AP1000主设备锻件制造进度控制
2018-01-17刘石桥
刘石桥
(湖南桃花江核电有限公司,湖南益阳 413000)
0 引言
AP1000主设备(压力容器与蒸汽发生器)作为核岛关键主设备,是反应堆冷却剂的压力边界,是防止放射性物质外逸的第二道屏障。采用美国西屋公司的AP1000三代技术,设计寿命为60 a,其质量的好坏直接影响核安全性,因此对质量要求非常高[1]。同时,由于压力容器和蒸发器制造难度大,工期长,所以按时就位是确保工程进度的关键,必须合理安排其长周期原材料的采购计划,控制设备的制造进度周期,从而满足设备制造和交付的时间要求。AP1000主设备锻件作为长周期原材料,主要特点是尺寸大、重量重、工艺技术难度高,生产环节多和周期长。在核岛主设备的设计与制造中,锻件是对可靠性及总体进度影响最大的一项,因此,在主设备锻件制造过程中,进度控制将显得非常重要。
1 压力容器及蒸发器用锻件简介
|反应堆压力容器原材料锻件主要由顶盖、接管段、筒身段、过度锻、底封头、进出口接管和安注接管组成,采用的材料为SA-508 Gr.3 CL.1低合金钢。蒸汽发生器原材料锻件主要由上封头、上筒体D/E、锥体、下筒体A/B/C、管板和水室封头组成,采用的材料为SA-508 Gr.3 CL.2低合金钢[2]。
由于AP1000核电站单堆容量的增大,核电设备(RPV/SG)所用锻件的重量和尺寸也随之增加,锻件向着大型化的趋势发展。同时,为了确保核电站的安全可靠,并在运行期间易于检查,缩短在役检查的时间,尽量减少焊缝的数量,锻件也向着一体化的方向发展。且其设计寿命为60 a,运行周期内在高温、高压、高放射性等复杂工况下工作,对设备所用材料的要求也不断提高,除了要有较高的强度,较好的低温冲击韧性,较低的无塑性转变温度,一定的蠕变强度和抗腐蚀能力外,还需考虑具有优良的焊接性能和良好的抗中子辐照性能。其理想的使用组织为回火贝氏体。因此,设计寿命的增加以及严格的质量要求,使得锻件的制造难度大大增加,制造进度也不容易控制。
