项目型产品加工刀具配送管理研究与应用
2016-12-06王财先胡小锋
王财先,胡小锋
(上海交通大学 机械与动力工程学院,上海 200240)
项目型产品加工刀具配送管理研究与应用
王财先,胡小锋
(上海交通大学 机械与动力工程学院,上海 200240)
项目型产品加工刀具差异较大,容易造成刀具的错误领用和随意性使用,严重影响产品表面加工质量。针对该问题,首先,在研究数控刀具分类编码、刀具信息标识技术的基础上,建立了数控刀具基础数据库;然后,规范项目型产品加工刀具配送流程,提升了数控刀具配送的准确性与效率;最后,开发了基于客户端/服务器(C/S)的数控刀具配送管理系统,实现了项目型产品加工刀具配送管理流程化,标准化。
项目型产品;刀具配送;配送流程;分类编码;刀具标识
0 引言
随着先进机械装备制造技术和新材料研发技术的不断发展,机械加工数控刀具的种类、数量日益增多[1]。生产自动化水平的不断提高对数控刀具快速响应能力提出了更高的要求[2]。与标准零部件的流水型批量加工制造不同,项目型产品面向订单制造,产品类型多变,加工工艺存在较大的差异,导致选用的加工刀具各有不同,这增加了刀具领用时的出错率和刀具使用的随意性。根据山特维克官方数据统计:16%的作业计划由于缺乏刀具停止,30%~60%的刀具库存不在控制之中,工艺人员20%的时间花费在查找刀具上,监督人员40%~80%的时间花费在寻求刀具上[3]。因此,有必要对项目型产品刀具的配送管理技术进行研究。
国内外许多学者在刀具配送管理方面进行了积极探索,张聘等[4]采用J2EE架构开发了基于Web的数控车间刀具准时配送管理系统,有效缩短了刀具配送时间;白哲等[5]对传统的刀具管理系统进行延伸,采用分布式Web Service平台技术对ERP、CAPP系统进行信息集成,缩短刀具准备时间;宋豫川等[6]将车间生产计划调度信息与生产工具的使用信息相结合,建立了一种基于动态配送的加工车间现场生产工具的管理方法。上述的研究虽然取得了一定成果,但都没有涉及到刀具配送管理中的刀具清单与生产工单,容易造成刀具错误领用和随意性使用,无法保证产品加工质量,同时,影响刀具配送的准确性和效率[7-10]。
针对以上问题,本文首先对刀具进行分类编码、标识,建立刀具基础数据库,在此基础上形成刀具清单,然后规范刀具配送流程,并开发了基于客户端/服务器(C/S)的数控刀具配送管理系统。
1 数控刀具清单
刀具清单由工艺人员根据零件加工工艺选用合适刀具生成。为了利用计算机辅助生成刀具清单,需要对刀具进行分类编码,在分类编码的基础上形成刀具基础数据库。
1.1 刀具分类编码
本文通过给每种类型刀具一个唯一而特有的物料编号,将繁琐的刀具信息转换为简单的物料编码信息。刀具物料编码使用12位字符表示,其结构如图1所示。
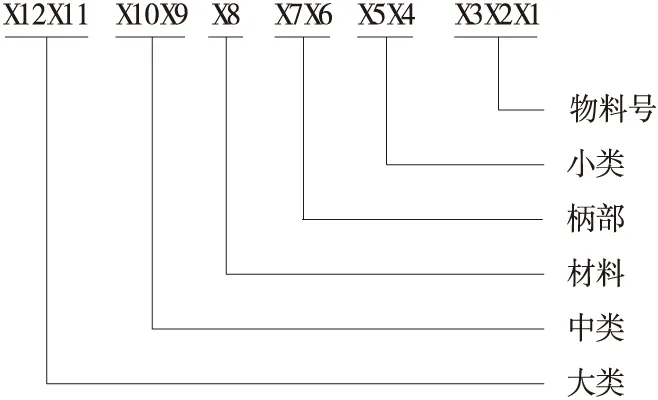
图1 刀具物料编码结构

图3 刀具数据库数据模型
