年产2 000吨红肉苹果汁工厂设计初探
2016-07-27鲁莎莎曹美霞郭玉蓉
鲁莎莎,曹美霞,郭玉蓉
(陕西师范大学食品工程与营养科学学院,陕西西安 710019)
年产2 000吨红肉苹果汁工厂设计初探
鲁莎莎,曹美霞,*郭玉蓉
(陕西师范大学食品工程与营养科学学院,陕西西安710019)
摘要:新疆红勋1号红肉苹果色泽鲜艳且含有大量花色苷,作为果汁生产原料具有十分显著的营养优势和感官特色。试验建立了以红勋1号为原料、年产2 000 t红肉苹果汁的工厂设计,分析探究了护色、灭酶工艺参数对红肉苹果汁中花色苷稳定性的影响。建立的生产工艺流程为原料验收修整、清洗、冷破碎、卧螺分离、灭酶、带榨、浓缩、无菌灌装、检验、装箱,并进行中试生产实践,参照GB/T 18963—2012,该工艺生产的红肉苹果汁符合国家标准。最后,进行物料衡算、设备选型、工厂平面设计和投资估算,为红肉苹果汁产品提供一定的理论基础和实践经验。
关键词:红肉苹果汁;花色苷;工厂设计
1 项目论证
1.1产品来源及特点
新疆红肉苹果是新疆野苹果的变型,现已成为受到人们青睐的野生新资源食品。红肉苹果花色苷含量丰富(果皮含量最高),其含量高于非红肉苹果20~30倍。果皮、果肉均为红色,具有观赏价值[1-2]。据报道,由于其丰富的花色苷,红肉苹果果汁的抗氧化能力(ORAC和FRAP)比非红肉品种高5倍[3-5]。因此,红肉苹果果汁也在预防癌症、心血管疾病、糖尿病等方面也发挥着重要作用。利用红勋1号红肉苹果制汁,不但色泽鲜红诱人,而且能够充分开发和利用红肉苹果的营养价值,具有良好的应用前景。
在加工过程中,护色和灭酶是2个关键工艺控制点。苹果与其他果蔬相比更易发生酶促褐变,这会对果汁营养价值和品质产生负面影响。在生产过程中,大于80%的酶促褐变发生在很短时间的果实破碎过程中[6]。因此,破碎过程中需要采用护色工艺防止褐变。VC是一种较为普遍的抑制褐变剂,但抗褐变效果与VC的浓度有很大关系。添加量过少达不到护色效果,添加量过多则会引起非酶促氧化降解、影响果汁颜色,因此有必要探讨果实破碎过程中VC防褐变的最适添加浓度。
在生产加工过程中,随着VC浓度的降低,PPO所引起的酶促褐变会再次影响果汁的产品品质。所以,在果浆榨汁后、防褐变剂失效前,必须尽快通过热失活PPO,防止酶促褐变的发生。如果灭酶温度高、灭酶时间长,必定能使PPO彻底失活,然而这种方法会加重VC的降解和美拉德反应等非酶促褐变的发生,所生产的果汁品质不佳,伴有蒸煮味。但是,灭酶温度低、灭酶时间短,PPO的残余活力未能完全控制,会催化酶促褐变的再次发生。因此,需要针对红肉苹果生产过程中灭酶时间、灭酶温度对花色苷含量的影响进行探讨,以期减弱热处理对果汁色泽的负面影响。
1.2市场开发前景
我国苹果汁总体加工规模庞大,在世界果汁加工行业占据重要位置。但所产苹果汁酸度低,影响产品的品质和售价。红肉苹果酸度较非红肉苹果高,且具有鲜艳的红色和较高的营养价值,是开发和拓展果汁加工国内市场与多元化国际市场的优良品种。
1.3设计依据
主要依据《果品蔬菜加工工艺学》 《食品工程全书》 《食品工厂设计与环境保护》 《食品加工技术装备》等。
1.4厂址的选择
工厂的选择一般倾向于在原料的产地,厂址在城市外围,原材料地选在辅助材料和包装材料易获得的地方,有利于销售,且能够减少运输费用。
2 班产量生产方案及产品方案的确定
2.1班产量确定
(1)年产量。Q=2 000 t。
(2)生产班制。淡季一班、中季二班、旺季三班制,6 h/班。班制的制定要根据原料特性、生产工艺、设备的生产能力来决定。如果原料供应正常,或者厂内设有冷库贮藏室和半成品加工设备,也可以延长生产期,但不需要多开班次突击。这样有利于劳动力的平衡、生产设备的充分利用以及产品的正常销售,方便生产管理,提高经济效益。
(3)工作日。红肉苹果的成熟季节在秋季,因此果汁生产旺季为8,9,10,11,12,翌年1月份,淡季为2—7月份。其中,7月份和2月份要进行设备检修与维护。每月工作日平均为25 d,所以旺季工作日为6×25=150 d,淡季工作日为4×25=100 d。
全年红肉苹果汁的生产天数为t=t旺季+t淡季=150+100=250 d.