2 锻件制造进度控制
2.1 主设备安装与采购计划
核岛主设备的主要安装逻辑是压力容器支撑安装→压力容器就位→主管道移入→1#蒸汽发生器就位安装→2#蒸汽发生器就位安装→堆内构件、一体化顶盖组装与整体移入→SG永久支撑安装和临时支撑拆除。有些安装是交叉或并行的,例如,主管道移入后可先进行压力容器侧焊接。从安装顺序可以看出,压力容器及蒸器发生器的按时就位是确保工程进度的关键。因此,必须合理安排压力容器和蒸发器的采购计划,特别是长周期材料锻件的采购计划,以控制设备的制造进度周期,从而满足设备制造和交付的时间要求。
设备采购顺序可概述为技术规格书和数据表提交(主设备无数据表)→标书编制及发标→评标及合同谈判→合同签订→制造质保文件及技术文件提交审查→长周期材料采购→设备制造→设备交付→安装就位[3]。按照AP1000核电工程标准一级进度计划的要求,以FCD(核岛第一罐混凝土浇筑开始)为工程零点,压力容器要求到现场时间为FCD+17个月,就位时间为FCD+19个月;蒸器发生器要求到现场时间为FCD+21个月,就位时间为FCD+23个月。反应堆压力容器和蒸汽发生器的制造周期分别为40个月和45个月,考虑到锁定资源、设备运输时间等其他因素,RPV和SG的合同签订时间应在FCD-24个月之前,设备采购技术规格书和关键材料采购技术条件和图纸,则要求在设备采购合同签订前5~7个月提交。
2.2 主设备锻件制造工艺周期
RPV和SG主设备制造周期通常为40个月和45个月,锻件制造和技术准备时间约占了RPV和SG整个设备制造周期的1/3,锻件制造的主要工艺可以分为冶炼→锻造→锻后热处理→粗加工→超声波检测→性能热处理→取样和标识→试料模拟焊后热处理→检验→精加工→无损检验→标识→完工报告审查。