第12、11位代表刀具大类,采用00-99数字表示:01表示铣刀、02表示车刀……
第10、9位代表刀具中类,采用00-99数字表示。刀具中类在相应刀具大类下展开,以铣刀为例:01表示圆柱铣刀、02表示键槽铣刀……
第8位代表刀具材料,采用A-Z字母表示:A表示高速钢、B表示整体硬质合金……
第7、6位代表刀具柄部形式,采用00-99表示:01表示圆柱式刀柄、02表示普通侧固式刀柄……
第5、4位代表刀具小类,采用00-99表示。刀具小类在相应的刀具中类下展开,以圆柱铣刀为例:01表示立铣刀、02表示玉米铣刀……
第3、2、1位代表刀具物料号,采用000-999数字表示具有不同参数的同种刀具。
刀具物料编码使每种类型的刀具对应唯一的编码信息。然而,相同参数刀具并不唯一,故物料编码并未实现对每一把刀具的有效标识。因此,需要给定每把数控刀具一个唯一的标识——刀具序列号。
刀具序列号是由刀具编码信息结合当前日期自动生成,序列号由9位阿拉伯数字组成,其结构如图2所示。
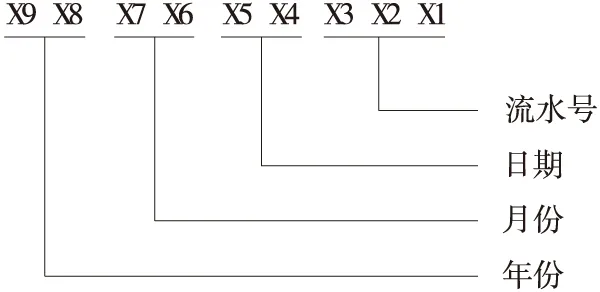
图2 刀具序列号编码结构
第9、8位代表序列号生成的年份,使用年份的后两位数字。
第7、6位代表序列号生成的月份。
第5、4位代表序列号生成的日期。
第3、2、1位代表序列流水号,采用001-999数字表示,其实际意义为打印当天生成的序列号顺序。
综上可知,2015年4月3日生成的第100个刀具序列号为150403100。
1.2 刀具基础数据库
数控刀具数量巨大,种类繁多,要建立数控刀具基础数据库,首先要确定数据库的存储方案,合理有效的存储方式可以减少存储空间。本文采用关系型数据模型进行数据库的设计,其实体—联系(E-R)模型如图3所示。
1.3 生成刀具清单
生成刀具清单的过程就是工艺人员根据零件加工工艺要求选用刀具的过程。系统提供了多种查询方式来选用刀具,可以根据刀具编码查询,也可以根据刀具序列号查询。
同时,还可以查询刀柄、接柄、刀头、刀片和量具。在选择刀具生成刀具清单时,系统只显示库存中的刀具以供选用,保证刀具清单的有效性。
选择完所有加工刀具之后,将刀具清单提交。所有提交的刀具清单形成刀具清单列表,可以通过刀具清单列表查看每张刀具清单的基础信息和清单明细。
2 数控刀具配送
要实现数控刀具配送,涉及到刀具信息的实时追踪、刀具仓库的管理等技术。同时,为了提高刀具配送的准确性和效率,还需规范刀具配送流程。
2.1 刀具二维码标识
刀具的表面使用激光标刻会形成一定深度的永久性的二维码图像,将这些二维码图像经过二维码识别设备进行扫描和解码处理,并将得到的数据通过串口输出,直接集成到刀具配送管理系统,就能实现刀具数据的动态更新。刀具二维码打印流程如图4所示。
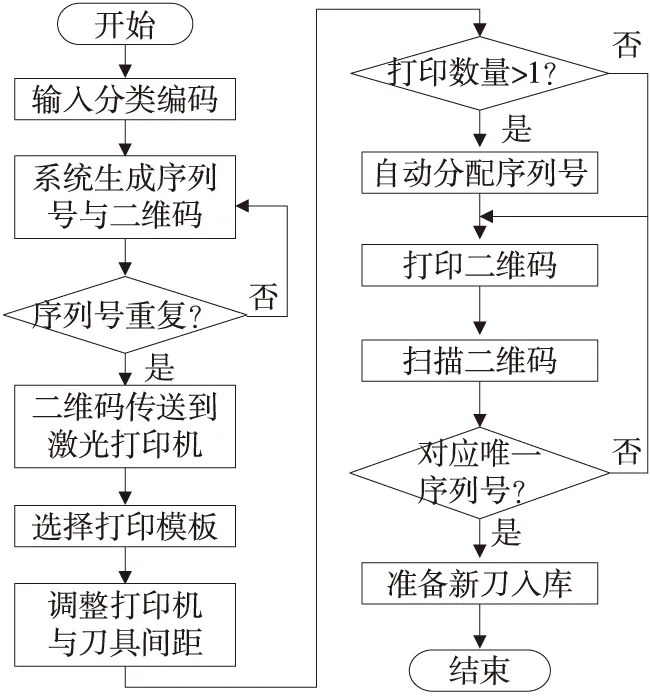
图4 刀具二维码打印流程
(1)系统根据刀具编码信息、当前日期生成刀具序列号,然后,将刀具的分类编码信息和序列号信息转换为二维码。
