预防锯弓锯割歪斜与校正方法
2018-01-17孙浩雷
孙浩雷
(甘肃钢铁职业技术学院,甘肃嘉峪关 735100)
0 前言
手持锯弓锯割,是机械类专业学生在中职教育阶段校内实训必须掌握的钳工基本技能之一。实训中,只有熟练掌握了基本锯割方法,才能正确地把工件制作出来。实训教学中,发现很多学生锯出的锯缝往往歪斜过大。
1 锯缝歪斜的不良影响
(1)锯割过程中锯缝歪斜,容易导致锯割尺寸超差(图1)、工件报废(图2)。
(2)锯割过程中,锯缝歪斜会使后续的加工余量增大(图3),加工效率降低。
2 锯缝歪斜原因
(1)装夹工件时,锯缝线没有按竖直线放置。
(2)锯条安装太松或相对于锯弓平面扭曲。
(3)锯削时用力不正确,锯削速度及推拉锯频率太快。

图1 锯割尺寸超差

图2 锯割工件报废
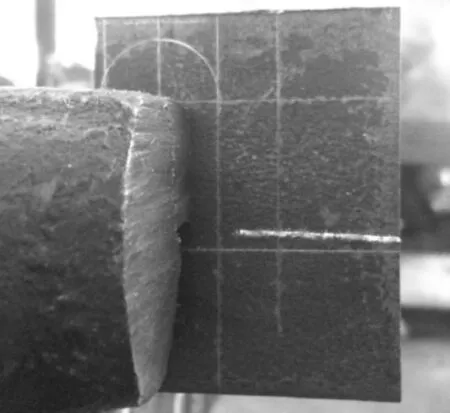
图3 加工量增大
(4)使用了磨损不均匀的锯条。
(5)起锯时尺寸控制不准确或锯路歪斜。
(6)锯削过程中,眼睛视线没有观察锯条是否与竖直线重合。
3 锯缝歪斜预防
(1)要保证锯条长度方向与工件侧面垂直,同时保证工件锯削线与虎钳钳口平面垂直或与钳口侧面平行(图4)。
(2)锯条安装时要拉至适当松紧(图5),松紧程度以用手扳动锯条感觉到硬实感即可。
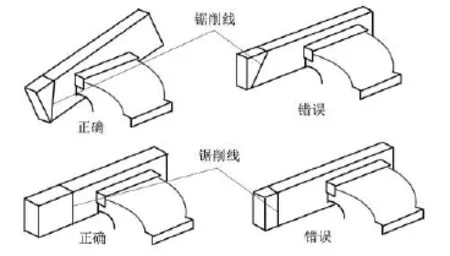
图4 保持锯削线正确
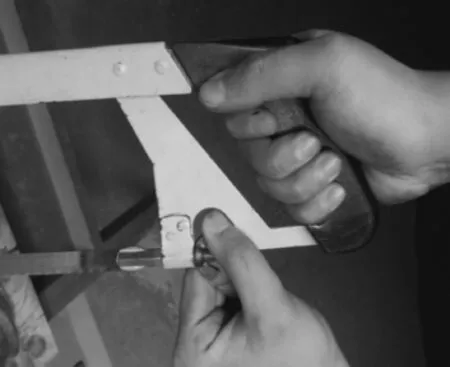
图5 锯条拉至适当松紧
(3)锯削时的推力和压力都主要由持锯弓的手控制,另一只手主要配合持锯弓的手扶正锯弓(图6),压力不要太大。推出锯时弓为切削行程,应施加压力,返回行程不切削、不加压力应自然拉回。工件将断时压力要小。
(4)在锯削开始前检查锯条的磨损程度,确保锯条的锯齿不存在磨损不均的情况。
(5)起锯时压力要轻,同时用拇指挡住锯条,使锯条正确地锯在所需位置上。起锯角不能太小,太小时锯齿不易切入、锯条易滑动且容易锯伤工作表面;起锯角也不能太大,否则容易造成锯齿被棱边卡住而崩裂锯条。起锯角一般是指锯条与水平面的夹角(图 7)。

图6 配合持锯弓的手扶正锯弓

图7 起锯角
(6)锯削过程中,眼睛视线必须始终观察锯条是否与竖直线重合,一旦发生歪斜应及时进行校正(图8)。
4 锯缝歪斜的校正方法
(1)二次起锯法。在锯缝歪斜起始部位进行二次重新起锯,持锯弓的手向下按压锯弓,另一只手向后拉锯弓。行程要长,速度要慢,反复锯削几次,使锯条锯到2~3 mm深度时,扶正锯弓逐渐使锯痕成水平,见图9、图10。
(2)反向校正法。在运锯的同时,辅助的手朝锯缝歪斜的方向用力,使锯条朝相反方向锯削。如图10,锯缝在1点至2点处发生歪斜,先从2点处开始进行校正,辅助的手朝左侧方向逐渐用力,使锯条齿部朝向右侧靠近锯削线方向进行锯削,达到2点至3点效果,然后再从3点开始校正,使锯条继续朝右侧进行锯削,达到3点至4点的效果,最后再在4点处进行校正。合格的锯缝见图12。

图8 及时校正歪斜
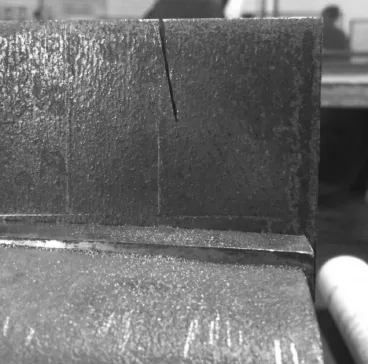
图9 锯缝歪斜
图10 参考锯缝线进行二次重新起锯
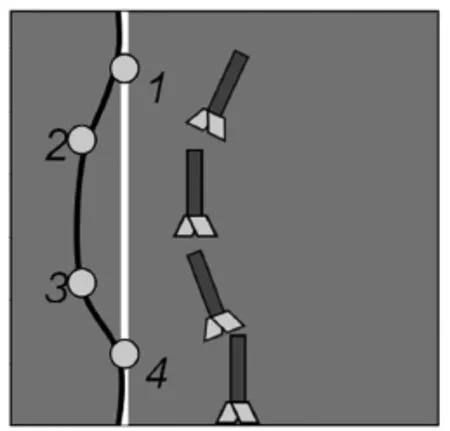
图11 锯缝歪斜校正路径

图12 合格的锯缝
5 校正注意事项
(1)校正过程中,左手用力不宜过大,以免锯条发生崩裂、失控,造成人身伤害。
(2)校正时,锯弓的行程应该增大但频率不能太快。
(3)锯缝歪斜过大时,不可强行校正,可采用二次起锯法进行校正,否则应放弃,从另一端起锯。
6 结束语
锯缝歪斜的预防与校正重点在于预防,也就是希望在锯削过程中能够严格按照锯削的操作标准进行作业,时刻关注锯缝的变化,尽可能通过一次锯削达到锯削要求。
锯缝歪斜的预防与校正难点在于校正,操作方法简单,但是对于辅助手的力量、锯弓行程及校正点的选择,这些技巧都需要适度把握,需要在实践中熟练掌握。
[1]田亚丁.关于钳工锯割技术的分析[J].企业技术开发,2015(2):99-99.
[2]杜祥荣.提高锯削质量的几点浅见[J].21世纪教育思想文献,2007(1):872-873.
[3]田京军.关于钳工锯削技术的分析[J].河南科技,2013(12):84-84.
[4]秦永康,张艳艳.浅谈钳工实训改革—趣味教学法的实施及意义[J].中国科技博览,2012(7):261-261.
