钣金件主动式与被动式液压成形仿真分析对比
2017-06-26刘邦雄辛艳峰
梁 鹏,李 健,刘邦雄,辛艳峰
(广西科技大学,广西汽车零部件与整车技术重点实验室,广西柳州545006)
钣金件主动式与被动式液压成形仿真分析对比
梁 鹏,李 健,刘邦雄,辛艳峰
(广西科技大学,广西汽车零部件与整车技术重点实验室,广西柳州545006)
介绍先进制造成形中板液成形的两种成形方法,主动式液压成形和被动式液压成形,并分析了两种液压成形的模型结构。利用这两种成形方法对钣金件进行仿真分析,验证两种成形方法的优异性,为板材液压成形技术的进一步研究奠定良好基础。
钣金件;主动式;被动式;液压成形;DYNAFORM仿真分析
液压成形是指采用液态的水、油或粘性物质作为传力介质,代替刚性的凹模或凸模,使板材在液态介质的作用下贴合凹模或凸模而成形[1]。板料液压成形主要分为主动式和被动式两大类,主动式板料液压成形是将板料置于凹模之上,通过压边圈,同时对液压腔室施加压力,促使金属板料贴靠凹模型腔而成形。被动式板料液压成形,则是将板料置于液室上方,压边圈下行压边,然后凸模下行拉深,同时对液室施加压力,促使板料贴靠凸模外形轮廓而最终成形[2]。与传统工艺相比,板材液压成形成形极限高,对于多次成形的复杂零件,成形次数减少,成形零件精度高,成形零件回弹小,模具结构简单,能够成形出较为复杂的钣金类零件等优点。通过对比主动式液压成形与被动式液压成形的仿真分析,验证两种成形方法的优异性,为进一步研究板材液压成形奠定基础。
1 液压成形模型结构图
1.1 主动式液压成形
图1为板材主动式液压成形模型图,该结构主要由上模、下模(凹模)、板材和密封圈构成,在主动式液压成形过程中,上下模合模、板材与上模在密封圈的作用下,形成密封的腔室,液压油通过模具上面的进油孔向液压腔注油,液室压力随着油量的逐渐增加而增加,产生的相对压力将板料紧紧地贴在凹模上,进而成形出与凹模内腔相同的零件结构。

图1 主动式液压成形模型图
1.2 被动式液压成形
图2为被动式液压成形模型图,同样该模型结构由上模(凸)、下模、板材和压边圈构成。在被动式液压成形的过程中,板材与下模在密封圈的作用下成形密封的液室腔体,液压油经过下模上的进油孔,向模具液室腔体注油,随着液室压力的增加,板料在液室压力的作用下向凸模贴合,进而形成出与凸模外轮廓一样的零件结构。

图2 被动式液压成形模型图
2 有限元模型建立
本文将采用DYNAFORM有限元软件开展钣金零件液压成形的数值仿真分析。主动式液压成形有限元模型如图3所示,由板材、压边圈、凹模等组成。被动式液压成形有限元模型如图4所示,由板材、压边圈、凸模和下模等组成。