(2)刀具二维码传送至激光打印机之前需要检查该二维码的刀具序列号是否重复,保证二维码的唯一性。
(3)二维码传送至激光打印机后,需要根据刀具尺寸及打印处光滑程度选择合适打印模板。例如,大黑扫底模板,表示二维码尺寸较大且主色为黑色,对打印面进行抛光,适用于打印面粗糙的尺寸较大的刀具。
(4)为了提高二维码的打印效果,需要调节激光打印机与刀具之间的距离,保证两者间距等于激光打印机的焦距。
(5)打印二维码之前判断需打印刀具的数量,如果有多把相同的刀具需要打印,则需要进行序列号的批量分配,即自动生成连续的序列号及其二维码,将这批序列号与二维码分配给这些刀具。例如,当前生成的序列号为150403100,此时有5把相同的刀具需要打印二维码,则自动将150403100、150403101、150403102、150403103和150403104及其相应的二维码分配给这5把刀具,并进行连续打印,提高打印效率。
(6)选择打印模板,调整打印间距,分配序列号之后就可以打印二维码。然后确认打印效果,利用二维码识别设备进行扫描,确保二维码可被准确、快速地识别。同时,检查二维码对应的序列号是否唯一,因为打印误差或者打印面过于弯曲等因素,可能造成二维码变形失真。若未达到要求,则重新打印二维码。对于符合打印要求的刀具,则进行后续的入库处理。
刀具信息识别主要依靠二维码识别设备,其由扫描模块、信号整形和译码处理组成。扫描模块由光电转换元器件组成,它的主要功能是完成对二维码的光学扫描,并通过光电探测器,将二维码图案的光信号转换成电信号;信号整形由信号缩放、滤波处理、波形处理组成,负责将二维码扫描的光电信号转化为矩形波信号;译码的功能是对上级的矩形波信号进行处理,将最终结果输出至二维码应用系统数据采集端。二维码识别装置原理如图5所示。
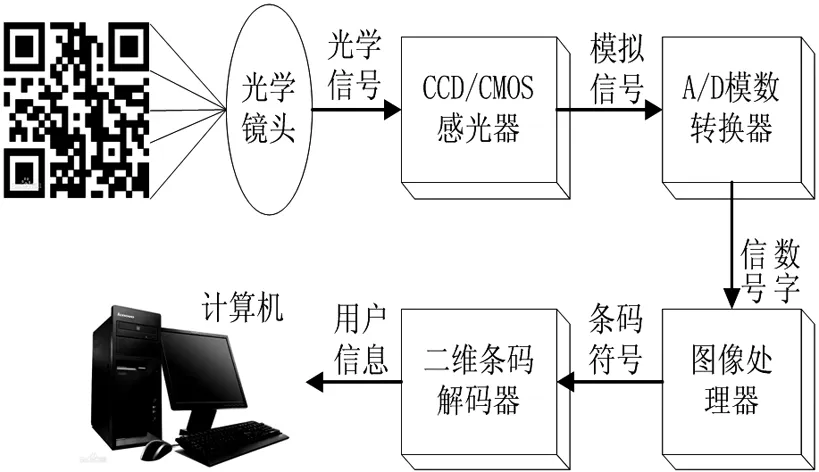
图5 二维码识别装置原理图
为了实现刀具二维码的有效、快速、安全标识,需要成套设备,包括:激光打印机、二维码扫描枪、激光烟雾净化器、安全光栅、升降机构、打印工作平台和安全防护栏等。
2.2 刀具立体仓库
数控刀具完成二维码打印之后,进行入库处理,立体仓库采用Kardex垂直回转式存储系统。一个存储系统拥有90个托盘,每个托盘包含36个库位。刀具存放于各个库位中,系统可实时显示每个托盘的使用情况和每个库位存放的刀具信息。
然而,上述功能中每次只能显示单个库位的刀具信息,不利于刀具信息整体查询。因此,开发了立库查询功能,可同时查询不同立库中各个库位的刀具存放情况。
2.3 刀具清单配送流程
为了简化刀具选择过程,提高刀具选择准确性;减少机床等待时间,提高刀具配送效率;防止刀具随意使用,降低刀具领用错误率。本文对刀具的配送过程进行了梳理并规范,具体配送过程如图6所示。
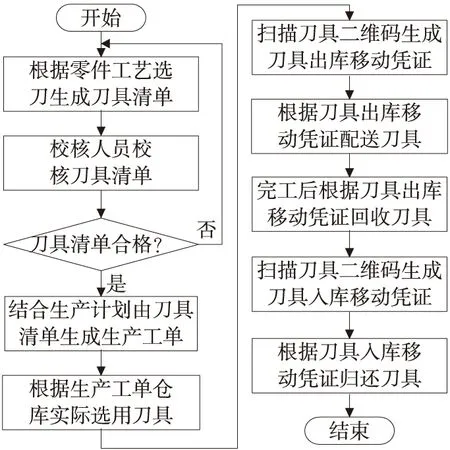
图6 刀具配送流程
