准确地表达出流体在高或低应变速率下的牛顿稳流以及剪切变稀性质。
流场模拟分析中胶料参数为:密度1.066 Mg·m-3,非牛顿指数0.75,零剪切粘度100 000 Pa·s,无穷剪切粘度 0,粘弹性特征时间 0.4 s。
1.3 计算结果与讨论
对拉伸型转子与普通四棱转子的流场模拟结果进行对比分析,两种转子所设置的边界参数、胶料参数和运动部件参数一致。分别模拟两种转子的压力场、速度场和粘度场,通过对比模拟结果找出拉伸型转子的优点。
1.3.1 压力场
拉伸型转子与普通四棱转子的压力场分布如图3(a)和(b)所示。由图3可以得出以下结果。
图3 拉伸型转子和普通四棱转子的压力云图
(1)当胶料流经相对较窄的区域时,具有较大的压力梯度,如转子长棱和短棱顶端与密炼室内壁之间的区域或者转子长棱和短棱顶端相对的位置。这些区域胶料粘度一般较大,当从较窄位置流过时受到剧烈的挤压作用而产生较大的体积变化,在流动方向上形成较大的压力梯度。对比图3(a)和(b)可知,用拉伸型转子混炼的胶料最高压力较小,这是由于拉伸型转子长棱上梯形槽的设置使胶料自由流动区域体积变大,从而导致胶料在拉伸型转子中混炼时的最高压力减小。当胶料在流经梯形槽时,由于梯形槽空间体积的变化,导致胶料运动形态随之变化,此处胶料内部的速度梯度与运动方向一致,从而使得胶料受到拉伸作用。
(2)胶料混炼过程中存在与高压区域相对的低压区域。图3中蓝色或者浅蓝色区域为低压区域,出现在密炼室内壁与转子之间或者转子与转子之间相对较宽的区域,这些区域具有更大的空间体积,在高压区域受到强烈挤压作用的胶料快速通过狭小间隙,进入具有较大空间体积的负压区域。在此过程中,受外力作用拉伸取向的分子链由于摆脱了外力的束缚不断蜷缩,产生回弹,体积逐渐恢复,从而形成负压区。粘性的存在也加快了胶料的流动速度并改变胶料的流动曲线,因而低压区域的存在一定程度上增强了混合效果。从图3可以看出,拉伸型转子的负压区域更多,但是负压值相对较小,这是由于梯形槽的设置整体上增大了密炼室内部空间体积,相应的高剪切区域难以建立起局部高压,使得胶料在流动过程中的压力变化不再明显,而螺棱上梯形槽的设置增大了体积变化区域,形成了更多负压值较小的负压区域。