图3 主动式液压成形有限元模型

图4 被动式液压成形有限元模型
有限元仿真过程中,凸、凹模及压边圈视为刚性体,板材、压边圈和凹模均采用壳单元。板件材料选择5052镁铝合金,该材料具有较好的塑性性能,且该材料具有较好的极限拉应力。板材厚度1 mm,板料与(凸)凹模、板材与压边圈之间的摩擦因数分别设置为μ=0.05,压边间隙为1.14mm.作用在压边圈上的压边力施加为恒定压力值150 kN,液室压力加载为50 MPa.
3 仿真结果分析
通过Dynaform有限元仿真分析及ETA/Post后处理计算,主动式液压成形仿真成形极限图如图5所示,该零件没有出现破裂现象。图6为成形板材厚度云图,从图中可以看出零件板材在压边区域板材发生较大的褶皱,零件顶端板厚较为一致,零件的四个顶角位置处厚度较小,最小板厚为0.821mm,板材最大减薄率为17.9%,板件整体成形质量较好。
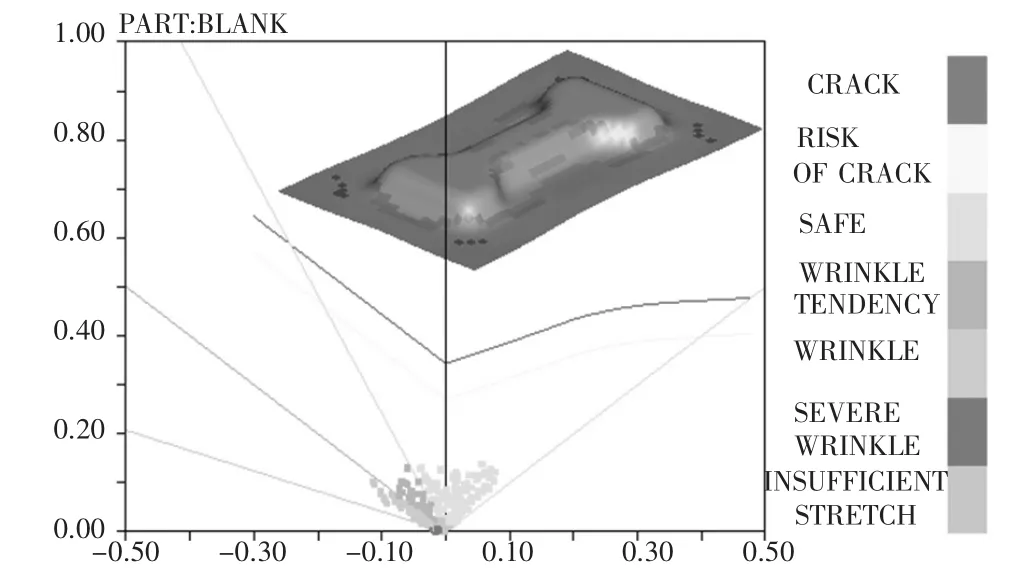
图5 钣金件主动式液压成形极限图

图6 钣金件主动式液压成形板材厚度云图/mm
被动式液压成形极限图如图7所示,板材出现即将破裂现象,但还没有达到极限点,板材成形质量分布均匀,成形质量较好。图8为被动式液压成形板材厚度云图,从图中可知,该零件整体板厚度分布均匀,板材压边区域几乎没有出现较大的褶皱,说明板材在成形过程中,板材有很好的进给,板材最小厚度发生在成形零件的侧壁处,说明在成形过程中成形后期板材,受到较大的拉伸出现壁厚处板材减薄率增加,板材成形出零件壁厚最小为0.764mm,板材最大减薄率为23.6%.

图7 钣金件被动式液压成形极限图

图8 被动式液压成形板材厚度云图/mm
4 液压成形仿真结果对比
通过对钣金件主动式液压成形与被动式液压成形进行仿真分析,主动式液压成形成形出板材最大减薄率小,板材压边圈位置处出现明显褶皱,板材出现最小板厚位置为零件顶角位置;被动式液压成形出现板材最大减薄率大,成形零件厚度分布均匀,成形板材壁厚最小位置为零件侧壁处。在满足零件强度及正常使用条件的前提下,被动式板材液压成形,成形出的板材零件质量更好。
5 结束语
本文首先介绍钣金件在板液成形中的主动式和被动式板液成形方法,介绍用于钣金件成形的成形模型结构,并且建立其相应的有限元模型。通过对钣金件进行DYNAFORM有限元分析,分别得出主动式板液成形和被动式板液成形的板材成形极限图及板材厚度分布云图。对两种方式板材成形质量进行对比得出,被动式成形成形出板材厚度分布均匀,板材无起皱、破裂现象,成形质量较好。
[1]李涛,郎利辉,周贤宾.先进板材液压成形技术及其进展[J].塑性工程学报,2006,13(3):30-34.
[2]龚红英.金属塑性成形CAE应用—DYNAFORM[M].北京:化学工业出版社,2008.
Comparison of the Simulation of Active and Passive Hydroform ing of SheetMetal
LIANG Peng,LIJian,LIU Bang-xiong,XIN Yan-feng
(Guangxi Key Laboratory of Automobile Components and Vehicle Technology,Guangxi University of Science and Technology,Liuzhou Guangxi 545006,China)
In this paper,two kinds of formingmethods,active hydroforming and passive hydroforming of the sheet in advanced manufacturing are introduced.Two kinds of hydroformingmodel structures are analyzed.The two kinds of formingmethods are used to simulate the sheetmetal,verify the superiority of the two formingmethods,which will lay a good foundation for the further study of sheetmetal forming technology.
sheetmetal;active;passive;hydroforming;DYNAFORM simulation analysis
TG394
A
1672-545X(2017)04-0076-03
2017-01-05
梁鹏(1990-),男,河南驻马店人,硕士,研究方向:汽车轻量化技术。
