化学破乳-芬顿氧化处理乳化液废水
2018-04-28张涛,宗刚
张 涛,宗 刚
(西安工程大学 环境与化学工程学院,陕西 西安 710048)
0 引 言
金属加工普遍使用乳化剂来冷却和润滑刀具以及加工件,乳化剂因此又被称为冷却液、润滑液.目前,使用的乳化剂种类繁多,作用各异,但基本上是水、乳化油和化学添加剂(如油性剂、乳化剂、润滑剂、防锈剂等)配制而成[1].乳化剂使用一段时间后,各种性能降低,品质变差,需要更换,更换下来的乳化剂便是一种高浓度含油乳化液废水,其水质成分复杂,油乳稳定性好,COD浓度高.而破乳除油、水中溶解性有机物及COD,是经济、有效处理此类水的较好方法[2].
目前,乳化液废水的处理技术有酸析法、盐析法、过滤法、化学絮凝法、吸附法、膜分离法、高级氧化法等[3-6],其中酸析法是将乳化液调至酸性,H+与阴离子表面活性剂中和生成相应的脂肪酸,脂肪酸从油水界面游离出来,乳化液的稳定性被打破,油水发生分离实现破乳.而盐析法通过投加无机盐类电解质,使电解质中的阳离子对油珠扩散层阳离子产生排斥作用,油珠扩散层阳离子减少,油珠吸附层中阳离子增多,双电层被破坏,油珠间的引力恢复而相互聚并,实现破乳[7].酸析法直接投加无机酸类,经济简单,但是该方法需投入大量的酸类且对处理设施耐酸性要求较高,并且后期中和酸度会消耗大量的碱,另外,当使用硫酸进行酸析破乳时,大量的SO42-加入会对后续生化处理的厌氧阶段造成麻烦[8].盐析法具有花费少,操作比较方便的优势,但药剂投入量大,沉降分离时间长,聚析速度慢,处理效果会因乳化液表面活性剂的不同而变化[9].因此,有必要将酸析法和盐析法结合起来联合破乳,研究酸析和盐析联合破乳的效果,进而减少药剂投加量,减少破乳时间.另外考虑到破乳后的乳化液废水其COD浓度依然很高,可生化性差,微生物难以降解,有必要进行进一步处理.在废乳化液处理工艺中,Fenton 及其组合处理工艺中的混凝沉淀前景较好.
本文将酸析和盐析结合起来进行破乳,以浓硫酸、NaCl作为酸析和盐析破乳试剂,并将加热温度引入到实验的破乳中,寻求浓硫酸和NaCl最佳的质量配比以及较少的试剂投加量,并探讨两者结合后其相关因素对处理效果影响的特点.破乳后的废水再投加Fenton试剂进行氧化,分析相关因素,以寻求最佳工艺.经过Fenton氧化后的废水,可调节其pH,曝气后投加PAC进行混凝沉淀,从而进一步考察COD去除效果和实现良好的可生化性.
1 实 验
1.1 实验废水
某机械机加工厂主要加工生产齿轮及其配套的零部件,其乳化剂被用于该厂车间机械切割和刨削工序金属的冷却、润滑和清洗.实验用水直接取用该齿轮厂生产车间使用并废弃的乳化液,其废水含有大量的化学添加剂如润滑剂、防腐剂等,外观呈乳白暗黄色,COD质量浓度98 500 mg/L,浊度35 000NTU,pH为8~9.
1.2 试剂和仪器
(1) 试剂 98% H2SO4(郑州隆森化工产品有限公司),FeSO4·7H2O(广东光华科技股份有限公司),30% H2O2(天津市北联精细化学品开发有限公司),NaCl(天津市科密欧化学试剂有限公司),硫酸肼(广东光华科技股份有限公司),六次甲基四胺(天津市福晨化学试剂厂),NaOH(天津市光复科技发展有限公司),以上所用药品均为分析纯;PAC混凝剂(苏州水立清水处理设备有限公司).
(2) 仪器 COD 恒温加热器(济南精密科学仪器有限公司),V1100型可见分光光度计(上海美普达仪器有限公司),PHS-3C 型pH计(上海仪电科学仪器股份有限公司),恒温水浴锅(国华电器有限公司),氧气泵(广东海利集团有限公司),LH-BOD601型BOD仪(兰州连华环保科技有限公司)等.
