Q345船舶钢激光填丝焊工艺试验研究
2018-03-19苗雨王克鸿王天驰沈洋
苗雨,王克鸿,王天驰,沈洋
(南京理工大学 材料科学与工程学院,江苏 南京 210094)
0 引言
激光功率、送丝速度是激光填丝焊接中的重要工艺参数,填丝焊是通过激光热源提供能量将焊丝进行熔化。另外,在激光填丝焊中,光丝距离影响着焊丝的熔化方式,甚至于关系到能否熔化[1-3]的问题。
1 试验材料及设备
采用9mm厚的Q345钢板进行工艺实验。实验所选用的焊丝为H08Mn2SiA,其力学性能稍高于母材,焊丝直径φ1.2mm,具有良好的指向性、送丝稳定性和较高的屈服强度,并且还有较好的刚直度[4]。选取TPS5000焊接电源,水冷焊枪、KUKA的KR16机器人系统, Precitec公司的YW52焊接头[5-6]。
2 Q345激光填丝焊工艺研究
2.1 激光功率的影响
保持其他参数不变,送丝速度6m/min,光丝距离为0.2mm,送丝方式为前送丝,激光功率以千瓦为递增单位,从3 000W到6 000W逐渐递增。
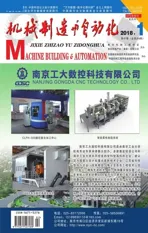
如图1所示,焊缝熔深熔宽随着激光功率的增大而逐渐增加。原因为激光功率增加导致功率密度增加,从而熔深增大;熔宽变化幅度不如熔深变化大。
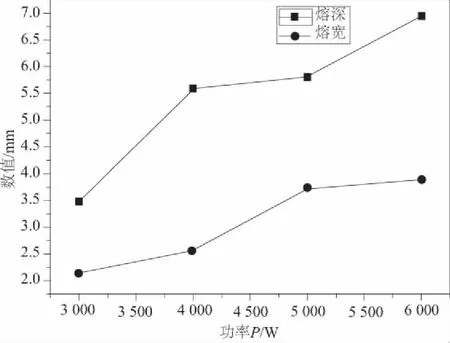
图1 激光功率与熔深熔宽的关系
2.2 光丝距的影响
激光填丝焊工艺中的光丝距离DLA是一个非常重要的参数。华中科技大学的余阳春认为在做激光填丝焊时,光丝距离在-0.35mm≤DLA≤ 0.65mm时,焊丝与激光有着最佳能量匹配关系。因此本实验在其理论基础上,采用了-2mm,-1mm,0mm,+1mm,+2mm这5个不同的光丝距离来研究光丝距与焊接过程稳定性之间的关系。其他实验参数不变,功率为8kW,送丝速度为6m/min。
当光丝距为+2mm时,激光与焊丝作用距离较远。原因是送丝速度较快,由于焊丝没能及时熔化,其顶到焊板之后送丝方向发生偏离,并对送丝系统形成一个反作用力,影响送丝系统的精度和使用寿命,并进一步导致焊接过程不稳定,整个过程焊丝并没有熔化,或者熔化很少。如图2所示。

