一种手机镜片模具模仁表面雾化加工新方法
2018-02-18高贾顺
高贾顺
(厦门海洋职业技术学院机电工程系,福建 厦门361000)
0 引言
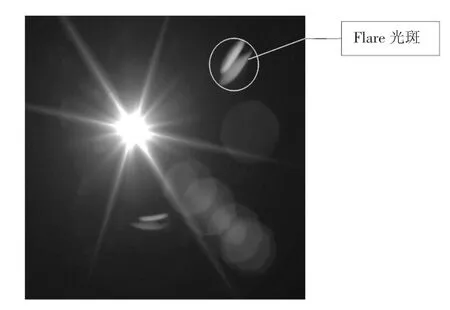
图1 白光光源下的Flare光斑

图2 手机镜头
近几年,随着科技的发展,人们对手机镜头品质的要求越来越高。有时人们会发现手机拍出的照片上多了一些红色、黄色等Flare光斑(见图1),其原因是镜头外光线从镜头通光孔射入镜片后经过若干次几何光学反射和折射,照射到镜片的非有效径表面(见图2),又经过一系列折射和反射后与正常光线一起被传感器接受,通过软件解析最终形成“失真”照片。为消除Flare光斑,需要解决光线传播到镜片非有效径表面的问题,即需要把传播到镜片非有效径表面光线“打散”(漫反射)。目前手机镜头中的镜片绝大部分均采用注塑成型,本研究需要解决注塑模具模仁非有效径表面雾化问题。当前主流的雾化工艺是雾化结果较为相似的喷砂处理工艺和EDM雾化工艺[1-5]。喷砂雾化和EDM雾化后模仁非有效径表面雾化颗粒感较明显且具备一定的光学雾化效果。一般情况下喷砂时砂粒尺寸越小,EDM凹坑越精细,反光亮度越低,雾化效果越显著,但是凹坑尺寸不均匀以及表面纹理规则程度低致使一些高端手机镜片模具模仁非有效径区域雾化效果并不理想。基于以上原因研究者想出了其他雾化处理工艺,譬如在镜片模具模仁非有效径区域利用激光打孔机床打盲孔,其雾化效果较理想,表面纹理规则程度高,但激光加工容易灼伤模仁光学有效径表面影响光学成像效果。在不破坏手机镜片模具模仁有效径区域前提下为使非有效径区域具备有规律可寻理想雾化效果,本研究提出利用超声波切削加工模仁非有效径区域的新方法。
1 理论分析
超声振动切削从微观上看是一种脉冲性振动切削[6]。在单个完整全振动周期中,超过70%时间的里刀具与被加工工件、切屑彻底分离,刀具的有效切削时间比较短。刀具与被加工工件以及切屑断续性接触,这就使得刀具所受到的摩擦力变小,所产生的热量急剧减少,切削力显著下降,避免了普通切削产生时的“让刀”现象,并且不产生积屑瘤。当刀具的振动方向和工件在机床工作台上的运动方向平行时(见图3),在常用机床上就可以进行精密加工平面度、圆度、圆柱度、平行度、直线度等。工件形位公差主要取决于加工时机床主轴及导轨精度,最高可达到接近零误差,使以车代替磨、以钻代替铰、以铣代替磨成为可能。与高速硬切削相比,超声波加工不需要高的机床刚性,而且不破坏被加工工件表面金相组织。在曲线曲面轮廓零件的精加工中,可以借助数控车床、加工中心等进行仿形加工,可以节约高昂的数控磨床购置费用[6-7]。当工件运动方向与刀具振动方向不在一条直线上时(见图4),工件表面被加工出锯齿状的纹路。纹路轨迹取决于振动形式、振幅、刀具前角、刀具后角、频率和工件运动速度。本研究选取弯曲振动形式来验证利用超声振动切削加工镜片模具模仁非有效径雾化表面的可行性。
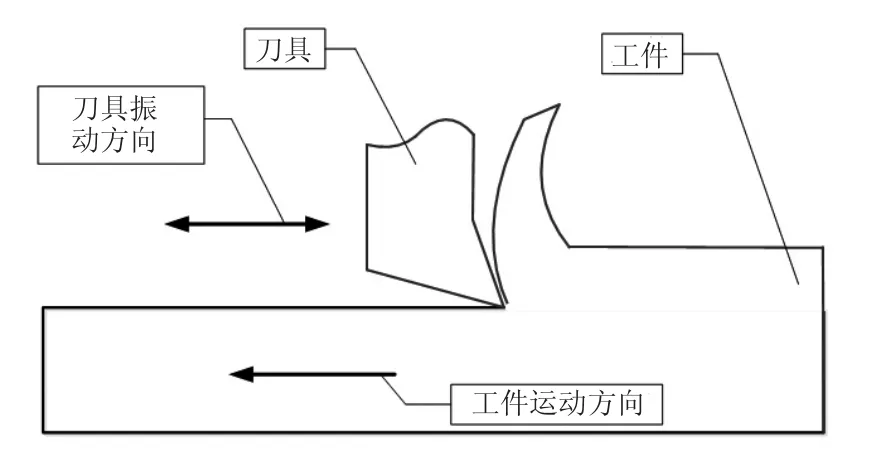
图3 刀具振动方向和工件运动方向平行