1.3 实验方法
1.3.1 废水处理实验方法 酸析破乳:在500 mL的锥形瓶中注入200 mL乳化液废水并加入一定量的浓硫酸后,按一定的质量比加入NaCl,混合均匀后,将其放入恒温水浴锅,水浴加热.加热完后,静置数小时,取废水油层下部的水层,测定浊度、COD浓度.
Fenton氧化:在250 mL烧杯中注入酸析破乳后下部水层的水100 mL,加入NaOH调节废水pH值,然后投加一定量FeSO4·7H2O和30%H2O2,静置反应1 h后,测定COD.
混凝沉淀:废水经破乳和Fenton试剂氧化后调节pH至8,曝气0.5 h投加PAC沉降后,测定COD.
1.3.2 测定分项目与方法 COD的测定:重铬酸钾法,采用济南精密科学仪器COD 恒温加热器测定;浊度测定:采用V1100型可见分光光度计测定;pH值:采用PHS-3C 型pH计测定;BOD测定:采用LH-BOD601型BOD仪测定.
2 结果与讨论
2.1 破乳
2.1.1 最佳加酸量和配比量确定 在5个250 mL锥形瓶中各注入100 mL水样,依次加入98%浓硫酸0.25 mL,0.50 mL,0.75 mL,1.00 mL,1.50 mL后,按98% H2SO4与NaCl质量比为1∶1,2∶1,3∶1,分别加入NaCl,70 ℃条件下水浴加热120 min,静置数小时后测COD及浊度.
不同配比的H2SO4和NaCl对乳化液废水COD和浑度去除率的影响如图1,2所示.从图1,2可以看出,70 ℃条件下加酸量对乳化液破乳的影响比加NaCl大,COD去除率随着加酸量的增加整体呈现先增大后趋于平缓的趋势.当加酸量不足时,乳化液的浊度和COD的浓度较高,在加酸量为0.25 mL,0. 5 mL 98% H2SO4/100 mL 这两点时,乳化液的浊度和COD浓度均较高,且COD和浊度去除率较低,随着加酸量的增多,COD和浊度去除率增大,当达到0.75 mL H2SO4/100 mL乳化液时浊度和COD去除率明显.此时再加入NaCl有助于进一步提高COD去除率,特别是H2SO4与NaCl质量比为1∶1时,COD去除率可提高到56.38%,浊度提高到94.79%,比不加NaCl时COD去除率提高了5.25%,浊度去除率提高了11.76%.由此可见,在加热条件下,H2SO4和NaCl的加入能够破坏乳化液的稳定性,促进破乳.值得注意的是当加酸量为0.50 mL 98% H2SO4时浊度去除率呈现明显下降,原因为NaCl溶解会抢夺体系中自由水分子,溶液中自由水的分子数减少,乳化剂的溶解性下降,乳化液废水的浊度升高,从图1的COD去除率并未降低可间接说明这一点.因此可以认为在100 mL乳化液中将加酸量控制在 1.5 mL 98%H2SO4,98% H2SO4与NaCl质量比为1∶1时,具有较好的破乳效果.
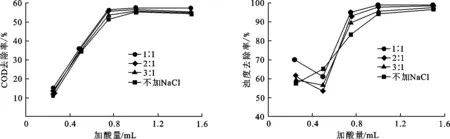
图 1 不同配比的H2SO4和NaCl对乳化液废水COD去除率的影响 图 2 不同配比的H2SO4和NaCl对乳化液废水浊度去除率的影响Fig.1 Effects of different ratio of H2SO4 and NaCl on COD removal of emulsion wastewater Fig.2 Effects of different ratio of H2SO4 and NaCl on turbidity removal of emulsion wastewater
2.1.2 最佳加热温度确定 在7个250 mL锥形瓶中注入200 mL水样并依次加入0.75 mL 98%H2SO4,按H2SO4与NaCl质量比为1∶1,分别于25 ℃,50 ℃,60 ℃,70 ℃,80 ℃,90 ℃,95 ℃下水浴加热2 h,静置数小时后测COD及浊度.
