浅谈Artis刀具监控在实际生产中的应用
2017-06-26吴明杰
吴明杰,唐 恒
(上汽通用五菱汽车股份有限公司,广西柳州545007)
浅谈Artis刀具监控在实际生产中的应用
吴明杰,唐 恒
(上汽通用五菱汽车股份有限公司,广西柳州545007)
主要讲述了Artis刀具监控的原理、Artis刀具监控的设置以及Artis刀具监控在曲轴线实际生产中的应用。通过实际案例,详细阐述了Artis刀具监控对设备运行、产品质量控制和刀具寿命监控的重要性,希望该监控手段能在实际生产中得到更好,更广泛地应用。
Artis;刀具监控;刀具寿命监控
Artis刀具监控技术是当代切削加工最稳定、最可靠的刀具监控技术,通过合理地设置刀具监控参数,可以使刀具寿命达到最大化。一方面避免了刀具磨损量低于磨顿标准,刀具实际寿命没有得到充分利用而带来的浪费,增加制造成本;另一方面也避免了刀具磨损量高于磨顿标准,导致工件表面加工质量和尺寸精度受到影响,严重时甚至会损坏机床[1]。
Artis刀具监控技术的目的就是在刀具的有效使用寿命内保护加工刀具,降低加工制造成本,控制工件表面加工质量,以实现制造利润最大化。
1 Artis刀具监控原理
如图1所示,Artis刀具监控的基本原理为:CTM卡与设备NC系统通过profibus总线进行连接,CTM卡接收各类传感器检测信号,将信号传送到PCI控制单元,PCI控制单元对接收到的信号以曲线图样显示在监控界面中,并与监控设置参数进行对比,向NC系统发送相应指令,以控制机床的加工动作[2]。
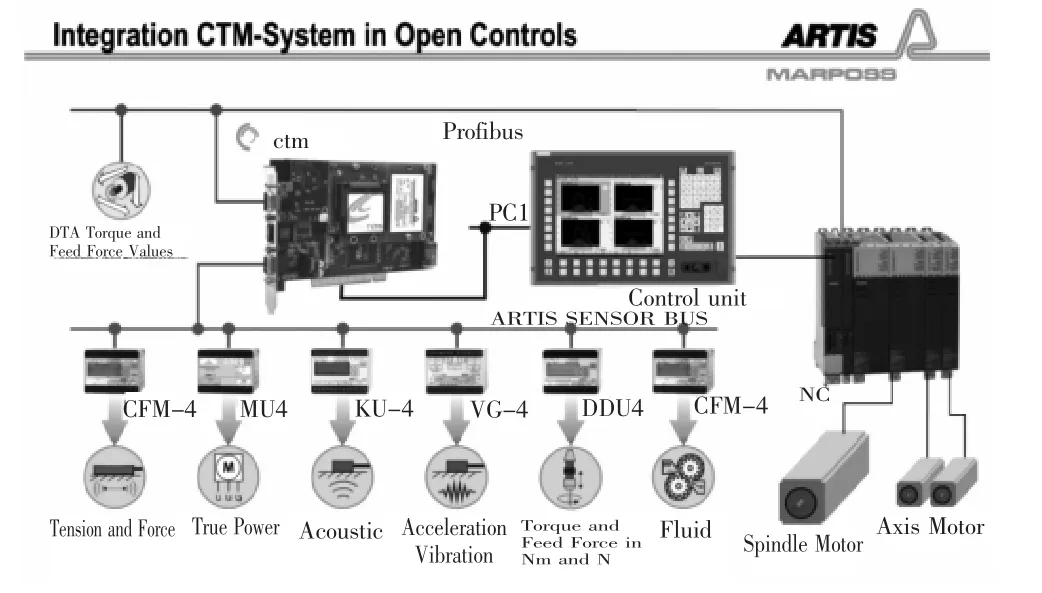
图1 Artis刀具监控原理图示
Artis刀具监控信号输入主要通过:刀具表面张力、设备加工功率、声波、震动加速度、扭矩及切削力、流量等类型进行监控[3],通过加工工况的不同,合理选择监控类型,以达到预期的刀具监控目的。
2 Artis刀具监控的设置
Artis刀具监控主要设置参数及其作用如下:
Delay time Ts:延时监控起点,主要用于滤掉监控开始时候的杂波,相当于将监控的起点延时,可以直接输入数字修改。作用是避免在加工开始阶段发生误报警。Artis监控曲线分析如图2所示。

图2 Artis监控曲线分析(来自Artis刀具监控系统)
Base line:监控基准线,例如此工步设置为50 ms,系统算出这50 ms中的空载扭矩平均值,然后在TS后的整个监控中,减去对应时间的空载扭矩。作用是去掉空载扭矩,方便观察曲线和进行面积计算。只要使用base line功能,画面上就会有一处竖条显示,如图3所示,此功能可以使具有断刀下限功能的监控得到保证,避免断刀下限误报警的发生。

图3 机床报“A056.2(RHP-SEOC)主轴1ARTIS刀具损坏”报警
