360 m2烧结工程大烟道的制作安装工艺的探讨
2018-01-05范兴华
范兴华
(中冶建工集团, 四川成都 610000)
360 m2烧结工程大烟道的制作安装工艺的探讨
范兴华
(中冶建工集团, 四川成都 610000)
烧结工程大烟道的难度在于圆筒直径较大,使用钢板较薄,圆度难以控制。圆筒直径5.4 m(含加强圈),难以运输,只能现场组装。安装位置的楼层结构层空间8 m,圆筒直径5.4 m,工作空间不足,吊车吊装不能就位。针对这些施工难点,文章介绍大烟道的制作安装方法。
大烟道; 灰斗; 导气管; 支座; 制作; 安装; 焊接; 拼装
铁矿烧结工艺是目前钢铁企业必不可少的炼铁工艺之一,它是将生铁矿石粉、溶剂粉、煤粉等混合后烧结成块矿,然后送高炉炼铁。360 m2烧结工艺又是我国目前工艺成熟,规模较大,效率较高的烧结工艺。大烟道是烧结机的重要组成部分,大烟道由以下几部分组成:第一部分,2根直径3 500~5 000 mm变径烟道,安装在同一标高长上且并排布置,单根长度约150 m,贯穿烧结机至主烟囱之间;每根大烟道被重力除尘器、主电除尘器、主抽风机分隔成四段;每根大烟道中间分别设伸缩节、圆方过度、裤型三通、消音器等管件及设备。另设烟道支架、托座、烟道内走道等,总量约500 t。第二部分,48根导气管 ,直径900 mm和1 200 mm两种,用来连接烧结机风箱和大烟道之间,总重量135 t。48个漏灰斗,分别安装在大烟道的下部;灰斗上口焊接在大烟道下部,重量185 t(图1)。

图1 大烟道剖面示意
1 技术难点
(1)大烟道主管制作:主管直径大,钢板选用厚度δ12 mm,对直径5 000 mm的钢管而言,钢板偏薄,难以控制圆度,需要用40 t钢管作圆度矫正工装。
(2)大烟道运输难:由于直径5 000 mm,不便运输,只能采用车间卷制圆弧板,现场拼装方法。
(3)大烟道吊装:大烟道安装在主烧结楼第一个结构层里,层高减去上层梁高空间8 m,吊车难以就位,只能采用卷扬机、手拉葫芦、千斤顶就位。
(4)导气管吊装就位,两排导气管分别垂直或交叉连接在两根大烟道上,并且每根大烟道还要下穿标高18.700 m平台。采用行车吊装葫芦就位,就位起重人员要多,安全防护难度大。
(5)灰斗安装:灰斗安装在大烟道下部,上口与大烟道焊接,吊装应在主烧结室底层完成,底层高度7.5 m,无法使用吊车,同样只能采用卷扬机和手动葫芦起吊就位。
2 制作及现场拼装工艺
根据大烟道的结构特点,分成3部分加工制作。圆筒部分(大烟道和导气管)制作、灰斗制作、支座制作,其制作难度主要在大烟道。
