船用高强钢埋弧焊材焊接工艺
2018-03-19黄江中郝建宏王洪亮
孙 强,秦 颖,黄江中,郝建宏,王洪亮,艾 伟
(海洋石油工程股份有限公司,天津300452)
0 前言
埋弧焊是一种高效焊接方法,针对船用高强钢的特点和应用环境要求,以AWS D1.1-2015《美国钢结构焊接规范》为验收标准,采用4种牌号埋弧焊材对32 mm壁厚的D36钢板进行埋弧焊接工艺评定试验。通过拉伸、弯曲、冲击、硬度和宏观金相检测研究其焊接接头力学性能,为船用高强钢埋弧焊材料选择提供参考。
1 焊接方法和焊接材料
试验材料为D36钢板,其化学成分和力学性能实测结果见表1、表2。试板尺寸1300mm×300 mm×32 mm。考虑到生产效率、焊缝质量和设备实际情况等,选择埋弧焊进行焊接。
D36是低碳钢应选用与母材相匹配的焊接材料,根据埋弧焊热输入量高的工艺特点选取合金成分略高于母材的焊丝并配中性焊剂且焊剂满足快速焊,电弧燃烧稳定、熔渣具有适宜的熔点、黏度和表面张力,焊道与焊道间以及焊道与母材间充分熔合,过渡平滑无明显咬边,脱渣容易,焊缝表面成形良好,焊接过程中产生的有害气体较少。为获得低温韧性良好的焊接接头,选择低氢型焊丝及焊剂。本研究通过对比选取GWL-W14H&GXL-101、GWLW14H&GXL-101、H-14&S-707T、CHW-S3&CHF101四种牌号焊丝及焊剂。焊材的化学成分如表1所示。

表1 Hastelloy C-276镍基合金和ERNiCrMo-4焊丝化学成分%

表2 D36钢的力学性能
2 焊接工艺试验
采用X型对称坡口,埋弧焊接工装合理,避免出现焊接变形、根部未熔合、未焊透及夹渣等焊接缺陷;焊前清理坡口,坡口内部无金属屑、毛刺、熔渣等,坡口周围25 mm范围无锈蚀、油污、氧化皮、水分等杂质,直至露出金属光泽;埋弧焊采用碱性焊剂,严格烘干,保存在不低于260℃的保温箱内,随取随用;焊前预热,将坡口两侧75~100 mm宽的区域加热到65℃,层间温度高于预热温度,但低于200℃。焊接过程中尽量减小拘束度,合理安排焊道次序,以降低焊接变形和残余应力。
埋弧焊工艺参数见表3。焊接坡口如图1所示,采用平焊位置。

表3 焊条电弧焊和埋弧焊工艺参数
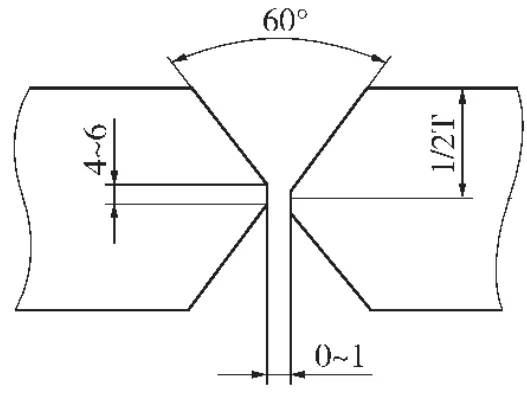
图1 焊接坡口尺寸
从脱渣性、造渣和熔池保护情况两方面对比4种埋弧焊材,GWL-W14H&GXL-101综合表现较好;T Union SA EH12K&T-UV 618脱渣性较差;H-14&S-707T脱渣性稍差,焊渣内表面保护熔池一侧有2~5 mm的窝状气孔,由此造成金属表面暗斑;CHW-S3&CHF101焊材脱渣性较好,但在金属表面形成了1~2 mm的较小暗斑。
3 焊接工艺评定
按照AWS D1.1:2015标准要求,焊后进行外观、超声波、磁粉及射线探伤检测,结果全部合格。检查焊缝外观质量,焊缝外形均匀美观,无表面气孔、夹渣、咬边、裂纹等缺陷。
按照AWS D1.1:2015标准划线切割制取合适的力学性能试样,分别进行拉伸、弯曲及冲击试验,进行硬度和宏观金相检测。
3.1 拉伸试验
AWS D1.1:2015标准要求试样焊缝的抗拉强度不小于母材的最小名义抗拉强度。拉伸试验结果如表4所示。

