超行程定子扇形片冲模退料板—线切割加工工艺
2017-06-26巫志华
巫志华
(广西机电技师学院,广西柳州545005)
超行程定子扇形片冲模退料板—线切割加工工艺
巫志华
(广西机电技师学院,广西柳州545005)
针对在线切割加工过程中,出现超行程定子扇形片冲模的退料板,在小型线切割机床上无法加工和保证不了加工精度的一些因素,通过分析并根据实践经验提出相关的工艺方法和技巧,对一些超行程和复杂形状大型的线切割零件有一定的技术指导作用。
定子扇形片;线切割加工;超行程;退料板
电火花线切割加工在模具生产过程中有很高的实用价值,电火花线切割能加工出精密细小、形状复杂的工件,且加工后的工件具有切缝宽度小,加工过程中不受宏观力作用等优点,从而可保证较好的加工精度与表面质量。扇形片冲模中的凸模退料板和凹模退料板,多数由电火花线切割机床进行加工,这样可以保证模具冲裁生产的扇形片整体的质量。由于模具生产厂家很少配备大行程线切割机床,而且大型发电机扇形片冲模的凸模退料板和凹模退料板的整体尺寸大于线切割机床工作行程,受机床臂柱干涉,无法一次性整体切割加工出来。下面介绍如何利用现有型号为DK7732的线切割机床(工作台行程500x320)完成大型发电机扇形片冲模的退料板的线切割加工。
1 扇形片冲模退料板图纸工艺分析
图1为2 000 kW发电机定子扇形片冲模的凸模退料板。其特点如下:
⑴加工弦长961.7 mm超过机床x轴拖板的有效行程长度500 mm;
⑵外形侧面边较长,经过铣削加工后,保证不了平面度小于0.03mm,不能作为线切割校正基准;
⑶退料板与凸模配合单边间隙不大于0.10 mm ~0.20mm;
⑷燕尾槽型齿有19齿,数量多、形状复杂、精度高和加工过程中容易产生变形;
⑸退料板材料为Q235-A,强度不高,具有良好的塑性,厚度18mm.
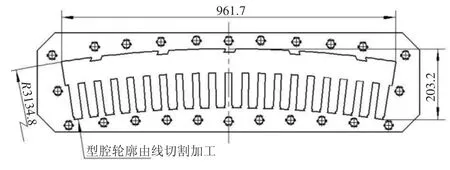
图1 凸模退料板
2 线切割加工工艺方案
结合以上加工对象的特点,为了能在DK7732的线切割机床上切割出961.7 mm弦长的退料板,从装夹、基准校正、移位、接刀方面考虑,制定下面加工工艺方案:
(1)超行程采用分段移位切割,分2次切割(以中心线为基准,先切割左边型孔,再移位切割右边型孔);
(2)毛坯校正基准采用2个等径的工艺孔(在毛坯X坐标方向上,钻削和铰削出2个等径的工艺孔,孔距为490 mm,注意:工艺孔必须与工件的底面垂直);
(3)为防止变形产生的加工误差,加工路线采取先从燕尾槽型齿部分切割,最后经过圆弧切割;
(4)为保证移位后切割的接刀点圆滑,在线切割起割点位置附近,钻削和铰削2个工艺孔,其中一个孔为自动找中工艺孔,另一个为线切割起点工艺孔。
3 线切割加工工艺过程
由于采用2次接刀切割,需要2次重新定位,若处理不好会给零件加工带来积累误差,造成接刀点错位,加工后达不到图纸要求,不能使用。所以在加工过程中,必须保证加工基准重合(即2次切割校正基准都是二个孔距为490 mm的等距工艺孔,加工基准都是同一个自动找中工艺孔)。加工工艺过程如下:
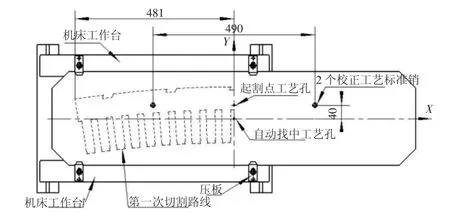
(1)第一次切割:在工件搬上工作台后,调节工件至合理位置,四个方向压板预紧,当校正时,准备2根与工艺孔相配合的标准销,将标准销插入两工艺孔内,用百分表测量头找正标准销同一方向的外圆母线,精度保证在0.02 mm以内,将工件夹紧,编第一次切割程序,穿钼丝进自动找中工艺孔找中后,跳步到起割点即可进行第一次切割型腔,具体如图2所示。
(2)第二次切割:当第一次切割完成后,拆钼丝松开压板,移位工件,调节工件合理位置,四个方向压板预紧,然后继续用百分表测量头找正标准销母线,精度保证在0.02 mm以内,将工件夹紧,编第二次切割程序,穿钼丝进自动找中工艺孔找中后,跳步到起割点即可进行第二次切割型腔,如图3所示。
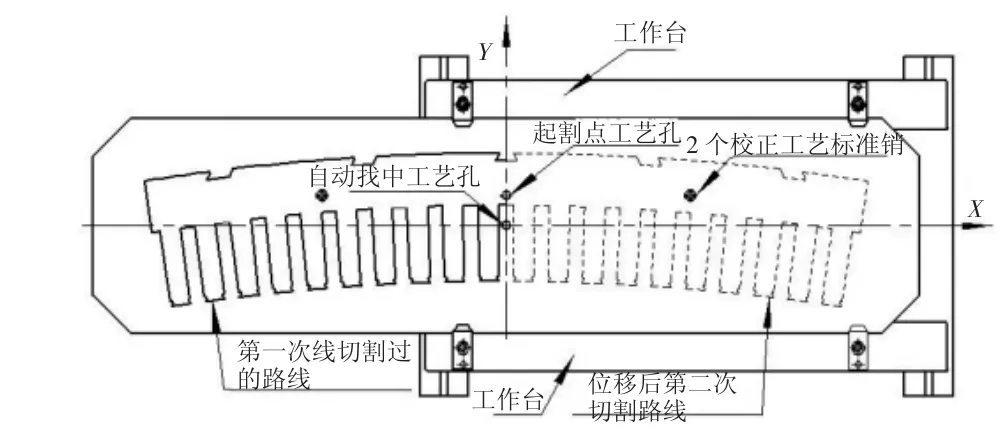
图3 第二次线切割工艺图
4 结束语
按照上述工艺方案和工艺过程进行线切割加工,保证了加工精度,2次切割接刀结合点圆滑,达到了图纸的技术要求。零件加工过程,基准重合,定位精度高,是一种行之有效的加工方法,经济简便、实用可行,对小行程线切割机床切割超大、超行程和需要多次切割的零件,具有重要意义和指导实用价值。
StripperMachining Process of Over TravelStator Fan Die Stripper
WU Zhi-hua
(Guangxi Electromechanical Technician College,Liuzhou Guangxi545005,China)
Over travel in wire-cutting processing process,appear the stator sector die material return board,on small wire-cut machine will not be able to process and guarantee machining accuracy of some factors,through careful analysis with practice experience some technology methods and techniques,for some super stroke and complex shape,large wire cutting partsmust have technical guidance.
the stator segment;wire-cutting processing;over travel;rejected material plate
TM303.3
A
1672-545X(2017)04-0079-02
2017-01-27
巫志华(1978-),男,广西宾阳人,本科,专业方向:模具制造。