图2 DLA=+2 mm时丝未熔化图
当光丝距为-2mm时,焊丝完全遮挡住激光,因为激光直接作用于焊丝,焊丝熔化的快,飞溅量特别大,焊丝大部分飞溅,只有少部分进入了熔池。如图3所示。

图3 DLA=-2 mm时的断丝
当光丝距为-1mm~1mm时,焊接过程相对稳定,焊丝得到了稳定的熔化,因此在DLA处于-1mm~+1mm之间时,能得到成型良好的焊缝。原因是光丝距合适,这3种能量才能共同作用于焊丝,形成了成型良好的焊缝。

图4 DLA=0 mm时的熔池形貌
2.3 送丝速度的影响
保持其他参数不变,激光功率为5 000W,光丝距离为0mm,送丝方式为前送丝。送丝速度以2m/min为递增单位,从2m/min~8m/min逐渐递增。
图5为送丝速度与工件熔深熔宽之间的关系。可以看出,随着送丝速度的增大,熔深熔宽都减小。原因是激光功率不变,当送丝速度加快,即同一时间内有更多的焊丝进入熔池,激光在能量分配的时候,更多一部分能量用来熔化焊丝,因此工件熔深熔宽随着送丝速度的增大而减小。
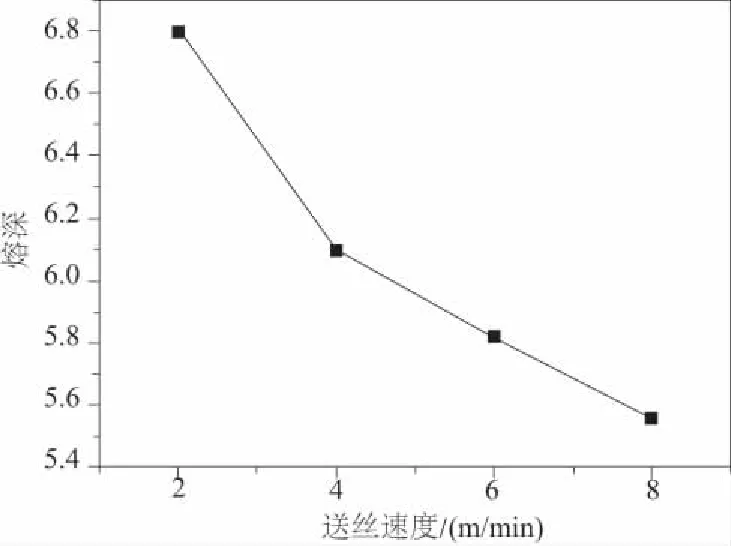
图5 送丝速度与熔深熔宽的关系
3 试验结果及分析
通过工艺试验,得出最佳工艺参数:激光功率8 000W,光丝距0mm,送丝速度5.6m/min。在最佳参数下,9mm厚Q345船舶钢板在不开坡口的前提下能一次性焊透,成型良好。但焊缝缺陷及成分的变化会导致焊接件力学性能的下降。
3.1 Q345船舶钢激光填丝焊接头显微组织分析
图6为Q345船舶钢激光填丝焊接头200倍、500倍光学显微镜下的组织形貌。由图可见,焊缝区组织沿着垂直于熔合金属交界线的方向成长。组织成分为贝氏体和少量马氏体组织。熔融金属在焊缝冷却的过程中,会沿着热扩散的方向形成结晶,即为柱状晶。
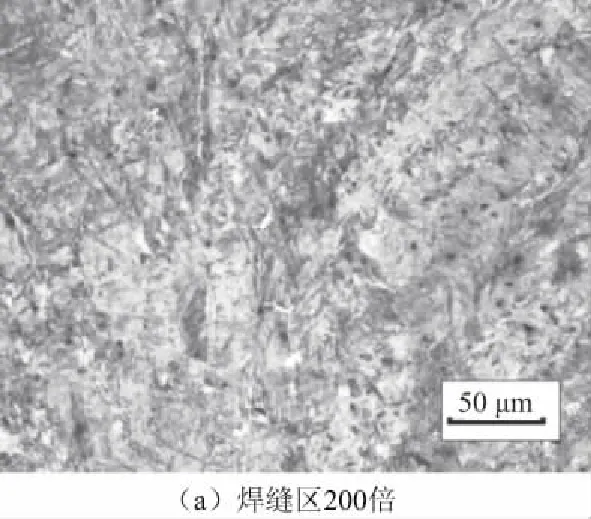
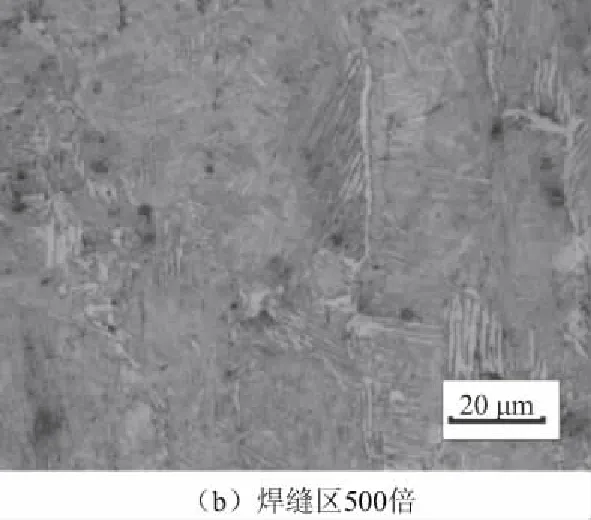
图6 激光填丝接头不同倍数下的组织图