Start delay:启动延迟,用于抑制归零后的不理想信号,相当于使用完Base line后的再次延时。若与Ts和Base line功能均开启使用,它只能用于Ts和Base line功能后面。
Trigger:该参数的设定值为纵轴的百分比值,当触发后“触发”线以下的曲线不参与面积运算,主要是用于刀具的丢失报警。
Start pause:开始暂停,是在正常监控期间突遇到尖峰,可以将尖峰阶段暂停监控。
Duration:监控时长,此参数用于调整监控时间的长短。
3 Artis刀具监控在曲轴线实际生产中的应用
目前上汽通用五菱汽车股份有限公司宝骏基地曲轴线所有设备Artis刀具监控采用的是震动加速度进行检测,通过将震动加速度传感器安装在刀具驱动的主轴上,即时将刀具破损的信号传递至控制中心,控制机床运动。
案例1:曲轴线OP40A油孔钻是曲轴油孔加工工位,该工位加工直油孔和斜油孔时刀具极易断刀,导致油孔未钻通,发动机运行时轴颈润滑不足、轴瓦烧毁的严重后果。所以,针对该工位,设备增加了直油孔、斜油孔刀具Artis断刀检测功能,当刀具磨损到一定程度,或者刀具漏装、刀具断刀等,设备将通过刀具主轴的震动加速度检测出存在的问题,机床产生报警和停机。
2017年3月1日,曲轴线OP40A油孔钻机床发生“A056.2(RHP-SEOC)主轴1ARTIS刀具损坏”报警(如图3、图4所示)。查看ARTIS报警界面发现主轴1上2号刀加工到BN7工步的时候断刀,刀具实际加工扭矩大于监控上限,设备报警。
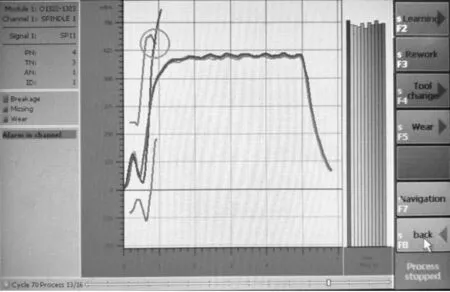
图4 机床报警时Artis监控报警曲线
停机检查刀具发现确实主轴1上2号刀具已断,然后将未加工完成的两件工件抽检下来进行检查,发现对应断刀件的所加工孔里有断刀碎片存在(图5所示)。
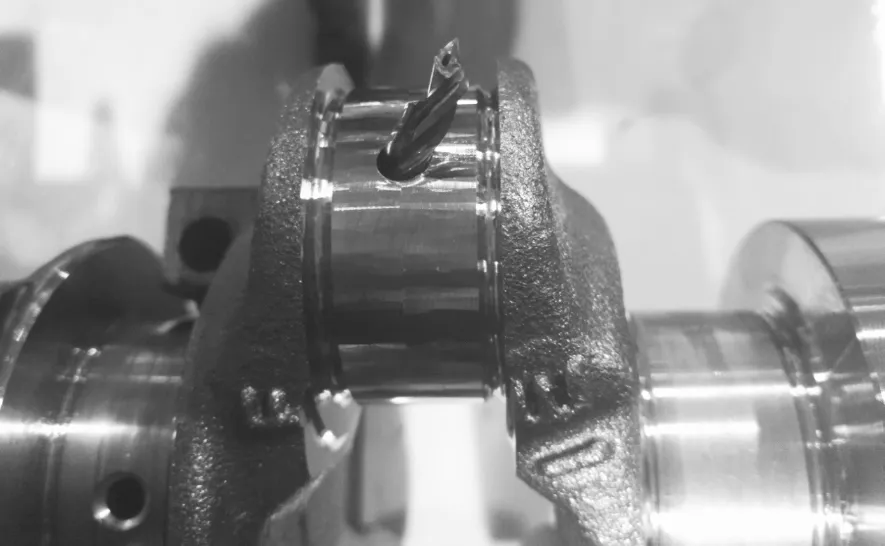
图5 断刀件有断刀刀头
通过合理设置刀具监控范围,既避免了频繁的设备误报警,又可以在第一时间探测出刀具缺陷,避免批量质量事故问题发生。
案例2:曲轴线车车拉机床是曲轴粗加工设备,加工余量大,部分特征还存在断续加工,刀具承受瞬间冲击力较大,刀具极易崩刀。如果没有对刀具崩刀进行准确、及时的探测,将导致批量质量事故发生,更严重的还会撞毁机床,后果不堪设想。
所以,需要在机床上增加Artis刀具监控功能,特别是粗车主轴颈、车发信盘端面以及油封、HUB直径刀具,由于切削余量大,刀具容易崩裂。但是过于严格的监控参数将会导致设备频繁误报警,影响设备正常运行,对于刀具监控参数的设置,需要根据生产实际数据进行不断优化,需找符合实际的监控值。
2013年12月20日,曲轴线OP20B车车拉机床发生“刀具破损监控通道2刀具破损(+H-A124032)L2”报警,查看ARTIS报警界面发现刀具在加工到BN5工步的时候断刀报警,break=166%大于Upper limi(t150%)(如图6所示),停机检查刀具发现刀盘上28号刀位用于车发信盘直径的CR31刀崩刀(如图7所示)。