图4 刀具振动方向和工件运动方向不平行
夹心式弯曲振动换能器是在两圆形金属棒之间装夹有一组半圆形的压电陶瓷片,并适当安排极化方法,通过螺钉施加预紧力而构成[8-10]。夹心式弯曲振动换能器的压电陶瓷是半圆形的,并且上半片与下半片极化方向完全相反,由四个陶瓷半圆片组成,这与纵向振动夹心压电陶瓷换能器结构有所区别。由于压电陶瓷本身的伸缩特性,当施加模拟驱动电压时夹心式弯曲振动换能器就会产生伸缩运动。在模拟驱动电压为正的半个周期内,上侧压电陶瓷伸长,下侧压电陶瓷收缩;在模拟驱动电压为负的半个周期内,效果则刚好相反,这样就形成了弯曲振动形式,本研究采用的就是弯曲振动。在提高面型精度的前提下,超声振动要求刀具振动方向与切削方向一致,刀尖振动方向与工件的线速度不一致时,理论上可以加工出锯齿状雾化表面[4]。
在超声振动切削加工中刀尖的位移公式为:
式中,f为振动频率;A为振动幅度。
由上面两式可得刀尖的速度为:

假定被加工工件静止时,刀尖相对工件的偏角为θ,工件运动速度为v0,由上式可得刀尖相对工件的运动方程:

式中:x,z分别为刀尖相对于工件在x轴和z轴上的位移分量。
位移方程为:
由以上两式得出刀尖的运动轨迹(图5)。

图5 刀尖运动轨迹
2 实验验证
2.1 实验方案
本研究采用单因素实验法,对比超声振动加工方法和EDM电火花加工方法雾化表面效果。研究以雾化后工件表面反光亮度和表面纹理规则程度作为评价指标。表面反光亮度越低,表面纹理规则程度越高,雾化效果越好。
2.2 实验条件
超声振动加工方法采用自行搭建的系统(图6),系统频率为19.7 kHz,振幅为8 μm的弯曲振动切削加工系统,并将此系统搭建至数控车床(CKS6140)。刀具为PCD车刀刀片(聚晶金刚石)。工件材料为φ30 mm的STAVAX棒料,加工位置为棒料端面,端面加工时工件运动速度为600 r/min,进给量为10 μm,被吃刀量为 10 μm.