2.1 大烟道制作(含导气管)工艺
(1)大烟道的制作材料的选用:通常大烟道圆筒钢板会使用δ10~δ14 mm厚钢板,因此我们会选用热轧卷板,为了减少筒体上纵缝,根据圆筒直径来开平卷板,5 m直圆筒一般用两块圆弧钢板组成、每块钢板卷制成半圆。烟道圆筒加强圈的H型钢,采用热轧较难煨弯制作、因此用钢板焊制较容易。
(2)大烟道的卷制方法:因为5 m大烟道是由两块圆弧拼装而成,在加工厂只需要把钢板卷制成圆弧板,然后包装成捆运到现场(图2)。
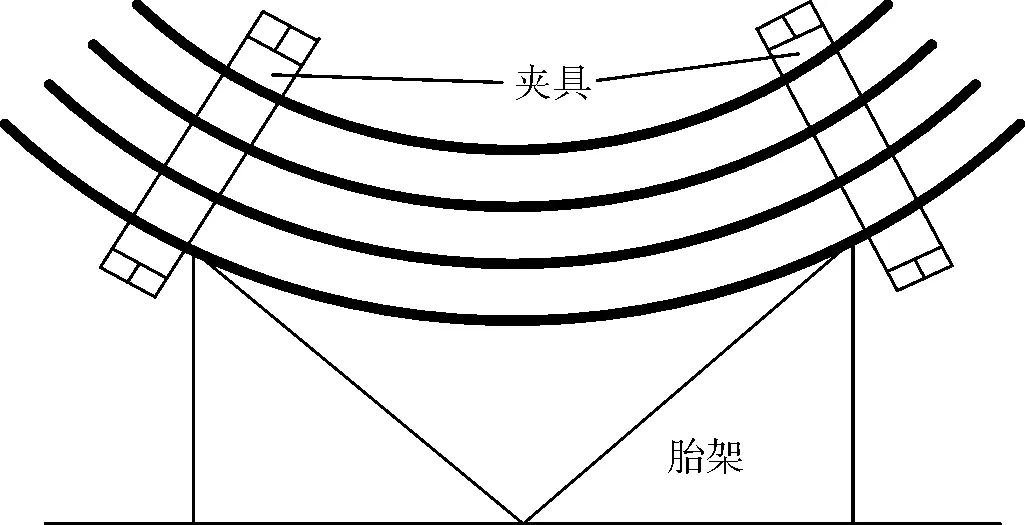
图2 大烟道圆弧板运输捆扎示意
钢板在卷制前先放好线,并打好焊接坡口。为了保证焊缝质量和便于施工,我们把坡口设在圆筒的里边,外面便于焊缝淸根(图3)。

图3 焊缝坡口示意
用三辊卷板机卷圆,为了消除钢板头的直头,采用配厚弧板预弯法。此法的基本原理是利用厚弧板与预弯头板的刚性差来达到预弯的目的。大烟道板厚δ12 mm,预先卷制一块δ30 mm以上的预弯板。预弯板的曲率半径大于大烟道的的半径50~100 mm(图4),预弯的长度为卷板机下辊的距离减去100 mm。
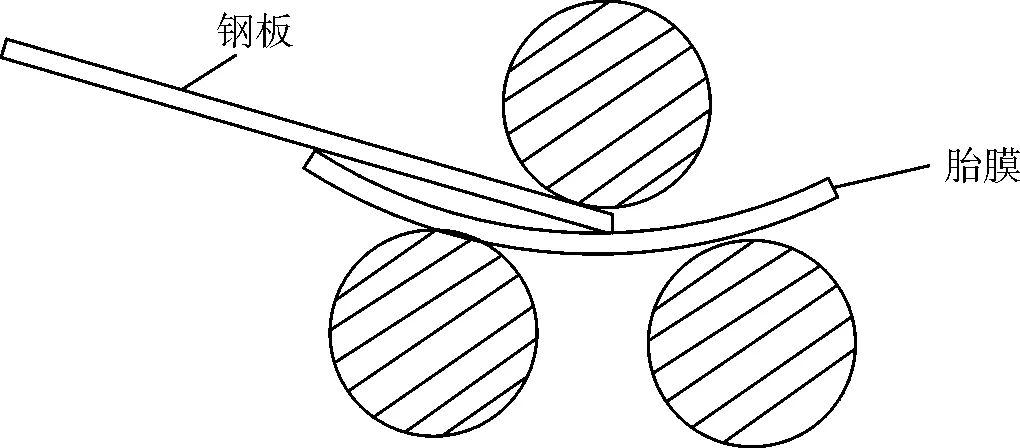
图4 钢板预弯示意
在卷制长坂时,需用吊车配合,由于单块圆弧板长7 854 mm,且钢板只有δ12 mm厚,圆弧卷制成型后刚性太小,圆弧钢板的自重会使卷好的圆弧变形。
(3)大烟道现场拼装圆筒。由于大烟道不便运输,应在烧结室旁边选择一个1 000 m2的场地,现场搭设10 m×20 m钢平台一个。单个圆环在钢平台上组装,组装好后并校正筒体的圆度,用临时支撑撑好(图5)。
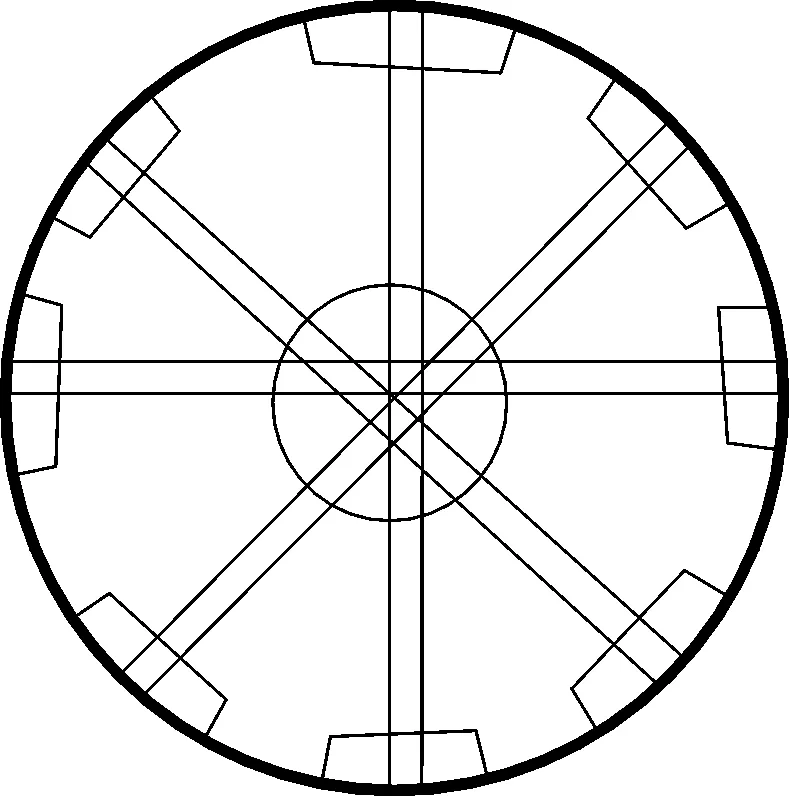
图5 临时支撑加固示意
根据烧结室厂房的柱间距离,定拼装长度,3~4段拼装在一起作为一个吊装单元,便于吊装时顺利吊进安装位置。烟道筒体采用立拼装,圆环焊缝横焊焊接,焊接上面2~3道环焊缝可搭设焊接脚手架。然后组装加强圈,加强圈组装好并焊接好,可撤出中间段的临时支撑,只保留吊装单元两个端部的临时支撑。
(4)导气管制作工艺基本同于大烟道。由于导气管直径小于大烟道,制作难度较小。
2.2 灰斗制作方法