在加热实验中,发现温度对COD去除率和浊度的影响都非常大.加热对破乳效果的影响如图3所示.从图3可以看出,在25 ℃~50 ℃时下层水样浊度基本无变化且浊度较高;在50 ℃~70 ℃时,下层水样浊度明显降低;在70 ℃~95 ℃时,浊度去除率基本达到最大水平,95 ℃时可以达到最高的99.65%浊度去除率,此时下层水样表现出清亮的棕红色且油水基本实现彻底分离.产生这些现象的原因是当温度低于70 ℃时,乳化液体系油水界面膜难以破坏,油水分离达不到明显的效果,尤其是当温度在25~50 ℃时,温度变化并不能影响到乳化液体系油水界面膜强度;当温度高于70 ℃时,界面膜强度大大降低,甚至破裂,同时分子热运动较高,油滴逐渐突破界面膜凝结聚并成为油相,油水实现分离[10].此外,随着温度的增加COD去除率则呈现出先微降后增再降的趋势,在70 ℃时达到最佳的COD去除率56.64%.在50 ℃~70 ℃时,COD去除率基本保持随着温度的增加而增加;而当温度高于70 ℃时,COD去除率出现下降,这与破乳过程中乳化剂层的不断减少密切相关,随着温度的升高使得稳定的乳化液体系逐渐出现了油水界面的分层,下层为具有一定浊度的黄色水层,中间层为灰白色的乳化剂层,上层为油层.而温度进一步增加灰白色的乳化剂层消失,可以判断为乳化剂大量进入下层水层,使得下层水样COD浓度增大.因此,实验确定最佳加热温度为70 ℃.

图 3 温度对破乳效果的影响 图 4 加热时间对破乳效果的影响 Fig.3 Effects of temperature on result of demulsification Fig.4 Effects of heating time on result of demulsification
2.1.3 最佳加热时间确定 取500 mL的水样于锥形瓶中,注入3.75 mL 98%H2SO4,按98% H2SO4与NaCl质量比为1∶1加入NaCl,在70 ℃下水浴加热,于30 min,60 min,90 min,120 min,150 min,180 min分别取样测定COD及浊度.加热时间对破乳效果的影响如图4所示.从图4可以看出,随着加热时间的增加浊度去除率增加,浊度随加热时间的延长呈现下降趋势,在30~120 min 浊度去除率增加明显,随着加热时间的进一步延长,浊度去除率趋于平缓,在180 min时浊度去除率达到最大的93.97%;而COD去除率随加热时间增加呈现先增加后缓慢降低的趋势,当加热时间为180 min时,COD去除率开始下降,考虑到150 min时COD去除率最高且该时间能够完成大部分的油水分离,因此将加热时间控制在150 min,以获得节约成本和降低能耗.
2.2 Fenton氧化实验与
2.2.1 最佳H2O2用量确定 酸性条件下,Fenton氧化的效果较好,实验先固定反应pH值为3[11-12].经上述条件破乳后的pH值为1.95,因此需调节pH.取调节pH=3后的酸析水样100 mL于6个250 mL烧杯中,加入FeSO4·7H2O 1.0g,分别投加5 mL,10 mL,15mL,20mL,25 mL,30 mL 30%H2O2,静置反应1 h后,测COD.
Fenton氧化过程中,H2O2在Fe2+的催化作用下离解出·OH,H2O2投加量越多,水中·OH含量也越多,因此有机物能够迅速被降解,COD去除率随之增大,从图5可以看出,废水的COD的去除率呈现出随着H2O2用量的增加而增加的趋势,在H2O2用量达到300 mL/L时,COD 去除率达到最大值65.1%;尽管COD的去除率随着H2O2用量的增加而增加,但当H2O2用量增大到200mL/L时,实验发现废水开始沸腾,特别是当H2O2用量为300 mL/L时,废水出现爆沸喷出反应器的情况并放出大量的热.因此从安全可靠性和最大降解废水中污染物出发,将H2O2的最佳用量控制为250 mL/L.
2.2.2 最佳Fe2+用量确定 将酸析后水样的pH调节至3后,分别取100 mL水样于6个250 mL烧杯中,固定H2O2的用量25 mL,分别加入0.4 g,0.6 g,0.8g,1.0 g,1.2g,1.4 g FeSO4·7H2O,静置反应1 h后,测COD.