(4)产量q班。

式中:q班——班产量,t;
Q——年产量,t;
0.75——设备不均匀系数。
经过计算,q班=4.85 t。
2.2生产方案
生产方案的确定见表1。
表1 生产方案的确定
(1) 生产时间。旺季实行3班制,淡季实行1班制,6 h/班;生产期共250 d。
(2)生产计划。全年8,9,10,11,12,翌年1月份实行旺季3班制生产;3—6月份实行淡季1班制,利用库存红肉苹果生产;7月份和2月份进行生产设备的检修与维护。具体生产方案可根据时常需求适当调整。
2.3产品方案
主产品为红肉苹果汁,产品规格按照200,500,2 000 mL/瓶生产。
3 工艺流程的确定及论证
3.1工艺流程的确定
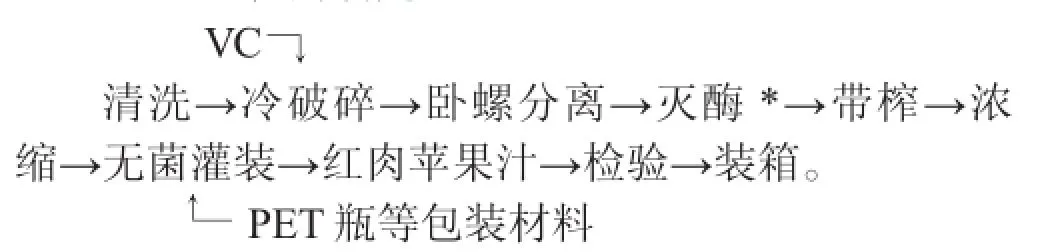
其中,*为关键工序控制点。
3.2工艺论证
3.2.1原料采收与拣选
从新疆采购红勋1号红肉苹果,运输至低温原料仓库中待用。拣选时,去除发霉、腐烂的果实,清除果实的枝叶,去除果实上附着的沙子、泥土等杂质。
3.2.2原料清洗
由于红肉苹果单果体积较小且运输路途较远,容易附着杂质和细菌,鼓泡式清洗机可实现红肉苹果的旋转翻滚式清洗,清洗效果较好。
3.2.3冷破碎
VC不同添加量对红肉苹果汁花色苷的影响见图1。
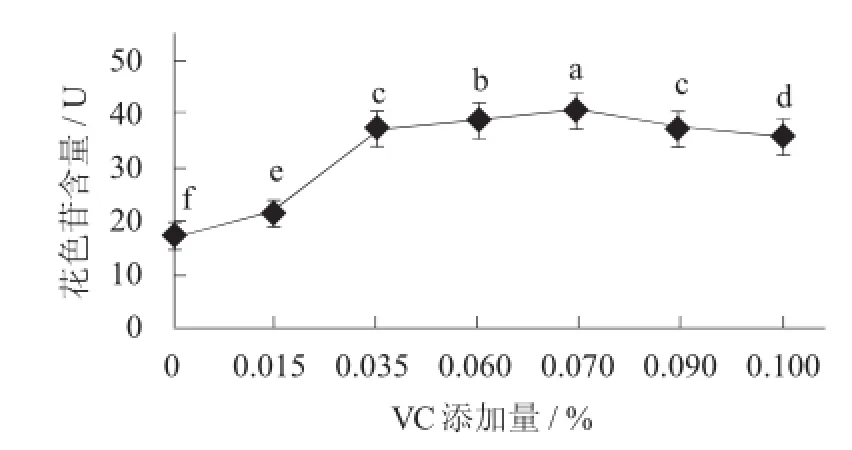
图1 VC不同添加量对红肉苹果汁花色苷的影响
破碎过程容易发生褐变,造成红肉苹果果汁品质下降,采用VC护色提高果实破碎过程中的花色苷稳定性。由图1可知,随着VC添加量不断增大,果汁的花色苷含量呈现明显的上升趋势(p<0.05)。这是由于VC不仅能还原多酚氧化酶催化酚类物质氧化生成的醌,也可作为酶分子中铜离子的鳌合剂[7],从而防止醌进一步聚合成黑色素。