新型起皱刮刀的研究
2016-10-17徐国军北京华恩表面工程技术有限公司
徐国军 周 静 北京华恩表面工程技术有限公司
新型起皱刮刀的研究
徐国军周静北京华恩表面工程技术有限公司
起皱刮刀是生活用纸生产中的关键消耗部件,对产品质量和生产效率有直接影响。目前广泛应用的钢制起皱刮刀存在明显的不足。本文提出一种新型恒压合金起皱刮刀的设计并进行了试用验证,具有明显的技术先进性和经济性,是替代钢制起皱刮刀的理想技术。
恒压起皱刀研究
1 综述
起皱刮刀作为生活用纸生产中关键的消耗部件,对产品质量和生产效率起着重要作用。起皱刮刀的作用是将纸页从烘缸表面剥离,同时对接触的纸面施加适当压力使纸页表面形成皱纹状结构。起皱刮刀应具有良好的耐磨性、刃口锐度适宜、刀体具有一定弹性、轮廓形状符合起皱技术要求。
目前生活用纸行业使用的起皱刮刀主要有钢制和合金/陶瓷两大类。
国内企业主要使用的是钢制刮刀,比例超过95%。这种刮刀一般由淬火钢材制成,有较好的耐磨性和柔韧性。少数企业开始使用合金/陶瓷起皱刮刀。合金与陶瓷是两类涂层材料,刮刀结构是相同的。合金/陶瓷涂层起皱刮刀是在钢制基体(刀体)上,利用表面工程技术(包括但不限于激光熔覆、电镀、喷涂技术)形成一层致密的耐磨涂层,以增加刮刀的耐磨性和抗冲击性。其工作原理与钢制刮刀相同,结构如图1所示,阴影部分为合金或陶瓷涂层。
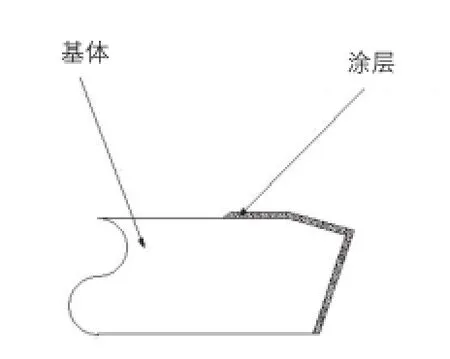
图1 合金/陶瓷起皱刮刀结构示意图
与钢制起皱刮刀相比,合金/陶瓷起皱刮刀具有明显的技术先进性和经济性,是替代钢制起皱刮刀的理想技术。因为涂层的耐磨性远高于钢材,所以使用合金/陶瓷刮刀可延长刮刀使用寿命、提升产品质量、提高生产效率、降低生产成本。
恒压式合金/陶瓷起皱刮刀,则是在普通合金/陶瓷刮刀基础上的创新型改进,更锲合起皱工艺的基本原理。
2 钢制起皱刮刀的局限性
钢制起皱刮刀在实际使用中存在明显的不足。主要表现在使用寿命短、起皱质量不稳定两个方面。
2.1 使用寿命短,需频繁更换刮刀
钢刀寿命短的原因是其耐磨性不强。普通钢制起皱刮刀的寿命T一般在2~4h,其失效过程可用图2表示。

图2 钢制刮刀的失效过程
钢刀刚开始工作,与烘缸的接触情况类似于线性接触,此时纸页起皱质量较好。随着时间的推移,刮刀的工作刃口会产生变化,与烘缸贴近的刮刀工作部位由接近线性状态而很快被磨损成带状形态。同时,顶端因纸张冲击与刮擦而开始出现沿刮刀长度方向的冲击纹和垂直方向的非均匀磨损凹痕。上述现象会随着时间的延长逐步积累,纸页的起皱情况和物理性能也会随之渐变。工作T时间后,刮刀与烘缸的接触面宽度不断增加,刮刀顶端纸幅冲击形成的磨损逐渐加重,导致皱纹结构达不到质量标准要求,刮刀失效下机。
频繁更换刮刀必然会缩短有效生产时间,降低生产效率。
2.2皱纹不稳定,产品质量难以提升
钢制刮刀从开始使用到失效下机过程较短,期间刮刀刃口两侧几何形状变化较快。贴缸侧会由线性接触状态很快转化为面接触,且面宽变化很快,刮刀顶端横幅冲击很快形成不规则凹痕,与此相伴的是皱纹粗细的渐变。皱纹粗细和均匀性变化明显,目视即可辨识。这种短周期的周而复始的皱纹结构变化,造成产品质量提升时无法逾越的技术障碍。
另外,随着工作面的增宽,刮刀与烘缸之间的摩擦力不断增加,导致能耗增加,客观上也增大了生产成本。