图6 报警值break=166%大于上限Upper lim it(150%)

图7 发信盘直径的CR31刀崩刀
通过上述例子可以看出,Artis刀具监控在曲轴线生产中起到了举足轻重的作用,通过合理地设置刀具监控参数,能够第一时间将刀具崩刀等信息反馈出来,避免批量质量问题发生,并对机床起到了及时的保护,降低了生产制造成本。
4 结束语
Artis刀具监控在实际生产中起到了保护刀具、保护机床,避免批量质量问题发生的重要作用,合理地选择刀具监控方式,以及合理地设置刀具监控参数,能够更有效地对刀具缺陷进行探测,保证工件加工质量,降低生产制造成本。
[1]张宝金,宋书善,陈明.基于刀具状态的切削力模型研究[J].工具技术,2010,44(2):27-30.
[2]朱绍维,李卫东,汤立民,等.ARTIS刀具监控系统在航空结构件铣削加工中的应用[J].中国机械工程,2016,27(15):2040-2043.
[3]邓文科,彭林波,何蔚.数控加工中心的刀具监控技术[J].科技创新导报,2011(17):109-109.
Introduction to Artis ToolMonitoring App lication in PracticalProduction
WU Ming-jie,TANG Heng
(SAIC-GM-Wuling Auto Co.,Ltd.,Liuzhou Guangxi545007,China)
This article mainly tells the story of artis cutting toolmonitoring principle,artismonitoring tool setting and artis toolmonitoring application in the crankshaft production line.Through actual case studies,in detail elaborated the artis toolmonitoring of equipment operation,product quality control and the importance ofmonitoring the tool life,hope themonitoringmethod can get better and more widely in actual production application.
artis;toolmonitoring;artis toolmonitoring
TG659
B
1672-545X(2017)04-0106-03
2017-01-17
吴明杰(1987-),男,广西桂平人,学士,助理工程师,研究方向为机械设计制造及其自动化方向。