灰斗结构形式为四楞锥形,锥高4~5 m不等,上口尺寸为3 000 mm×4 000 mm,便于车间制作。灰斗是用δ10 mm厚钢板制作斗壁,外设角钢加强筋,灰斗斗壁板应先拼装好。因为每个灰斗由4块梯形板组成,其中2块板形状相同,为了不浪费钢板,因此拼接时必须考虑套料排版。拼接好的钢板因焊接而变形,可先用反变形法加以控制,局部变形可采用锤击矫正,有条件的可使用钢板校平机校平。
灰斗拼装应在工装平台上完成,灰斗的大口向下拼装,大口尺寸和壁板的倾斜角度必须放样定位。灰斗的4块壁板的大口端必须对齐。壁板的4条角焊缝碰角焊接,下料时按碰角考虑下料尺寸。
2.3 支座的制作
大烟道支座是鞍式支座,它的制作难点是支座立弧板的排料方法,采用一整两半卧心法,其排料方法的原则是使其排出的料接近于矩形,优点是既节约钢板又便于剪切(图6)。
图6 鞍式支座排料示意
支座的拼装组焊方法较简单,这里不作详细介绍。
3 安装工艺
大烟道安装技术难点有三点,第一,大烟道的安装就位;第二,导气管的下穿楼板就位;第三,在两根横卧的大烟道下面安装灰斗。大烟道在主烧结楼的第二个结构层上,安装高度8.7 m,8.7 m结构层的主要功能就是用于大烟道安装,因有48个灰斗要下穿楼层,因此楼层上留有48个方孔,这些方孔给我们大烟道安装带来了难度,这里主要介绍以上难度较大的两点安装方法。
3.1 大烟道的吊装及就位
大烟道拼装并焊接后,用50 t吊车将其吊至安装平台上,用葫芦或卷扬机机就位。
(1)由于大烟道安装位置预留有灰斗孔,不便大烟道在上面水平运输,因此先不能安装大烟道支座,得在下面先安装两根滑轨(图7),滑轨用Ι字钢或H型钢制成,大烟道的 拼接和水平滑移均在此工装上。既保证接口方便和质量,又能滑行流畅。

图7 滑轨工装示意
(2)大烟道被吊车吊至平台即用卷扬机(手动葫芦)将其接吊到安装好的滑轨上。
3.2 导气管的就位
导气管的上端接在烧结机的风箱下口,下端与大烟道连
接,且有24根导气管相互交叉接在下面的2根大烟道上,同时还要穿过主烧结楼的18.7 m平台。上面烧结机安装同时施工,其他起吊设备根本无法吊装,因此只能用烧结楼检修行车通过吊装孔将导气管吊至18.7 m平台,采用多个手拉葫芦拉拽就位。
3.3 灰斗吊装
灰斗的大口与上面大烟道焊接,漏灰小口向下,安装空间只有7.5 m,吊车无法抬起起重臂,也是用手拉葫芦拽就位。
4 结束语
烧结工程大烟道的制作安装是较典型圆形构件的制作安装,通过制定并实施以上的技术方案和工艺方法,保证了工程的质量,在135 d内完成了制作和安装,确保了360 m2烧结厂工程7个月顺利投产。
[定稿日期]2017-07-17
范兴华(1974~),男,本科,高级工程师,主要从事施工管理工作。
TF325.1
B
