基于Mold flow2016门板注塑模具的开发
2017-06-26龚世海韦永乐阮李华费三江丁贝贝
龚世海,马 泉,韦永乐,阮李华,费三江,丁贝贝
(柳州裕信方盛汽车饰件有限公司,广西柳州545005)
基于Mold flow2016门板注塑模具的开发
龚世海,马 泉,韦永乐,阮李华,费三江,丁贝贝
(柳州裕信方盛汽车饰件有限公司,广西柳州545005)
通过Moldflow2016模拟汽车门板熔体的填充过程,达成两个试验目的:一是辅助验证热流道浇口位置设计的合理性;二是确定热流道顺序阀启闭时刻。Moldflow2016的模流分析功能验证了门板热流道设计的合理性,减少了对经验技术的依赖,为初学者快速入门注塑行业提供帮助。
Moldflow2016;浇口仿真;熔接痕;顺序阀
某型号乘用车车门模具在设计和制造过程中,如何确定门板的进浇口数量和位置依赖丰富的人工经验,稍有不慎模具回厂后就要重新修模改变浇口位置,加大了企业生产成本。而虚拟设计技术可以仿真注塑过程,预判缺陷,优化设计,进而降低成本。为此,本文就该新开型号的门板的注塑模具,采用Moldflow2016(以下简称MF)软件,仿真分析了门板模具的浇口数量和位置对注塑填充情况的影响,提前预判熔接痕的位置和翘曲变形的程度,分析了注塑过程的浇口位置和顺序阀参数设计的合理性,并且找出实际试模过程中缺陷产生的真正原因,给出解决方案,完成封样工作[1-3]。
1 模具设计阶段
1.1 产品模型
某型号乘用车车门仿真模型如图1所示,尺寸867 mm×857 mm×124 mm,材料选用改性PP,材料的PVT曲线如图2所示。

图1 仿真模型和浇口位置
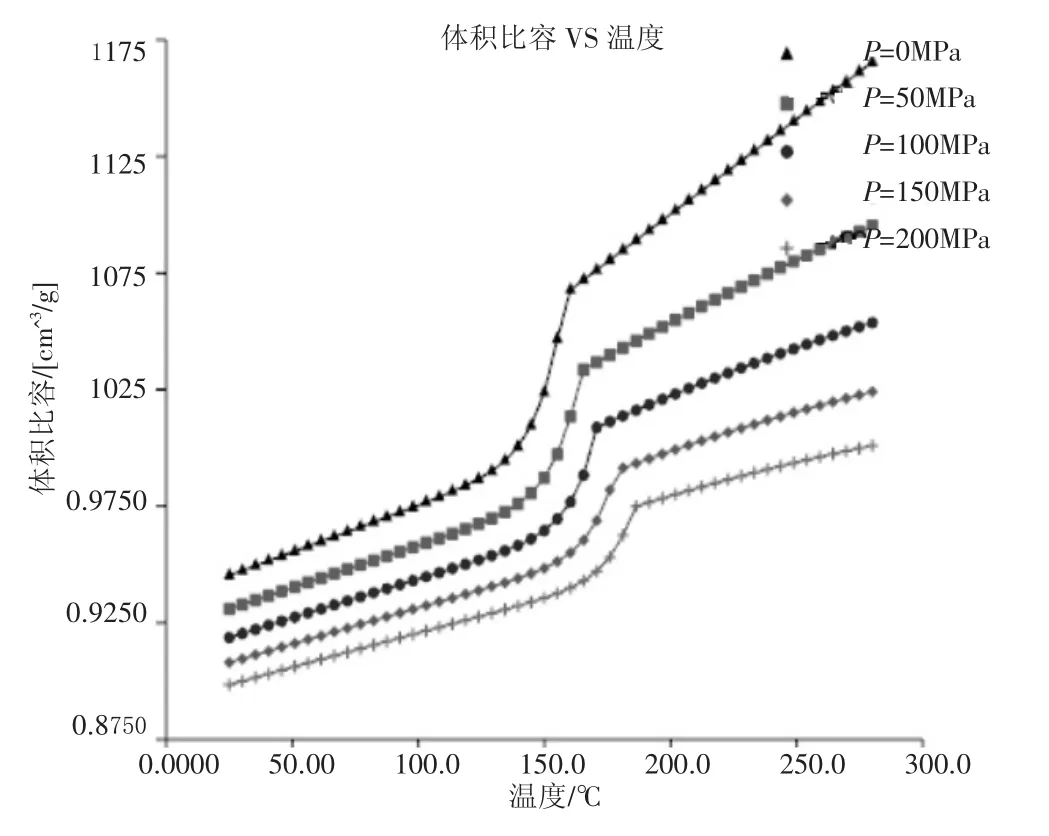
图2 材料PVT曲线图
1.2 基于MF确定浇口位置
在NX10.0中将门板产品数据另存为prt格式的文件,将此文件导入到CADdoctor 2016中,去掉产品背部的文字和影响不大的圆角;将CADdoctor 2016修补模型另存为udm格式的文件,将此文件导入Moldflow2016中,选择双层面,划分网格,取边长为6.5;对划分后的网格进行修补,使得产品模型最后的结果中连通域个数=1,自由边个数=多重边个数=重叠单元个数=配向不正确的单元个数=0,且最大纵横比小于20,匹配率均大于85;模型的最终网格质量统计如图3[4-5].