Feton试剂中Fe2+引发并且促成H2O2的分解,从而产生羟基自由基,如果Fe2+浓度过低,反应进行缓慢;而Fe2+浓度过高会发生反应:Fe2++·OH→Fe3++HO-,使得Fe2+自身被氧化成Fe3+,·OH的量也随之减少,Feton试剂降解有机物的能力下降[13].FeSO4·7H2O用量对废水COD去除率的影响如图6所示.从图6可以看出,FeSO4·7H2O 的用量较低时,COD去除率比较低,随着FeSO4·7H2O 的用量增大,COD去除率也逐渐增大,在6 g/L时达到最高值64.7%;当FeSO4·7H2O用量在6~14g/L 时,废水的COD 去除率有所下降,说明过高的Fe2+浓度抑制了反应的进行,另外过高的Fe2+浓度不仅消耗药剂而且使出水色度增高,因此FeSO4·7H2O 的最佳用量为6 g/L.

图 5 H2O2用量对废水COD去除率的影响 图 6 FeSO4·7H2O用量对废水COD去除率的影响 Fig.5 Effects of H2O2dosage on COD removal of wastewater Fig.6 Effects of FeSO4·7H2O dosage on COD removal of wastewater

图 7 pH值对废水COD去除率的影响Fig.7 Effects of pH on COD removal of wastewater
2.2.3 最佳pH确定 Fenton试剂是在酸性条件下发生作用的,中性和碱性条件不能使Fe2+催化H2O2产生·OH[14].用NaOH或浓硫酸溶液调节不同pH值,取其水样100 mL于5个250 mL烧杯中,各加入25 mL 30%H2O2,分别投加0.6 g FeSO4·7H2O,反应时间为1 h,考察pH值为2,3,4,5,6时对COD的去除率.

表 1 Fenton氧化前后废水pH对比Table 1 Comparison of pH of wastewater before and after Fenton oxidation
pH值对废水COD去除率的影响如图7所示.从图7可知,pH为2~6之间时,COD的去除率总体保持较高的COD去除率,基本保持在62.3%~65.7%浮动,pH为3时COD去除率最大.从整个反应体系来说,pH值对于Fenton氧化的影响较小,pH值只是会影响反应的速率,只要维持反应所需的酸性环境就可以使反应顺利进行.另外,Fenton氧化前后废水pH对比见表1.从表1可以看出,pH值都会降低到一定的范围,因此只要保持酸性环境就可以使反应进行下去.因此,可以认为pH为3能够满足反应体系的酸性环境且对COD的去除最好.
2.3 混凝沉淀
废水经破乳和Fenton试剂氧化后COD降至14 435 mg/L且呈酸性,为了进一步降低COD和进行后续的处理,需对废水的pH进行调节.实验将pH值调节至8,曝气0.5 h后投加PAC进行混凝处理,结果表明投加5 g/L的PAC混凝剂可使COD降至10 156 mg/L,其B/C由破乳后的0.13提高到0.45,可生化性明显改善.
3 结 论
(1) 在加热条件下,H2SO4和NaCl的加入能够破坏乳化液的稳定性,促进破乳.在100 mL乳化液中加入0.75 mL 98%H2SO4,98%H2SO4与NaCl质量比为1∶1,温度为70 ℃,时间为150 min条件下,乳化液废水的浊度和COD的去除率分别达到93.73%和56.95%.
(2) 考虑到破乳后的废水COD浓度依然很高,因此采用Fenton氧化法进行进一步处理,在pH=3,H2O2用量为250 mL/L,FeSO4·7H2O用量为6 g/L时,COD去除率可达33.46%,进一步调节pH至8,曝气投加PAC沉降后,COD降至10 156 mg/L,其B/C由破乳后的0.13提高到0.45,可生化性提高较大.
(3) 仍须指出的是,经过混凝沉淀处理后的废水污染物浓度依然很高,难以达到排放标准,但生化性明显改善,因此可以考虑活性污泥法等生化处理工艺.另外,实验采用浓硫酸、NaCl作为酸析和盐析联合破乳的试剂,但实验中NaCl促进破乳能力有限,因此可以考虑投加MgCl2、AlCl3等盐类以促进破乳,进而降低破乳药剂的使用.
参考文献(References):
[1] 徐明,甘胜,贺峰,等.机械加工废乳化液处理技术的研究进展[J].安徽化工,2010,36(5):62-65.