1.3.2 速度场
拉伸型转子和普通四棱转子的速度场分布分别如图4和5所示。
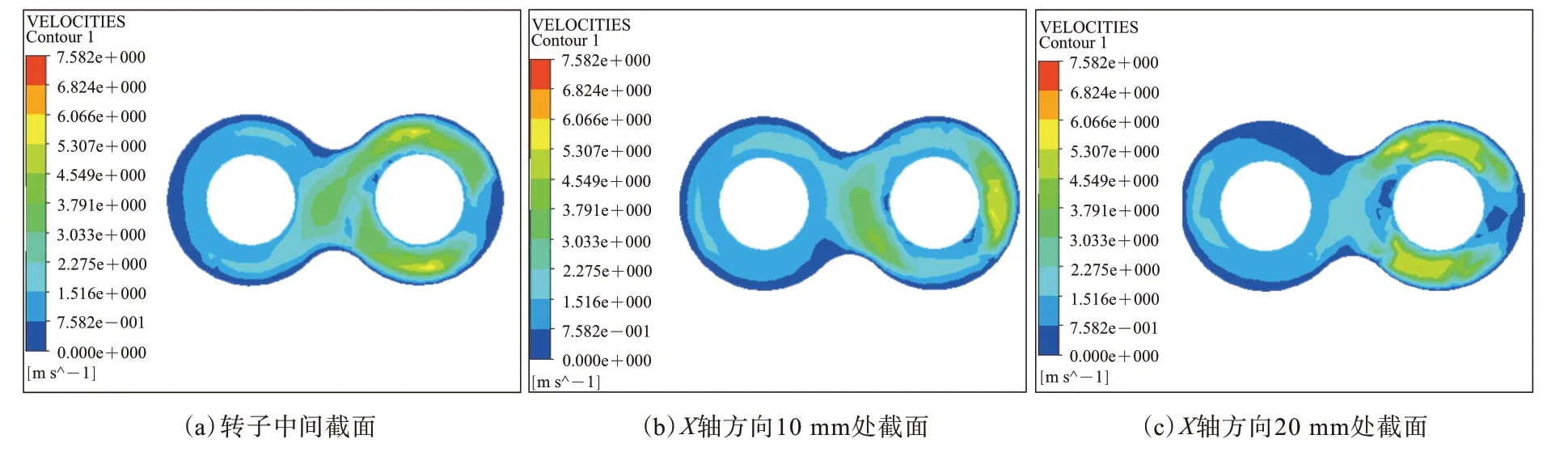
图4 拉伸型转子速度场分布
从图4和5可以看出:胶料的最大速度出现在两个转子之间、长短棱顶端、密炼室内壁,其原因在于胶料在间隙较小处受转子表面对胶料的摩擦拖拽和体积变化造成的局部压力双重作用而向前流动。通过拉伸型转子与普通四棱转子对比可以看出,胶料处于中间截面位置时,拉伸型转子中长棱的速度较高,而且胶料在拉伸型转子中沿轴线速度差值较大,且呈现出先减小后增大再减小的循环模式,其原因是胶料在流经拉伸型转子梯形槽时,流道瞬间由大变小,速度骤然增大,在流经两转子中间时,胶料的流动速度下降。胶料这种流动速度先减小后增大然后又减小的循环模式说明拉伸型转子梯形槽的设置具有改变混炼过程中胶料流动曲线的效果,使得胶料在混炼过程中的流动更加复杂且产生更多的有规律扰动,具有良好的混炼效果。

图5 普通四棱转子速度场分布
拉伸型转子和普通四棱转子的速度矢量图如图6所示。
由图6可以看出,转子两侧的轴向速度场比较大,胶料最大速度出现在转子棱峰位置。在梯形槽中,速度梯度方向与胶料运动方向一致,说明胶料受到了拉伸作用。转子两端速度比中间位置速度大有利于胶料的折卷。拉伸型转子中棱峰的最大速度比普通四棱转子大,梯形槽的设置使粒子的移动速度加快,更快地完成了分散和混合作用。同时,拉伸型转子中胶料的速度差异大于普通四棱转子,速度梯度的存在强化了胶料间的粘性耗散作用,保证了胶料良好的混炼效果。
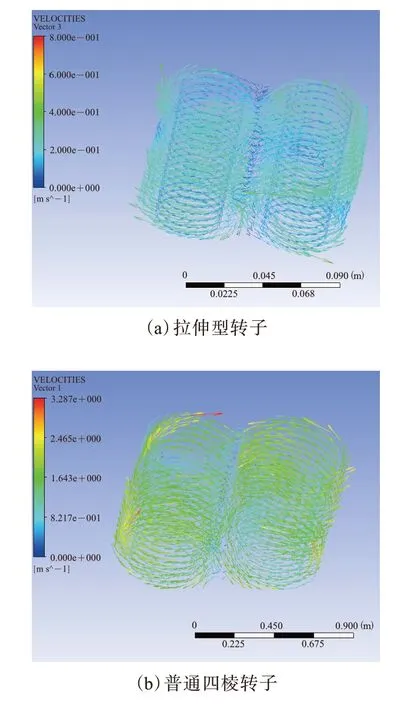
图6 拉伸型转子与普通四棱转子的速度矢量图
1.3.3 粘度场
拉伸型转子和普通四棱转子的粘度场分布如图7和8所示。
图7 拉伸型转子粘度场分布
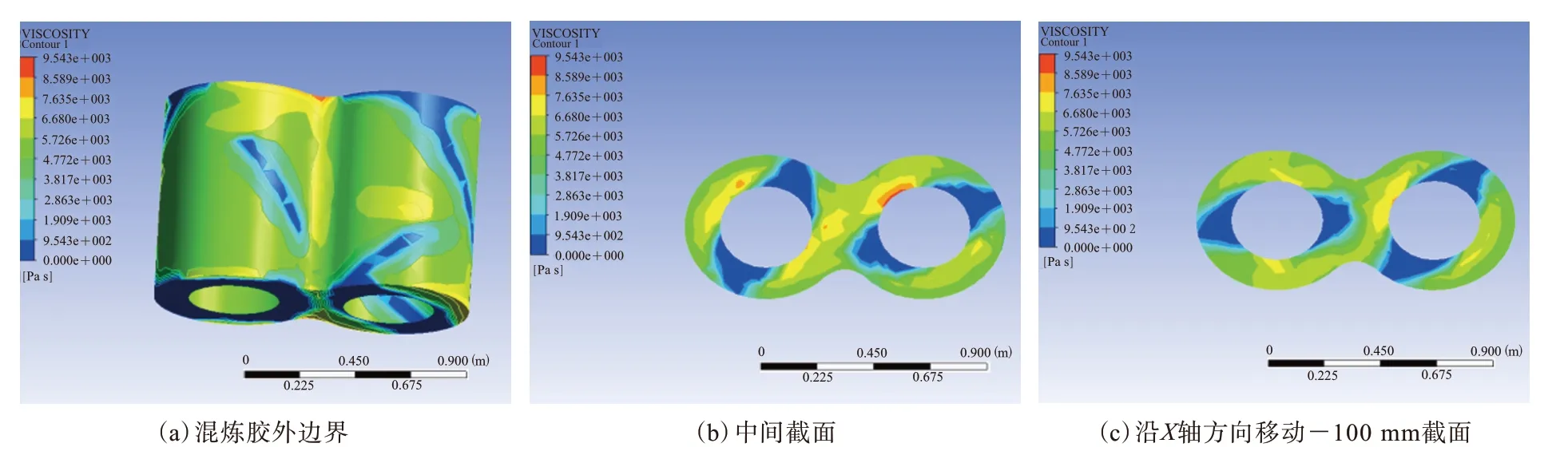
图8 普通四棱转子粘度场分布
从图7(a)和8(a)可以看出,胶料在靠近螺棱以及螺棱与密炼室内壁交接的区域粘度最小,这是由于这些部位是混炼过程的高剪切区域,胶料在高剪切作用下分子链不断被打断,粘度显著下降,即胶料的剪切变稀现象。