表4 焊接接头拉伸试验结果
由表4可知,试样断裂在母材位置,表明焊缝拉伸强度高于母材。试验结果表明,这4种埋弧焊材焊接的D36钢接头的拉伸性能符合相关标准要求,焊缝接头性能合格。
3.2 弯曲试验
弯曲试验执行AWS D1.1:2015标准,沿厚度方向截取4个弯曲试样进行侧弯试验。弯曲试验条件为压头直径50 mm,弯曲角180°,试验结果均满足标准要求。
3.3 冲击试验
冲击试验执行ASME SA370-12标准,结果如图2所示。由图2可知,D36钢焊接接头的焊缝及热影响区冲击性能满足标准-40℃冲击韧性要求,单个冲击功AkV≥27 J,平均吸收功AkV≥34 J,接头性能合格。
3.4 硬度和宏观试验

图2 -40℃焊接接头冲击试验结果
硬度和宏观试验执行ASTM E384-11E1标准。试件的焊缝宏观形貌如图3所示。通过宏观检查,发现焊缝完全焊透、无裂纹等缺陷。宏观试验后按图4所示分别对接头上、中、下表面进行维氏硬度测量,结果如图5所示。硬度检测结果表明,D36钢焊接接头的焊缝及热影响区硬度值均低于相关标准要求的上限值,符合标准要求。
3.5 金相组织观察
观察各焊材根部焊缝金相显微组织,如图6所示,各试件组织以铁素体(F)为主。
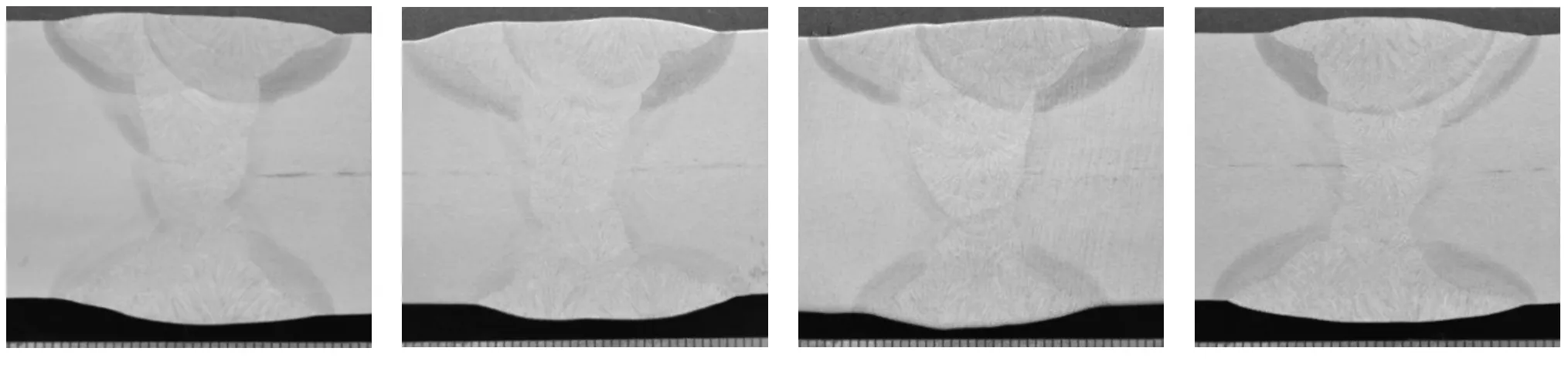
图3 焊缝宏观形貌

图4 焊接接头硬度测量点位置示意
其中铁素体(F)分为条块状先共析铁素体(QF)和细小的针状铁素体(AF)。本试验中各试件金相组织以条块状先共析铁素体(QF)为主,伴有很少量的针状铁素体(AF)。条块状先共析铁素体(QF)具有较好的强度和塑性,低屈强比,高应变硬化能力。针状铁素体(AF)具有较高的强度和良好的韧性,连续的屈服行为和较高的形变强化能力。

图5 D36钢焊接接头HV10硬度分布


图6 焊缝中心金相组织
4 结论
通过对4种牌号焊材焊接D36钢的焊接性分析,T Union SA EH12K&T-UV 618与H-14&S-707T脱渣性差易产生夹渣等焊接缺陷,H-14&S-707T与CHW-S3&CHF101内侧有窝状气孔,排除操作烘干因素,焊剂纯度差会导致此种情况发生,焊缝表面有暗斑,影响外观质量;无损检测和力学性能检测结果表明,焊接接头性能均符合AWS D1.1:2015标准要求,相比较H-14&S-707T冲击性能较差。
[1]AWSD1.1-D1.1M-2015Structuralweldingcode-steel[S].2015.
[2]ASME SA370-12[S].
[3]ASTM E384-11E1[S].
[4]AWS/ASME A5.01[S].
[5]AWS A5.17/ASTM SFA-5.17[S].
[6]EN ISO 14171-A[S].
[7]JIS Z3183[S].
[8]GB 712-2011[S].