图3 网格质量统计
根据材料的流动性,在产品的四周和中央各布置一个顺序阀胶口,中间地图袋位置放置一个顺序阀胶口,产品即可填充完毕,产品模型设定如下:(1)产品用五个胶口,胶口位置和各个胶口的序号如图1所示;(2)阀浇口的开闭顺序,1号胶口的顺序阀先开,待料流前沿到2、3、4号胶口附近时,2、3、4号顺序阀胶口同时打开,5号胶口顺序阀最后打开将剩余区域填充完毕。
1.3 仿真分析结果与结果解读
产品经过前处理后,网格质量统计如图3所示,表明已满足MF仿真分析的要求。设置注射位置和工艺参数:模具温度40℃,熔体温度240℃,注射时间3.5 s,充填控制采用填充时间控制,设定为2 s,速度/压力切换采用%填充体积控制,设定为98,冷却时间20 s,设置注射位置,设定分析工艺是热塑性注塑成型,分析序列为填充+保压。在MF进行仿真试验方案共6组,对应实验参数如表1所示。为减少试模次数,在MF中验证出合适的方案后,以最优方案为基础进行试模。仿真分组设置及所有效应变形结果如图2所示。

表1 仿真注塑工艺参数设置

表2 仿真分组设置及所有效应变形结果
对比MF的运行分析结果知:(1)锁模力都在1 800 T左右,这与门板的投影面积有关,所以6组方案结果都相差不大,符合注塑规律;(2)在翘曲变形的分析结果中,锁模力越大,开模后的残余应力也就大,产品的变形量大,以第⑥组的结果为最小;(3)比较所有组的仿真结果,第④组的结果没有熔接痕,在第④组和第⑥组变形结果相差不大的情况下,选择方案④作为最优方案。第④组实验方案,该方案下产品达到顶出温度的时间49 s,锁模力1 750 T,如图4所示,小于预定机台1 800 T,能够满足生产的注塑机台要求;产品外观部分没有熔接痕、气穴、凸起等缺陷,仅有的熔接痕处于升降开关安装座处,符合外观要求(见图5)。所有效应的变形结果如图6所示。

