基于扭矩控制法的螺栓连接可靠性探索
2016-10-27杨泽迎赵旭东王日艺
□杨泽迎 □金 伟 □赵旭东 □王日艺 □徐 力
中车南京浦镇车辆有限公司 南京 210031
基于扭矩控制法的螺栓连接可靠性探索
□杨泽迎□金伟□赵旭东□王日艺□徐力
中车南京浦镇车辆有限公司南京210031
扭矩控制法通过扭矩因数来控制预紧力,是目前铁路行业车辆紧固件安装时主要采用的一种施工方法。为提高螺栓连接的质量和在运行中的可靠性、安全性,就扭矩控制法中预紧力的确定、扭矩因数问题进行探讨,为实际运用提供参考。
目前铁路行业车辆所用紧固件品种、规格达几千种,紧固件的安装一般均采用扭矩控制法,这是最经济的一种施工方法,但由于对扭矩控制法认识不足,会导致螺栓连接不当,进而产生松、漏、掉等质量事故,严重的甚至会导致恶性事故。
扭矩控制法的实质是通过扭矩因数来控制螺栓的预紧力,所以扭矩控制法仅是一种施工方法。为提高列车螺栓连接的质量和在运行中的可靠性、安全性,特就扭矩控制法中预紧力的确定、扭矩系数问题谈几点体会。
1 螺栓预紧力的确定
螺栓预紧力的大小直接影响连接的可靠性、紧密性、疲劳强度、抗剪强度和防松性能等。
1.1确定预紧力的两大因素
一般总希望有较大的预紧力,可使组合件连接可靠,但在设计预紧力时必须考虑下列因素:
①螺栓的性能等级和被连接体的刚度;
②考虑连接位置的重要性、连接的安全性,应取较符合实情的安全因数。
1.2预紧力的计算
螺栓在拧紧时,除受预紧力Qp作用而产生拉伸应力外,还受螺纹摩擦力矩作用而产生的扭转剪应力,因此螺栓在拧紧过程中承受拉伸和扭转的复合应力。
(1)螺栓承受的应力计算。由上述可知,螺栓在拧紧时处于承受拉伸应力和扭转剪应力的复合应力状态,因此根据第四强度理论[1],可求出螺栓预紧状态下的当量应力σv:

式中:σv为螺栓拧紧时在复合应力下的当量应力;τ为螺栓承受的扭转剪应力;σ为螺栓承受的拉伸应力。
(2)预紧力的计算。螺栓在拧紧时不屈服,即螺栓在承受复合应力状态下保证不出现塑性变形的条件是:

式中:Sp为保证应力,一般情况下Sp≈0.9σp0.2,σp0.2为规定非比例延伸0.2%的应力。
代入式(2)得:

由此可得预紧力F:

式中:As为螺栓螺纹的应力截面积。
根据《机械设计手册》[2],为了充分发挥螺栓的工作能力和保证预紧的可靠性,通常应使螺栓拧紧后的预紧应力:F=(0.5~0.7)σp0.2As。
2 扭矩控制法
扭矩控制法是旋转螺栓时利用施加的扭矩T和螺栓的预紧力F之间关系的一种拧紧方法,简称扭矩法。
螺栓连接失效的原因既有螺栓件材质、加工质量、热处理等问题,更有螺栓连接的拧紧控制问题(拧不紧或超拧,导致连接失效)。一般情况下,螺栓紧固件连接的效果取决于最初拧紧的程度,即预紧力。在紧固件和被连接件强度允许的情况下,预紧力越大,连接越安全可靠,疲劳寿命越大。
2.1紧固扭矩和螺栓预紧力的关系
拧紧螺栓时施加的扭矩T和螺栓的预紧力F之间的关系可表示为:

式中:T为装配时施加的紧固扭矩,N·m;F为螺栓的预紧力,kN;d2为螺纹中径,mm;μs为螺纹面摩擦因数;α′为螺纹半角;ρ为螺纹面的当量摩擦角,tanρ=为螺纹升角,P为螺距,mm; μw为支承面摩擦因数;Dw为支承面摩擦力矩等效直径,mmdw为接触的支承面外径,mm;dh为接触的支承面内径,mm。
代入相关参数得:

因μstanβ的值很小,设μstanβ=0,得:

由式(6)可知,拧紧时施加的紧固扭矩可分为三项。

式中:TS为拧紧螺栓时克服螺纹面摩擦消耗的扭矩,是拧紧时由螺母螺纹的斜面作用在螺栓螺纹上所扭转产生的扭矩分量。

式中:T′为拧紧螺栓时螺栓伸长消耗的扭矩。

式中:Tw为拧紧螺栓时克服支承面摩擦消耗的扭矩,是拧紧时由螺母端面与垫圈或被连接件之间摩擦所产生的反作用扭矩。
若将配套紧固件有关尺寸代入式(8)~(10),并设定摩擦因数和预紧力,即可求出每个分量,见表1。
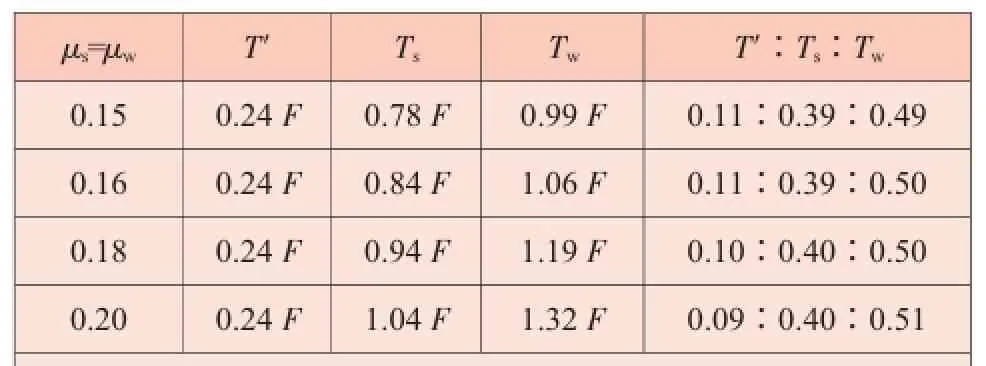
表1 各分量扭矩值及所占比例
由上表可见,螺栓拧紧时扭矩消耗分配情况如图1所示:①克服支承面摩擦消耗的扭矩约占紧固总扭矩的50%;②克服螺纹面摩擦消耗的扭矩约占紧固总扭矩的40%;③螺栓伸长(转化为预紧力)所消耗的扭矩仅占紧固总扭矩的10%左右。

图1 扭矩比例示意图
2.2扭矩因数
上述分析计算可知:紧固时的总扭矩中只有约10%为有效扭矩,使螺栓产生预紧力;其余90%的扭矩被以克服摩擦力的形式所消耗。了解紧固时扭矩分配的情况有助于确定最佳紧固扭矩,此处引入扭矩因数这个概念。
由式(5)得:

式中:K为扭矩因数;d为螺纹公称直径,mm。
由式(9)可知,扭矩因数是螺纹形状、螺纹间摩擦因数和支承面摩擦因数的函数。
由此可知,扭矩因数K综合了螺栓在拧紧过程中与紧固扭矩和预紧力相关的所有因素。
2.3扭矩因数与预紧力的关系
由式(10)可得T=KFd,可见预紧力F与紧固扭矩T在弹性范围内呈线性关系,见表2。
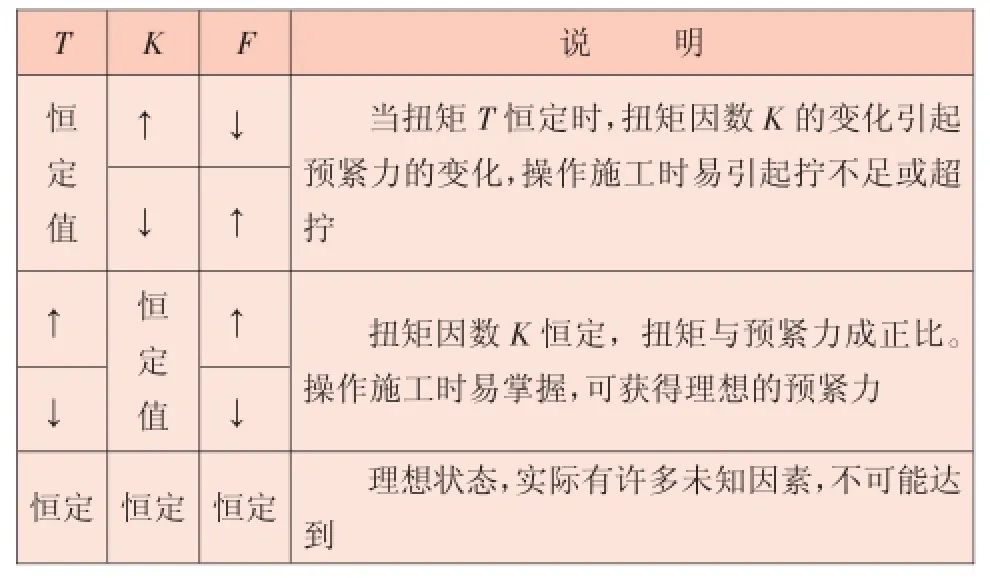
表2 预紧力与紧固扭矩关系
T为恒定值,螺栓的实际扭矩因数变化时,引起预紧力有大幅度变化,如图2所示。
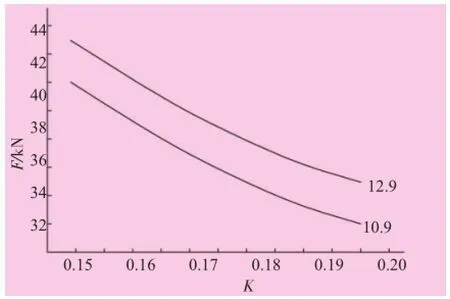
图2 扭矩因数与预紧力的关系
同规格螺栓有相同扭矩因数K,则施加的紧固扭矩T与预紧力F成正比,如图3所示。由此可见K是μs和μw的函数,由于螺栓、加工精度、形状误差、是否有表面润滑、保管不当、搬运碰撞等影响而造成K的变化范围很大,很可能对同批紧固件而言,用相同扭矩会造成拧不足或超拧现象。
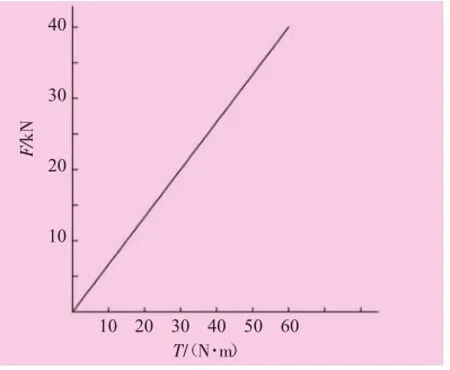
图3 紧固扭矩与预紧力的关系
虽然采用扭矩控制法是高强度螺栓拧紧施工时最简便、最经济的方法,但拧紧的可靠性全凭扭矩因数K是否基本一致。
2.4扭矩因数的应用
(1)扭矩因数的意义。螺栓紧固件拧紧的目的是达到理想的预紧力,即设计预紧力,而施加扭矩仅是一种施工方法,所以采用扭矩控制法时,必须按实际情况确定K值,也就是原则上必须对供货商提供的产品按同批次、同规格进行试验,求出扭矩因数K的平均值和标准偏差,并计算出施工紧固扭矩,这样才能使同批紧固件获得较为理想的预紧力。
(2)扭矩因数测试规则。扭矩因数的测试是在轴力机或测力环上进行的,每套(指一个螺栓、一个螺母、一个垫圈)只能测试一次,不得重复进行。因为测试后,螺栓、螺母、垫圈接触部分的表面状态均已改变,所以重复试验所得出的数据已没有意义。
测试的工件应为同批件,即相同性能等级、相同材料、相同炉号、相同螺纹规格、相同加工工艺、相同热处理工艺、相同表面处理工艺,测得的扭矩因数仅对该批紧固件适用。
测试组装时抽检数8套,安装垫圈有倒角的一侧朝向螺栓头支承面或螺母支承面。测试过程中垫圈不得发生转动,否则试验无效。
(3)扭矩因数的计算方法。
第一步:按公式K=T/(Fd)计算出每套连接副的扭矩因数K。
第二步:计算扭矩因数平均值:

第三步:计算扭矩因数标准偏差σn-1:
式中:σn-1为扭矩因数标准偏差。
3 紧固扭矩的检测方法
对紧固扭矩进行检测是组装后可靠性检查中极为重要的—道工序。检测的目的是避免螺栓连接件在紧固过程和紧固后发生超拧、漏拧和拧不足现象,确保每个螺栓紧固后能正常、安全工作。
对紧固扭矩的检测工序可分为两大类,即在拧紧过程中的控制法和拧紧后的检测,可分别称为过程法和事后法。
(1)过程法。主要用在安装有测试扭矩传感器的各种装配设备上,能直接读出数据,并可测出瞬时值并画出扭矩—预紧力关系图谱。
(2)事后法。可分为四种。
①拧紧法,也称增拧法。适用于重要件紧固后的栓验。检验方法为:用扭矩扳手平稳用力逐渐增大力矩(切忌冲击),当螺栓刚开始产生微小转动时瞬时扭矩最大(因要克服静摩擦力):继续转动,扭矩值会回落到短暂的稳定状态,这时的扭矩值即为检查所得的扭矩。该方法的特点是操作简单,但必须熟练有经验,否则易引起超拧。
②标记法,也称复位法、划线法、转角法。检验方法为:检验前先在被检螺栓头部与被联接体上划一道线,确认相互的原始位置;然后将螺栓松开些,再用扭矩扳手拧紧到原始位置,划线处要对准,这时的最大扭矩值再乘以0.9~1.1,所得值即为检查所得的扭矩。该方法的特点是技术水平不高,操作较繁锁,不适于有防松功能的紧固件。
③直觉法,拧紧后凭直觉判断。检验方法为:对有弹性垫圈类通过观察是否压平来判断;对无弹性垫圈类或有弹性垫圈但观察困难的,可采用扭矩扳手进行拧紧,凭直觉来判断拧紧程度;若到扭矩值,扳手不转动或微小转动,判为己拧紧;若转动超过半圈则判为没有拧紧、不合格。该方法的特点是适于一般紧固检查。
④松开法,也称拧松法。检验方法为:用扭矩扳手慢慢地向被检螺栓施加扭矩,使其松开,读取开始转动时的瞬时扭矩值,并根据试验经验乘以一个因数(1.1~1.2),即为检验扭矩值。
根据实践经验,上述四种检测方法以松开法与拧紧法检查精度高,但必须由熟练有经验的检验员操作,常用的标记法虽精度较低,但对操作人员要求不高,所以实际普遍使用此方法进行检验。
4 结束语
紧固件虽然是车辆系统中的一个微小结构,但却从铁路诞生之日起就始终占据了不可缺少的位置。紧固件的好坏,直接影响了车辆最终运行的稳定性和安全性,尤其对于转向架而言,任何一个紧固件的失效,都可能引起安全事故。为提高列车螺栓连接的质量和在运行中的可靠性、安全性,车辆制造企业和使用企业应对预紧力和扭矩因数的确定,以及紧固扭矩的检测等。
[1]许本安,李秀治.材料力学[M].上海:上海交通大学出版社,1988.
[2]成大先.机械设计手册[M].5版.北京:化学工业出版社,2008.
Torque control method uses torque factor to control the preliminary tension,it is a main job practice adopted currently by railway industry when fixing the vehicle fasteners.To improve bolting quality and its reliability&safety in operation,tried to explore some issues about the torque control method that involves the determination of preliminary tension and a study on torque factor,in an attempt to provide
for practical application.
扭矩控制法;预紧力;扭矩因数
Torque ControlMethod;Preliminary Tension;Torque Factor
TH131.3
A
1672-0555(2016)02-026-04
2016年1月
杨泽迎(1985—),男,本科,工程师,主要从事轨道车辆转向架设计