焊接过程中热输入量较大,晶粒显著粗化,微观组织含有大量粗大过热魏氏体和贝氏体。热影响区窄,晶粒比母材大,交错排布。这是由于熔池在高能量作用下,停留时间短,温度梯度大,热影响区温度梯度小,因此在温度差异及成分差异的共同作用下,焊缝内部及热影响区表现为不同的组织形貌。
图7(a)、图7(b)为Q345船舶钢激光填丝焊熔合线附近区域以及热影响区100倍、500倍光学显微镜下的组织形貌。Q345热影响区中靠近焊缝区,由于此区间温度较高加之冷却速度较快,得到了一定的淬硬组织,可观察到明显的羽毛状上贝氏体和板条马氏体;还可以看出,因为熔池只有激光的作用,没有电弧的耦合,与母材相邻的柱状晶的取向与母材基本一致。
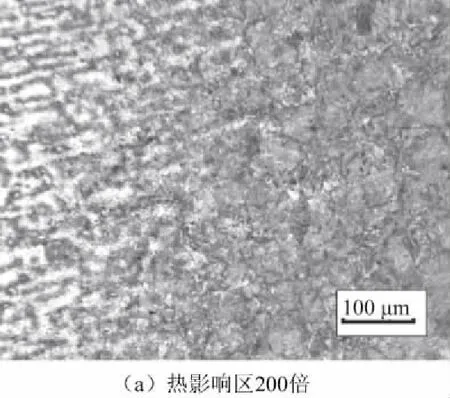
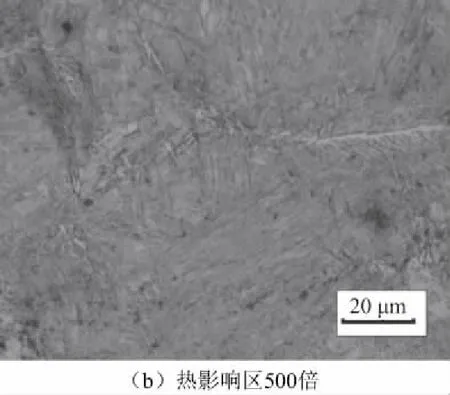
图7 激光填丝接头不同倍数下的组织图
图8为Q345热影响区中的不完全结晶区,由于此区间温度在合金的重结晶温度范围,因此有在晶界处重新形核长大的趋势。
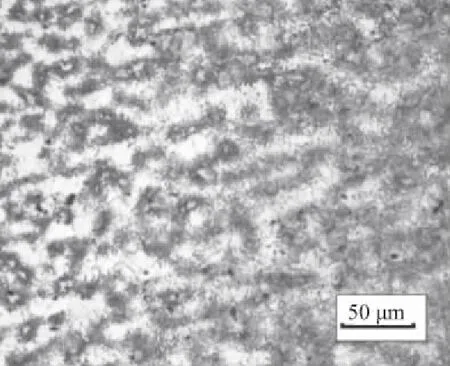
图8 不完全重结晶区200倍
3.2 焊接接头力学性能测试
1) 硬度
由图9可知,填丝接头焊缝宽度为1.8mm。从图9中可以看出,焊缝的硬度最大,达到340HV左右,热影响区次之,母材的硬度最小。
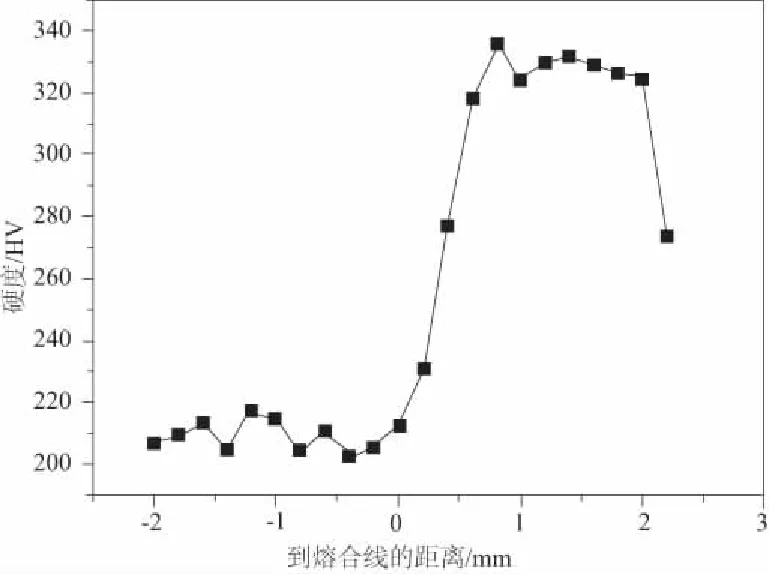
图9 激光填丝焊接头硬度曲线
2) 拉伸性能
焊接接头拉伸试样根据金属材料室温拉伸试验国家标准GB/T 228.1-2010,拉伸样均断裂于母材,说明焊件抗拉性能良好。
4 结语
本文通过使用光纤IPG YLS-10000多模激光器以及福尼斯TPS5000焊机对9 mm厚的Q345船舶钢进行了激光填丝焊接工艺试验的研究。
研究了工艺参数对焊缝表面成型及熔深熔宽规律及焊缝质量的影响,并进一步研究了焊接接头的一些相关组织和影响力学性能的一些因素,得出以下结论:
1) 激焊缝熔深受激光功率的影响较大。功率增大,熔深呈线性规律增加。在6 000W~8 000W之间,热源耦合效果较好,焊缝成型最佳。