XU M,GAN S,HE F,et al.Development of the research on the treatment of emulsifying wastewater in mechanical processing[J].Anhui Chemical Industry,2010,36(5):62-65.
[2] 刘宏.化学破乳特性与高分子聚合物破乳[J].工业水处理,2000,20(9):22-24.
LIU H.Researches on the influence factors of chemical demulsification and demulsification of high polymer[J].Industrial Water Treatment,2000,20(9):22-24.
[3] 王海林,郭振英,杨绿,等.冶金行业乳化液废水处理技术与进展[J].环境工程, 2009,27(S1):143-148.
WANG H L, GUO Z Y, YANG L,et al.Treatment technique of wastewater from metallurgical industry and its progress[J].Environmental Engineering,2009,27(S1):143-148.
[4] 涂湘激,刘显贵.高浓度超稳定废乳化液破乳工艺研究[J].机械设计与制造,2009(6):263-264.
TU X J,LIU X G.A combination process on demulsification of high concentration oil-bearing wastewater[J].Machinery Design & Manufacture,2009(6):263-264.
[5] 刘国强,王铎,王立国,等.膜技术处理含油废水的研究[J].膜科学与技术,2007,27(1):68-72.
LIU G Q,WANG D,WANG L G,et al.Membrane technologies applied to oily wastewater treatment[J].Membrane Science and Technology,2007,27(1):68-72.
[6] 李洪瑞.机械加工切削液废水的处理研究[D].哈尔滨:哈尔滨工业大学,2012:16-20.
LI H R.Research on treatment of machining cutting fluid wastewater[D].Harbin:Harbin Institute of Technology,2012:16-20.
[7] 刘宏.电解质破乳特性研究[J].江苏理工大学学报(自然科学版),2000,21(2):27-29.
LIU H.A research on the characteristics of electrolyte emulsion breaking[J].Journal of Jiangsu University of Science and Technology(Natural Science),2000,21(2):27-29.
[8] 蒲维肖,刘丹丹,王志强,等.加热酸化-Fenton氧化处理乳化液废水[J]. 环境工程学报,2013,7(10):4027-4031.
PU W X,LIU D D,WANG Z Q,et al.Treatment of emulsion wastewater with heating and acidification-Fenton oxidation[J].Chinese Journal of Environmental Engineering, 2013,7(10):4027-4031.
[9] 李延珍.废金属切削液中的废水处理工艺的研究[D].长春:长春工业大学,2016:16-20.
LI Y Z.Study on wastewater treatment process of waste metal cutting fluid[D].Changchun:Changchun University of Technology,2016:16-20.
[10] 孙倩云,刘书,崔斌.加热与酸化与芬顿试剂对乳化液处理效果的研究[J]. 四川环境,2014,33(5):19-26.
SUN Q Y,LIU S,CUI B.Study on treatment of emulsion wastewater by heating acidification and Fenton oxidation[J].Sichuan Environment,2014,33(5):19-26.
[11] 李正要, 汪莉,宋存义,等.乳化液废水处理方法[J].北京科技大学学报,2003,25(3):203-206.
LI Z Y,WANG L,SONG C Y,et al.Method of treating waste emulsion[J].Journal of University of Science and Technology Beijing,2003,25(3):203-206.
[12] CHAMARRO E,MARRO A,ESPLUGAS S.Use of Fenton reagent to improve organic chemical biodegradability[J].Water Resource,2001,35(4):15-17.
[13] 毛谙章,彭娟,冯凡让.加温酸化-Fenton-水解酸化-MBR处理废切削液[J].合成材料老化与应用,2016,45(4):85-89.
MAO A Z,PENG J,FENG F R.Treatment of waste cutting fluid with heating and acidification-Fenton oxidation-hydrolytic acidification and MBR[J].Synthetic Materials Aging and Application,2016,45(4):85-89.
[14] 朱新锋,张乐观,李朝辉,等.粉煤灰协同非均相Fenton法处理焦化废水的研究[J].水处理技术,2010,36(12):59-62.
ZHU X F,ZHANG L G,LI Z H,et al.Study on the treatment of coking wastewater by heterogeneous Fenton process combined with fly ash[J].Technology of Water Treatment,2010,36(12):59-62.