从图7和8的(b)和(c)可以看出,粘度最大值相差不大,但在两转子捏合区域胶料的粘度值有一定差距,且拉伸型转子中间捏合区域的胶料粘度较低。通过对比还可以看出梯形槽的设置使得转子的低粘度范围扩大,从理论上分析这是由于拉伸对胶料提供的作用力约为剪切对胶料提供作用力的3倍。梯形槽的设计增大了胶料在混炼过程中的拉伸作用,因而在拉伸型转子的模拟中胶料的低粘度区域更为广泛。
2 转子构型对胶料性能的影响
针对拉伸型转子和普通四棱转子的模拟分析结果,通过试验进行验证。本工作研究两种转子结构对天然橡胶(NR)/顺丁橡胶(BR)并用胶性能的影响。
2.1 试验配方及方案
试验配方:NR 50,BR 50,炭黑N550 50,氧化锌 4,硬脂酸 2,橡胶油 5,石墨烯 0或1,防老剂 2.5,微晶蜡 1,硫黄 2,促进剂1.3。
试验分为4组,分别为:采用拉伸型转子,配方中未加入石墨烯(简称拉伸未加);采用拉伸型转子,配方中加入石墨烯(简称拉伸加入);采用普通四棱转子,配方中未加入石墨烯(简称普通未加);采用普通四棱转子,配方中加入石墨烯(简称普通加入)。
2.2 试验仪器和设备
双辊开炼机、橡塑试验密炼机、平板硫化机、拉力试验机、阿尔法炭黑分散度仪、邵氏硬度计等。
试验用不同转子构型如图9所示。

图9 转子构型
2.3 试样制备
采用不同转子构型的密炼机分别制备混炼胶,密炼机初始温度为45 ℃,转子转速为55 r·min-1。混炼工艺为:(1)将BR和NR添加到密炼机中密炼30 s;(2)添加小料和一半石墨烯密炼30 s;(3)分别加入炭黑和剩余石墨烯,各密炼30 s;(4)加入橡胶油,观察密炼机的温度显示器,达到排胶温度后排胶;(5)在开炼机中加入硫黄和促进剂,薄通8~10次,压片,冷却,待用。
在平板硫化机上硫化胶料,硫化条件为150℃/10 MPa×1.3t90,冷却待用。
2.4 结果与分析
2.4.1 动态流变性能
转子构型对NR/BR混炼胶动态流变性能的影响如图10所示,G′为储能模量。