如表1和表2所示的锻件的制造工艺周期分析。因此,锻件能否按时交货将直接影响RPV和SG的制造进度。由于表1和表2中只考虑了制造工艺的时间,加上工位等待,NCR处理,制造所需文件的关闭等因素所占用的时间,实际锻件从投料到发货时间应在制造工艺的时间基础上再加上2~5个月的时间。
2.3 影响锻件制造进度的主要因素
(1)设备技术规范书、详细图纸、各类技术条件和检验要求等设计院提交的设备设计文件,因提交时间不能满足设备采购进度要求,因而制约设备采购和制造进度。
(2)制造厂家提交的采购规程、制造大纲、检测规程等文件不能按时关闭,文件升级版过多,导致进度滞后。
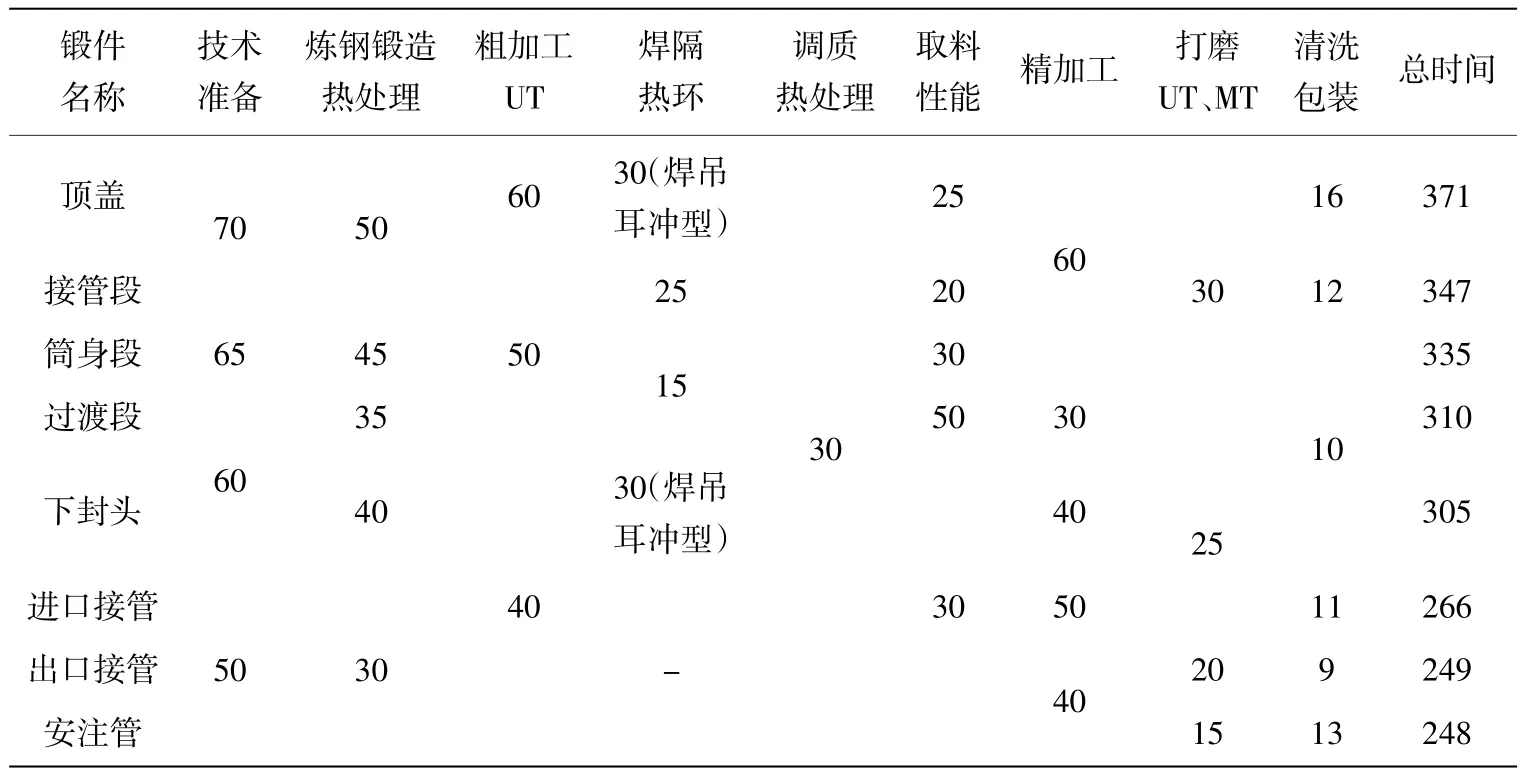
表1 RPV锻件主要制造工艺进度估计 d
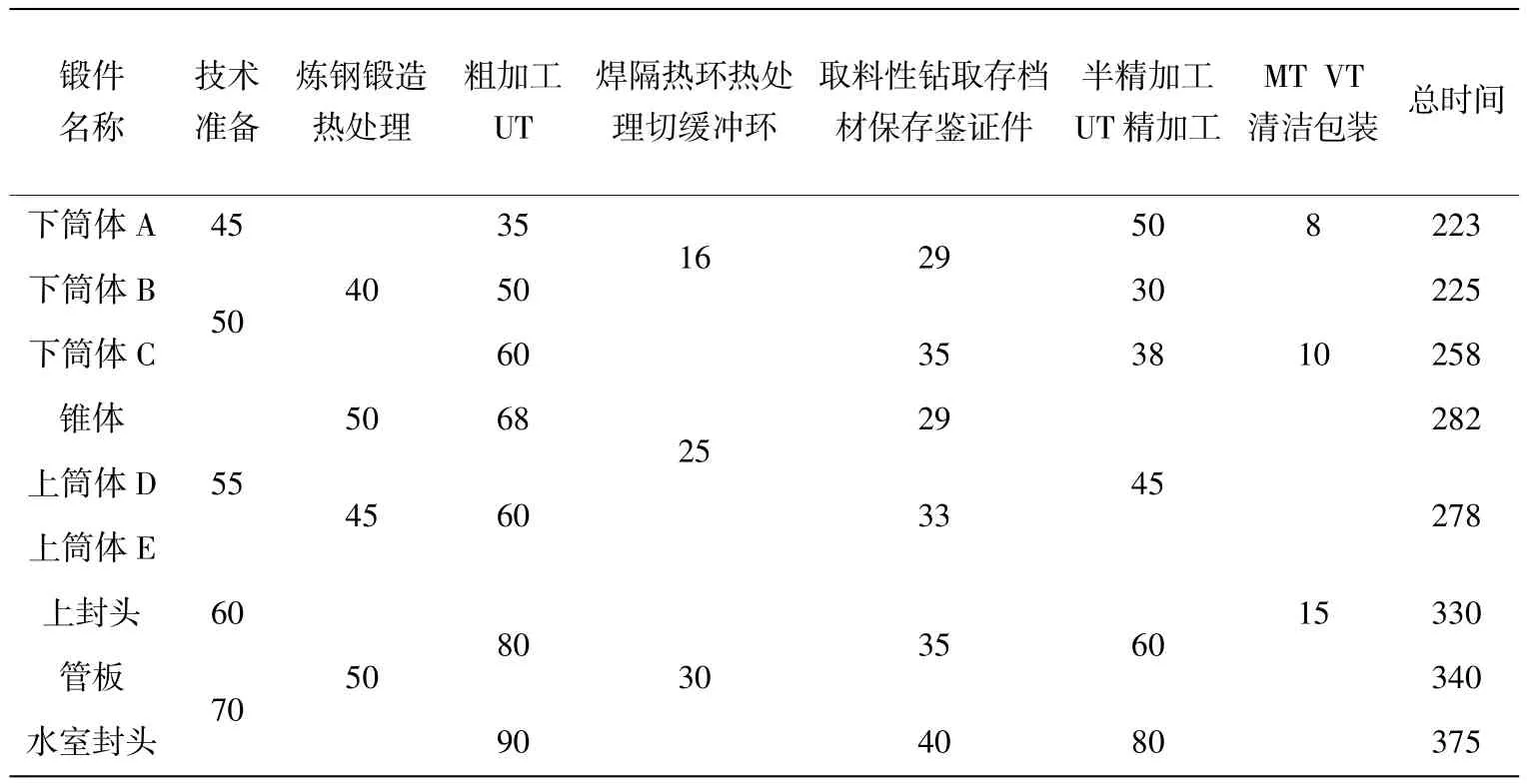
表2 SG锻件主要制造工艺进度估计 d
(3)对厂家提出的关键设计技术问题澄清时间过长,导致制造进度延误。
(4)由于锻件制造技术难度大,可能产生锻件报废等,而制约锻件的制造进度。锻件制造过程中NCR的产生,后续处理关闭时间过长,而影响制造进度。
(5)设备制造厂家的产能不够,以及在制造过程中工位及技术人员紧张等,会出现多个项目抢工位、抢资源的情况,如不积极协调、提前锁定资源,就会影响制造进度计划的完成。
2.4 进度控制
(1)高度重视蒸汽发生器和压力容器等关键主周期设备的采购工作,必须提前采购锻件长周期材料,锁定锻件资源,确保核岛关键设备顺利制造,按期交付现场。
(2)积极协调设计院,要求设计院按时提交设备技术规格书、图纸及相关的设计文件等采购和制造所需文件,如果设计院在提交文件过程中确实存在困难,可将所需文件分成急缓部分,制定更为细化的文件需求计划,要求设计院及时提交。