图4 锁模力

图5 最优仿真结果的熔接痕示意图

图6 所有方向的变形
2 模具回厂试模验证
2.1 试模实验
经过模具和热流道系统的装配,模具回厂进入到试模封样阶段,试模的注塑机台采用宁波海天塑机集团有限公司生产的1 800 T注塑机,模具冷却液采用0℃冰水,顺序阀注塑工艺参数采用仿真模拟的最优参数组。经过现场验证试模,显示产品的筋条、卡扣座等都无特征缺陷,验证了MF分析工艺参数锁模力、热流道顺序阀参数的准确性,产品注塑周期65 s(因实际模具的开模与合模,机械手取件,比仿真填充周期长15 s左右属正常情况),也验证了浇口位置设计和顺序阀参数的合理性。除此之外,产品正面存在一条浅的熔接痕,位于3号点阀浇口附近,如图5所示,与仿真结果有略微差异。为了进一步解决出现此熔接痕缺陷,又借助MF分析找到了真正原因。实际试模产品缺陷如图7所示。

图7 实际试模产品缺陷
2.2 基于MF熔接痕缺陷问题原因分析
以先前建立的模型为基础,再次分析仿真结果中第④组仿真的MF结果,但在熔接痕的缺陷预测中仍然未在3号点附近出现这条熔接痕。分析可能是因为这条熔接痕本身在汇合角大于75°时是不明显的,故在缺陷分析中不显示,而在实际生产中两股熔体料流前锋汇合时,流动前沿的料温相差15℃左右时,两边温差过大会出现明显的色差,导致此熔接痕无法消失。而仿真结果中第④组仿真中,两股料流动前沿温度相差18℃左右(如图8所示),由此导致两股流动前沿的熔体混合的均匀程度变差,实际试模产生熔接痕。

图8 1号点和3号点流动前沿汇合时温度
针对此可能原因,提出以下解决方案,将模具的冷却液换成常温水,提高模具温度,改善材料熔体在门板注塑模具中的汇合情况。
在仿真结果的参数基础上,将第一次试模的制冰机去掉,直接向模具冷却系统中通入常温水,因为模具温度的提高,产品1号点和3号点的料流前锋汇合程度比第一次试模结果要好很多,熔接痕汇合的痕迹很浅,达到了用肉眼无法看出的程度,也不存在飞边、短射等塑料制品常见的缺陷。验证了前面分析的原因。也表明试模取得成功,顺利完成了门板模具回厂的封样工作。
3 结束语
本文通过MF验证了某门板设计前期,布置门板注塑模具浇口位置的合理性,并且通过仿真分析找到了模具回厂之后试模工作中出现熔接痕的真正原因,为门板的优化和质量提高提供了更快速的方法。通过MF可以减少试模工作中的成本浪费,降低企业生产成本。
[1]刘荣亮,胡泽豪.注塑件成型工艺参数优化研究[J].机械研究与应用,2014(3):53-55.
[2]王兴天.注塑技术与注塑机[M].北京:电子工业出版社,2005.
[3]韩雷雷,张慧敏.基于Moldflow2016相机外壳注塑成型优化设计[J].模具工程,2014(9):84-89.
[4]王卫兵.Moldflow2016中文版注塑流动分析案例导航视频教程[M].北京:清华大学出版社,2008:126-134.
[5]丁贝贝.等.商用车小桌板支架熔接痕的改进优化[J].汽车实用技术,2016(10):173-175.
The Experience ofMold flow2016Which Using in the Designing ofMold-injection About Door
GONG Shi-hai,MA Quan,WEIYong-le,RUAN Li-hua,FEISan-jiang,DING Bei-bei
(Liuzhou Fangsheng Yuxin Automotive Trim Co.,Ltd.,Liuzhou Guangxi 545005,China)
The filling process is simulated by Moldflow2016 automotivemelt,reached two test purposes:one is to verify the rationality of hot runner aided gate location design;the two is to determine the order of hot runner valve opening and closing time.Moldflow2016model flow analysis function to verify the rationality of the door hot runner design,reducing the dependence on the experience of technology,to help beginners quickly enter the injection molding industry.
Moldflow2016;optimal design of injection gate;mark of flash;sequence-valve
U465.9
A
1672-545X(2017)04-0073-03
2017-01-09
龚世海(1984-),男,广西玉林人,本科,工程师,研究方向:汽车零部件优化。