从图10可以看出,随着应变的增大,混炼胶的G′出现下降趋势,表现出Payne效应。其中采用普通转子混炼加入石墨烯的混炼胶G′对应变的依赖度最高,Payne效应最明显。采用拉伸型转子混炼未加石墨烯的混炼胶G′对应变的依赖度最低,Payne效应最弱。这是由于石墨烯粒径小、质量轻,用机械混合法容易在胶料中发生团聚形成填料网络结构,使得胶料中的填料网络结构增多,因此不管采用哪种构型的转子,石墨烯的加入均会导致胶料的Payne效应越加明显。在采用拉伸型转子混炼胶料时,梯形槽的设置会使胶料受到剪切和拉伸流场的交替变化区域增多,有助于填料在胶料中的混合和分散,使得填料与橡胶分子结合得更多,降低了胶料内填料网络结构,从而降低了Payne效应,提高了分散性。

图10 转子构型对胶料动态流变性能的影响
2.4.2 最大消耗功率
拉伸型转子与普通四棱转子对NR/BR混炼过程中功率消耗的影响如图11所示。图11纵坐标为转矩,因为在混炼过程中转子转速相同,所以转矩的变化趋势同功率的变化趋势一致。横坐标选取了混炼过程中功率消耗最高的一段时间。
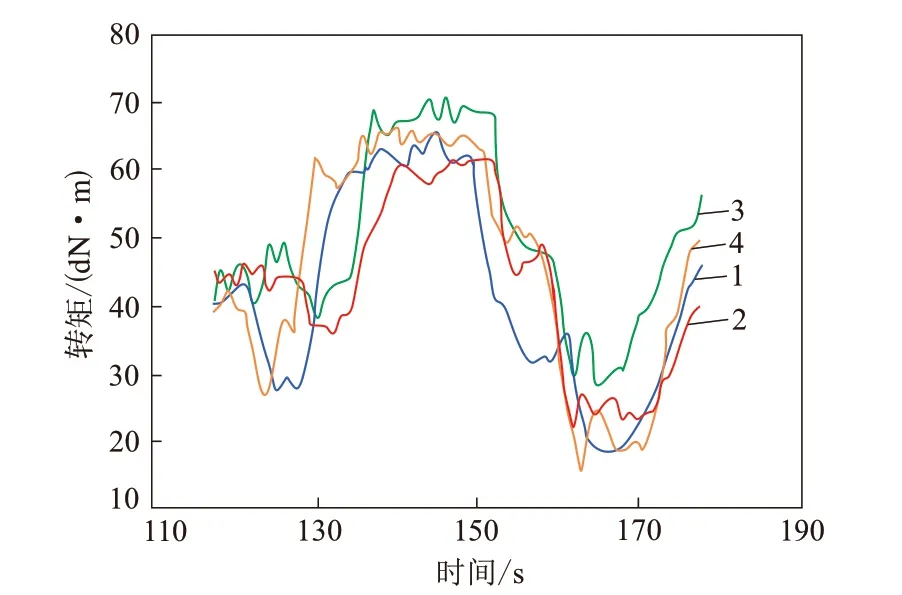
图11 转子构型与石墨烯对功率消耗的影响
从图11可以看出,功率消耗最大的是采用普通转子混炼加入石墨烯的胶料,功率消耗最小的是采用拉伸转子混炼未加石墨烯的胶料,采用拉伸型转子混炼加入石墨烯的胶料所消耗的功率与采用普通转子混炼未加石墨烯的胶料相近。混炼加入石墨烯胶料时,由于石墨烯是纳米级填料,易与其他填料团聚而不利于胶料混合,极易导致混炼胶分散不均匀,从而延长混炼时间,增加能量消耗。与普通转子混炼相比,拉伸型转子混炼除在转子长棱棱顶处与密炼室内壁间隙产生剪切捏炼作用外,转子长棱处设置的梯形槽还对胶料产生强烈的拉伸作用,长棱棱顶处剪切和拉伸共同作用使胶料与填料更易分散均匀,从而缩短了混炼时间,减小了能耗。经过反复试验得出,本设计拉伸型转子的功率消耗可以减小7%以上。
2.4.3 物理性能
转子构型对NR/BR硫化胶物理性能的影响如表1所示。
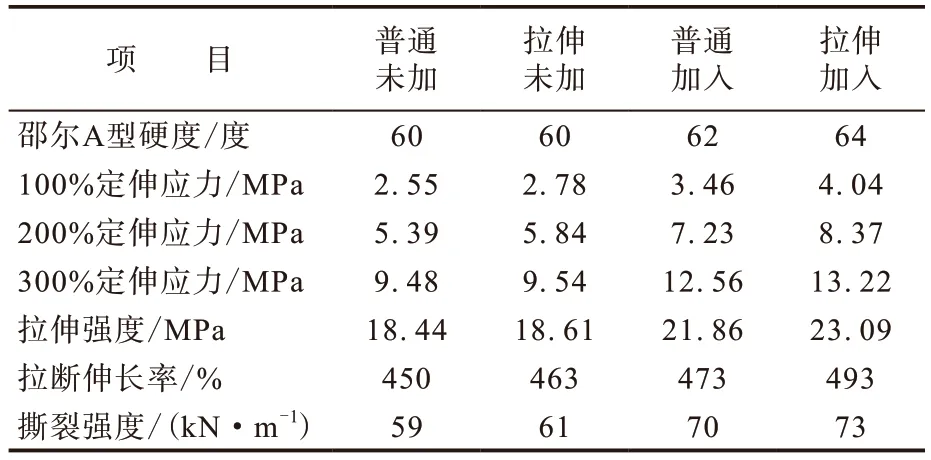
表1 转子构型对硫化胶物理性能的影响