2) 光丝距>+2mm时,激光对焊丝的作用微弱,成型效果类似于激光自熔焊。当激光束和焊丝重叠,并且重叠的部分达到-2mm时,因为激光直接作用于焊丝,焊丝熔化的快,焊丝大部分飞溅,只有少部分进入了熔池。只有光丝距DLA处于-1mm~+1mm之间时,才能得到成型良好的焊缝。
3) 激光填丝焊接中随着送丝速度的增加,熔深熔宽呈现减小的规律。因为激光在能量分配的时候,更多一部分能量用来熔化焊丝,造成了熔深熔宽减小。
[1] 杜汉斌,胡伦骥,胡席远. 激光填丝焊技术[J]. 航空制造技术,2002(11):60-63.
[2] Sun Z, Salminen A S. Current Status of Laser Welding with Wire Feed[J]. Materials and Manufacturing Processes, 1997, 12(5):759-777.
[3] 刘建华, 胡伦骥, 骆红. 薄板激光填丝焊工艺研究[J]. 汽车技术, 1997, 18(3):40-44.
[4] 王文政, 张永康, 姜福银, 等. 20钢光纤激光填丝焊工艺与焊缝组织的研究[J]. 热加工工艺, 2013, 42(19):26-29.
[5] M.J. Zhang, G.Y. Chen, Y.Zhou, S.C. Li, H. Deng. Observation of spatter formation mechanisms in high-power fiber laser welding of thick plate [J]. Applied Surface Science, 2013, 280: 868- 875.
[6] G. Sierra, P. Peyre, F. Deschaux-Beaume, D. Stuart,G. Fras. Steel to aluminum key-hole laser welding[J]. Materials Science and Engineering A , 2007, 447: 197-20.