当VC添加量为0.070%时,对花色苷稳定性达到最佳效果;当VC添加量大于0.070%时,添加量较高的VC会氧化形成H2O2。H2O2通过对花色苷C-2位亲核进攻使吡喃环裂解,从而不能达到护色效果。此外,过多的VC也可直接与花色苷发生缩合反应引起花色苷的降解[8]。在果实破碎过程中添加适当浓度的护色剂十分重要,此次中试生产过程中VC护色处理选取添加量为0.070%。
3.2.4灭酶
灭酶时间、灭酶温度对果汁花色苷含量的影响见图2。
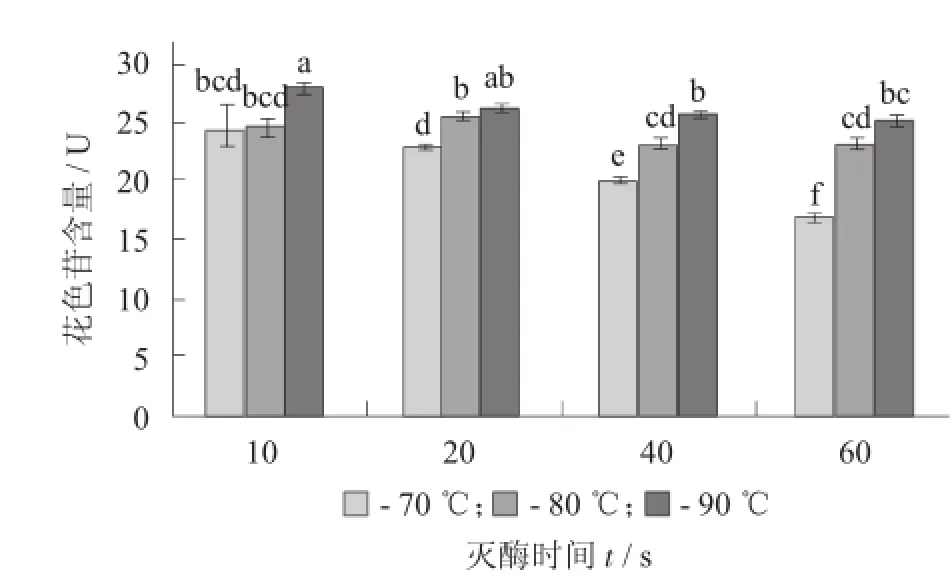
图2 灭酶时间、灭酶温度对果汁花色苷含量的影响
花色苷本身具有热不稳定性,随着灭酶时间和灭酶温度变化会发生不同程度的降解[9]。由图2可知,当灭酶温度为70℃时,果汁花色苷含量随灭酶时间延长发生显著降低(p<0.05),说明70℃不能有效钝化PPO,反而会因为灭酶时间延长导致花色苷受热降解。与70℃,20 s时相比,当灭酶温度和灭酶时间提高到80℃,20 s时,花色苷含量显著提高(p<0.05),说明适当提高灭酶温度能够抑制PPO活性。与70℃和80℃相比,当灭酶温度提高到90℃,且时间为10 s时,果汁花色苷含量达到最高(p<0.05);且灭酶时间在20 s以内,未出现显著下降(p>0.05),说明高温有效抑制PPO活性且短时间内不会引起花色苷热降解。此次中试生产中采用90℃,10 s灭酶。
3.2.5酶解
加果胶酶进行酶解,主要目的是降低红肉苹果果浆的黏度,提高出汁率,便于后续的带榨工艺。果胶酶的添加量为0.03%,酶解时间为30 min,灭酶温度保持在40℃,酶制剂于冷库储存。
3.2.6蒸发浓缩
经带榨过滤后的红肉苹果汁可溶性固形物为12°Brix,蒸发浓缩后果汁的糖度控制在44±1°Brix。