图3 钢制刮刀磨损样貌
由于钢制起皱刮刀存在上述缺陷,生产实际中,技术人员不断地寻求耐磨性更好的品种和型号的钢材,但效果不明显,后来就出现了合金刮刀和陶瓷刮刀等创新产品。
3 恒压式合金起皱刮刀的研发
合金/陶瓷涂层起皱刮刀是替代传统钢制刮刀的创新技术产品,但是,同样存在待改进之处:一是与烘缸接触的工作面同样会随着时间的推移而逐步加宽,导致纸面皱纹结构发生变化,只是其失效过程会比普通钢刀慢,其寿命通常为钢制刮刀的40~60倍;二是因为一般陶瓷材料都具有脆性,工作刃口容易出现微小的不规则状的崩口,从而导致纸面出现纵向条纹,影响产品质量。
鉴于目前使用的起皱刮刀存在的不足,需要有新的形式/材料的起皱刮刀提供给企业,以提高生产效率(很少换刀)、提升产品质量(皱纹均匀性、一致性、松厚度、表观)、降低生产成本(刮刀使用成本、能源消耗成本)。
3.1新型起皱刮刀应具备的先进性
本文作者研究新型起皱刮刀的出发点,是解决现有起皱刮刀应用中存在的不足。因此,新型起皱刮刀应具有如下技术特征:
好的耐磨性能,寿命长;顶端抗冲击能力强;与烘缸接触面小且恒定,避免烘缸的较快磨损;刀压小,以减小摩擦且节省能源;减小材料脆性。
3.2设计原理
总体设计思路:以现有的钢制刮刀材料作为基体,利用先进的表面工程技术,对工作部位进行局部表面强化,既节约成本,又达到耐磨、抗冲击目的。
作者利用本单位长期积累的超音速火焰喷涂技术优势实现局部强化目的。
材料选择:兼顾涂层材料的硬度、强度、加工性等因素,选取特殊的金属材料完成合金化工艺,使涂层具有高耐磨性且不易在加工和使用过程中出现刃口崩裂现象。
外形及尺寸设计:考虑与现用刮刀的可替换性,新型起皱刮刀的形貌及尺寸尽可能贴近现用刮刀。
防“顶缸”设计:在涂层与烘缸接触部位增加一个小的过度角,以减少初始工作时发生“顶缸”的可能性。
抗冲击设计:考虑起皱过程中纸页对刮刀顶端持续不断的冲击,被冲击部位应当具有很强的抗冲击能力。
恒压设计:刮刀与缸面接触部位设计成垛状结构,使得刮刀稳定工作一小段时间后,刮刀与烘缸的接触面积不再发生变化。
这种恒压设计,可避免刮刀在持续磨损过程中接触面不断增大的现象;刮刀工作时刀压较小且保持不变;纸页冲击区有足够强度;纸浆或物料中出现个别微小硬质颗粒物时,容易从垛峰下的凹槽排出,防止颗粒物较长时间夹持在刮刀刃口与缸面之间而划伤烘缸;尽量减少硬质涂层与烘缸的接触面积,延缓烘缸表面的磨损。
依据上述原理设计的新型起皱刮刀,称之为恒压合金起皱刮刀。
3.3试用结果
试用企业:选择满城恒信纸业、易县天成纸业两家公司3台卫生纸机进行试用。每台纸机试用两把样刀。表1和表2是两家试用单位的生产工艺条件。
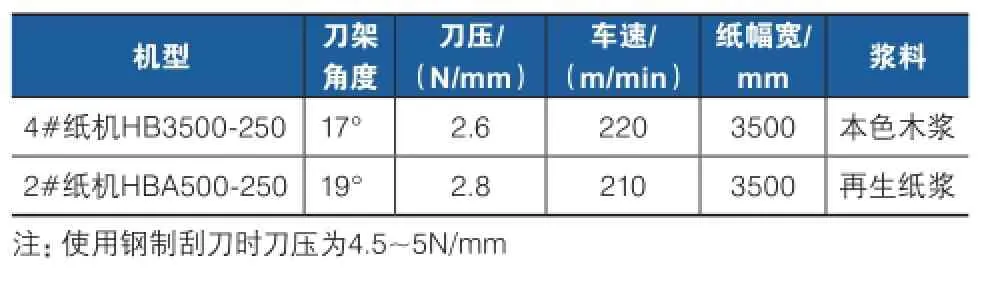
表1 恒信纸业生产工艺条件

表2 天成纸业生产工艺条件
试用结果:恒信纸业选择2号机和4号机进行试用,天成纸业选择1号机进行试用。表3 和表4是具体试用结果。

表3 恒信纸业试用结果

表4 天成纸业试用结果
刀样分析:作者对试用后回收的每把刮刀,从一端和中间分别截取30~40cm长度的刀样,对磨损情况进行分析。
通过对下机刀样的目视及显微观察,磨损痕迹清晰可辨。刮刀顶端冲击区域宽度集中在距刃口0.1mm范围内,其他区域磨痕很轻。垛状工作台与烘缸全接触,刃口处涂层平整,磨痕轻浅均匀。

图4 合金刮刀磨损样貌
4 结论
新型合金起皱刮刀的设计具有技术先进性。试用结果初步证明,相同使用条件下,新型刮刀的使用寿命基本是钢制刮刀寿命的30~60倍,成纸的表观效果、皱纹均匀性、松厚度、手感等均明显优于钢制刮刀生产的成纸。
新型合金起皱刮刀具有经济性。试用单位估算,因大大减少了换刀次数,每把新型合金刮刀可以多出成纸2.5t以上,且大大减轻工人的劳动强度。摩擦面积小且恒定,刀压由4.5~5N/mm减小至2.5~3N/mm,节省电和蒸汽用量。成纸品质提升带来一定的市场竞争优势。
Research on New Type of Creping Blades