(1)工艺人员根据加工工艺要求从刀具基础数据中选取加工刀具生成刀具清单,然后将刀具清单保存提交。形成刀具清单时,只考虑刀库中是否存在所需刀具,暂不考虑刀具存储位置。
(2)为了保证加工刀具选用的准确性,工艺组长需要对刀具清单校核。合格的刀具清单通过审批,进入生产计划组;不合格刀具清单,反馈修改建议,退回工艺人员修改。
(3)生产计划组结合车间的加工计划将审批合格的刀具清单转化成生产工单,刀具配送人员就可以根据生产工单在仓库指定库位选取所需的刀具。
(4)同一库位存放数把相同刀具,刀具配送人员根据生产工单要求在指定库位领取刀具,所有刀具选取完成后,由仓库管理员利用红外扫描枪扫描每把刀具的二维码生成刀具出库移动凭证,出库的每把刀具对应唯一的序列号。刀具配送人员根据刀具出库移动凭证配送刀具。刀具出库移动凭证一式两份,分别由仓库和刀具配送人员保管。
(5)根据刀具出库移动凭证上刀具使用时间节点,刀具配送人员主动从车间回收所有数控刀具。
(6)数控刀具的流通速度较快,为了提高刀具立库的使用效率,回收刀具之前的库位可能已经被其他刀具占用,需要重新规划刀具存储位置。红外扫描枪逐一扫描回收刀具的二维码,生成刀具入库移动凭证,根据刀具入库移动凭证将刀具归还到指定库存地点,这样就完成了刀具使用的一次循环。
整个刀具配送由刀具配送人员全程负责,这不仅可以提高刀具配送的效率,而且,专人负责还能防止刀具错误领用,对于配送过程中突发的意外情况也有专人处理。
3 系统设计与配送实例
3.1 系统总体设计
刀具配送管理系统采用C/S结构,并以企业内部局域网为应用环境。系统的总体组成如图7所示。
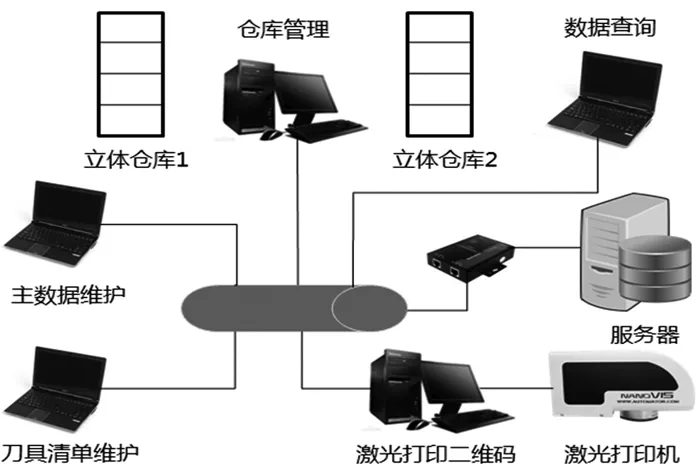
图7 系统结构组成
刀具配送管理系统模块间既相互独立,又有信息共享和交互,它包含了刀具配送管理的各个方面,并充分利用了计算机及计算机网络特点,为刀具配送管理工作提供了一个现代化手段。整体功能框架如图8所示。
3.2 刀具配送实例
刀具配送管理系统集成了物料编码管理、序列号管理、物料移动管理、刀具清单管理、工单管理等共数十个功能模块。每个功能模块包含了不同的子功能模块,如刀具清单管理包含:刀具清单主数据维护、刀具清单查询、刀具清单校核、刀具清单审批、刀具清单设置等子功能模块。
本文以大型零件——汽轮机转子加工为例,论述整个刀具配送过程。
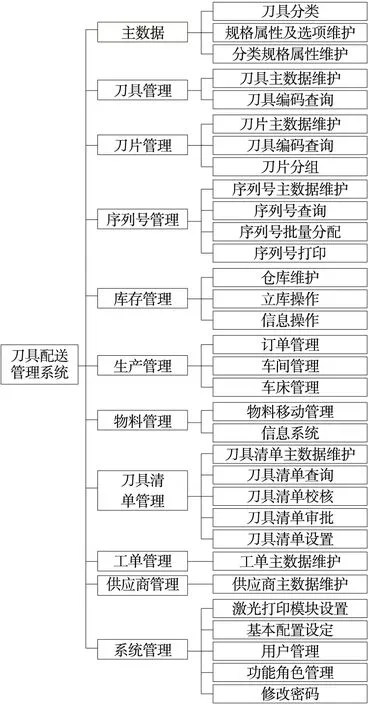
图8 系统总体功能框架
(1)工艺人员根据转子加工工艺要求从刀具基础数据库中选择合适刀具,生成刀具清单,刀具清单包含:零件信息和刀具信息,其中刀具信息包含:刀具名称、刀号、工装编号、刀具编码、供应商刀具编码、刀片型号和程序号等。如图9所示。
(2)转子刀具清单结合车间机床的加工状态生成用于刀具仓库实际选用刀具的生产工单,生产工单除了刀具清单信息外,还包括:机床信息、配送人员信息、刀具库存位置、刀具领用数量等,生产工单分为刀具和刀片两个部分,如图10、图11所示。

图9 转子刀具清单 图10 刀具生产工单