(3)协调设计院及时回复设备合同签订、设备制造过程中提出的技术澄清要求,及时关闭设备制造大纲及检测技术规程等文件,及时回复设备制造过程中不符合项的处理意见,缩短不符合项的处理时间。
(4)督促厂家及时提交制造文件,包括质量保证大纲、质量计划、进度计划、制造大纲及材料采购文件供买方审查、批准;根据批准的锻件制造进度计划,督促厂家合理安排工位,严格按进度计划执行。
(5)加强监造,控制锻件的制造质量和制造进度,对于产生的不符合项,要督促厂家及时提交NCR报告供采购方和设计院审查,及早关闭NCR,保证锻件的制造进度。
(6)重点关注压力容器的顶盖、接管段和蒸发器水室封头和管板等关键路径上的锻件制造,当进度严重滞后时,应要求制造厂家采取有效措施,制定赶工计划,保证进度和关键工序的按期实现。
(7)加强进度偏差分析预警。每月应分析锻件进度偏差,明确风险,及时预警,采取必要的缓解措施,确保锻件按期交货。定期召开主设备锻件制造高层协调会,及时解决锻件制造过程中的质量、进度及管理问题。
3 总结
通过分析AP1000主设备锻件每个制造工艺的时间周期和影响锻造制造进度的影响因素,给出锻件进度控制的具体措施。由于AP1000主设备锻件制造难度大、工艺周期长,以及影响锻件制造进度的因素较多,所以在制造进度的控制过程中要把握关键路径上的锻件制造进度,加强与制造厂的沟通与协调,与制造厂建立良好的合作关系,尽快完善项目管理体系和监造体系,要从项目管理、驻厂监造两方面保证主设备锻件制造的进度。
[1]顾军.AP1000核电厂系统与设备[M].北京:原子能出版社,2010.
[2]李承亮,张明乾.压水堆核电站反应堆压力容器材料概述[J].材料导报,2008,22(9):65-68.
[3]郑宏喜.AP1000核岛采购进度计划研究[J].中国高新技术企业,2010(6):105-106.
[4]陈起.核电工程项目全面进度管理研究[D].天津:天津大学,2008.