图6 超声振动车削系统
EDM电火花加工方法采用苏州新火花SPZ450机床(图7)。电极为紫铜电极。工件材料为φ30 mm的STAVAX棒料,加工位置为棒料端面。表1为EDM具体加工参数。
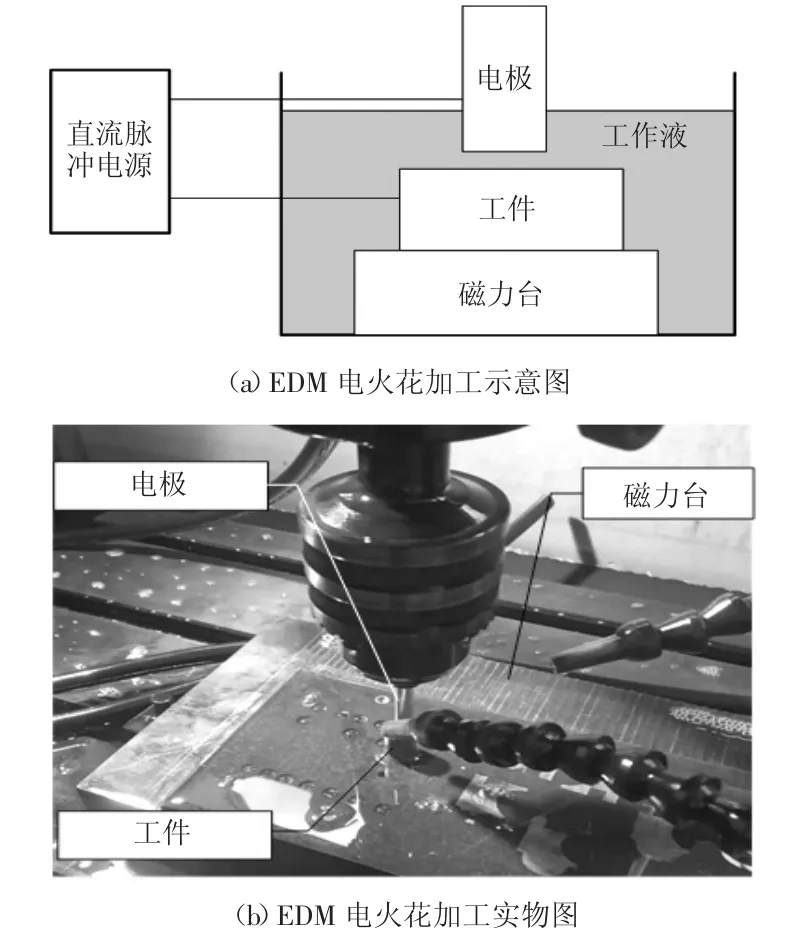
图7 EDM电火花加工

表1 SPZ450加工参数
2.3 实验结果
测量仪器为激光共聚焦显微镜(VKX100K)。结果显示:从表面纹理规则程度对比,相对图8,图9中有较明显的规则锯齿波纹,此波纹对于光学设计人员来说相较于EDM雾化表面分布较为规整,具有可预测性;从雾化后工件表面反光亮度对比,相对图9,图8中有较多的亮斑,反光亮度高,雾化效果不理想。利用超声波切削加工技术加工雾化表面的可行性得以验证。

图8 EDM雾化表面
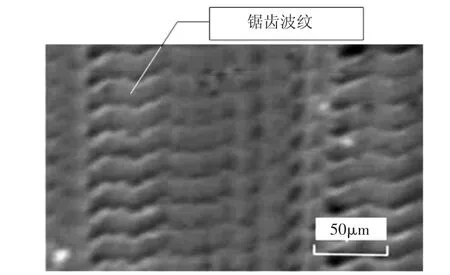
图9 超声切削雾化表面
3 结论
本研究提出一种加工雾化表面的新方法,即利用超声波切削技术加工雾化表面;研究了超声振动切削基本原理;分析了弯曲振动切削时刀尖运动轨迹并以此作为利用超声波切削加工雾化表面的理论基础;最终实验验证了利用超声波切削加工雾化表面的可行性。结果表明,利用超声波切削能够加工雾化表面,且此方法相较于电火花加工方法表面反光亮度底,表面纹理规则程度高。