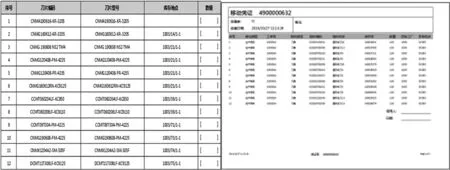
图11 刀片生产工单 图12 刀具移动凭证
(3)刀具配送人员根据生产工单领取刀具后,仓库管理员利用红外扫描枪扫描每把刀具上的二维码生成刀具出库移动凭证,刀具出库移动凭证除了刀具清单和生产工单的主要信息外,还包含:移动凭证信息、刀具使用信息、使用人员信息。刀具回收入库与刀具出库过程相似,故刀具回收入库移动凭证与刀具出库移动凭证类似,如图12所示。
由此,基于刀具配送管理系统完成了大型零件——汽轮机转子加工刀具的选配。
4 结束语
为了有效解决项目型产品刀具配送中刀具错误领用与随意性使用等问题,本文对数控刀具分类编码,刀具信息标识技术进行研究,实现了刀具信息追踪,建立了数控刀具基础数据库,为刀具清单生成提供了基础;然后,规范项目型产品刀具配送流程,提高了刀具配送的准确性和效率;最后,进行了基于C/S结构的刀具配送管理系统开发,实现了企业内部刀具信息共享,提升了刀具配送管理效率。
[1] 刘丰文,董惠敏,钱峰.刀具全生命周期智能管理系统开发[J].组合机床与自动化加工技术,2015(11):137-140.
[2] 袁美霞,高振莉,窦蕴平,等.刀具管理系统技术研究[J].工具技术,2010(8):56-57.
[3] 施柏瑞,马晓峰.刀具管理系统 Tool Expert[J].航空制造技术,2010(3):91-92.
[4] 张聘,张丹,徐峰,等.基于Web的数控车间刀具准时配送管理系统[J].机械设计与制造工程,2013,42:33-37.
[5] 白哲,张维,张宝田.基于Web Service的刀具配送系统研究与实现[J].制造业信息化,2012,05:88-90.
[6] 宋豫川,苏传邴,李丹,等.机械加工车间现场刀具配送方法及实现[J].重庆大学学报,2010,33:48-54.
[7] Ozbayrak M, Turkey A K, R. Bell. Recycling of cutting tools in flexible manufacturing systems[J]. International journal of Computer Integrated Manufacturing,2003,16(6):409-427.
[8] Ranjit Singh, C Patvardhan, D Ganedhwar Rao. Intelligent Tool Management Strategies for Automated Manufacturing Systems. Intelligent Control and Automation, 2011,2(4):405-412.
[9] 许晓栋邹泽明,李从心.基于B/S结构的集成信息刀具管理系统[J].制造业自动化,2005,03:5-8.
[10] 王苏安,何卫平,张维,等.刀具直接标刻与识别技术研究[J].计算机集成制造系统,2007,06:1169-1174.