从表1可以看出:加入石墨烯的胶料物理性能优于未加石墨烯的胶料;在未加石墨烯的胶料中,拉伸型转子制备的胶料物理性能稍优于普通四棱转子制备的胶料;在加入石墨烯的胶料中,拉伸型转子制备的胶料物理性能明显优于普通四棱转子制备的胶料。这是因为胶料采用普通四棱转子混炼,大块的胶粒与配合剂在经过螺棱棱峰与密炼室内壁时受到强剪切作用,被剪裂粉碎,完成胶料与配合剂之间的分散混合,但由于强剪切作用导致胶温过高,胶料焦烧,相对分子质量降低。而采用拉伸型转子混炼,胶料在流经梯形槽时,经过稳定的拉伸作用,填料与胶料充分混合,弥补了剪切作用的损失对混炼效果的影响,实现分布混合,保证配合剂组成的分散相均匀地分布在橡胶基体组成的连续相中,从而完成最终的混炼过程。
加入石墨烯的胶料采用拉伸型转子混炼时物理性能的提高比采用普通四棱转子时更明显,说明拉伸型转子更能促进纳米级填料在橡胶混炼过程中的分散和混合。而胶料硬度由于配方一致并未出现明显变化。
2.4.4 炭黑分散性
普通未加、拉伸未加、普通加入和拉伸加入方式胶料的炭黑分散度分别为7.0,7.7,5.5和6.4。转子构型对硫化胶中炭黑分散性的影响如图12所示。

图12 转子构型对炭黑分散性的影响
从图12可以看出,未加入石墨烯的硫化胶中炭黑分散度高于加入石墨烯的硫化胶,这是因为石墨烯是纳米级填料,易与其他填料团聚,造成分散不均。
从图12还可以看出,无论是否加入石墨烯,采用拉伸型转子混炼胶的炭黑分散性均优于采用普通四棱转子混炼的胶料,即单纯的剪切流动分散效果并不明显。这是由于采用普通四棱转子混炼的胶料只在受到剪切变形的同时发生旋转,而拉伸型转子梯形槽的设计使得胶料更容易进入转子棱顶与密炼室内壁之间,在原有剪切流动的基础上又受到拉伸流动。
3 结论
(1)通过对拉伸型转子与普通四棱转子进行流场模拟发现:拉伸型转子在压力场、速度场、粘度场中的表现均优于普通四棱转子。
(2)拉伸型转子在混炼胶制备中消耗的功率小于普通四棱转子。
(3)采用拉伸型转子制备的硫化胶物理性能优于采用普通四棱转子制备的硫化胶。
(4)采用拉伸型转子制备的硫化胶由于受到拉伸剪切区域的交替变化,炭黑分散性高于采用普通四棱转子制备的硫化胶。