(编辑 李秀敏)
The Research and Application on Tool Distribution and Management of Project-Based Product
WANG Cai-xian,HU Xiao-feng
(School of Mechanical Engineering, Shanghai Jiao Tong University, Shanghai 200240, China)
There are large differences of cutting tools between project-based products. Which lead to the mistaken and arbitrary use of cutting tools easily, it will severely affect the surface accuracy of products. In the paper, cutting tool database is built on the basis of cutting tool sorting and coding, marking and identification. The accuracy and effectiveness of tool distribution are improved by standardizing tool distribution process. At last, the project-based product cutting tool distribution and management are processized and standardized by developing a C/S-based cutting tool distribution and management system.
project-based product; tool distribution; tool distribution process; tool sorting and coding; tool marking and identification
1001-2265(2016)11-0145-04
10.13462/j.cnki.mmtamt.2016.11.039
2015-12-28;
2016-01-12
国家自然基金重点项目(51435009),上海市科委项目(14111104802)
王财先(1990—),男,福建龙岩人,上海交通大学硕士研究生,研究方向为先进制造业刀具选配与管理方面研究,(E-mail)wang_caixian@163.com;胡小锋(1977—),男,浙江兰溪人,上海交通大学副教授,博士生导师,研究方向为制造过程可靠性与信息化管理,(E-mail)wshxf@sjtu.edu.cn。
TH16;TG506
A