3.2.7无菌灌装
将预先经过杀菌的红肉苹果汁无菌灌装,并密封于PET瓶等容器。为实现无菌灌装,操作时应该注意工作环境无菌、包装材料无菌、果汁本身无菌。
4 品质标准及检测
4.1品质指标检测方法
(1) 多酚含量测定。取1.0 g样品,按料液比1∶4加入65%乙醇溶液,于58℃下水浴35 min,将提取液以转速12 000 r/min,于4℃下离心10 min,取上清液。取1.0 mL上清液加入12 mL饱和Na2CO3和1.0 mL Folin,定容至25 mL。室温避光反应1 h后,检测OD765值。
(2)总酚测定标准曲线的绘制。用5 mL 70%乙醇溶解0.250 0 g没食子酸,定容至50 mL,分别移取0.5,1.0,1.5,2.5,5.0 mL至容量瓶中,用水定容至50 mL,制备质量浓度分别为50,100,150,250,500 mg/L的没食子酸溶液。从上述不同质量浓度的标准溶液中分别移取0.5 mL加入到50 mL容量瓶中后,加入30 mL去离子水,混匀后加入2.5 mL Folin-Ciocalteu试剂,混匀后再加入7.5 mL 20%碳酸钠溶液,混合并定容。室温避光反应1 h,检测OD765值,从而得到标准曲线。
总酚测定标准曲线见图3。
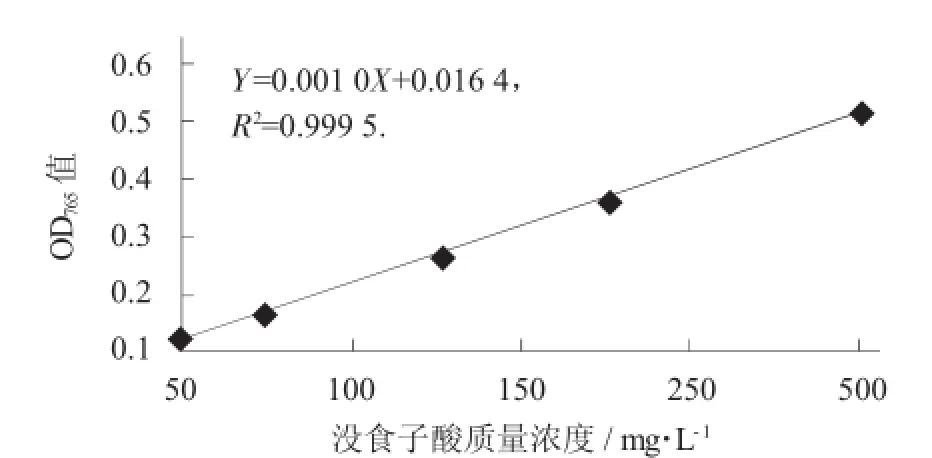
图3 总酚测定标准曲线
(3) 可溶性固形物检验。按照GB/T 18963—2012规定的方法进行检验[10]。
(4) 不溶性固形物检验。按照GB/T 18963—2012规定的方法进行检验。
(5)透光率检验。按照GB/T 18963—2012规定的方法进行检验。
(6)总酸检验。按照GB/T 12456规定的方法进行检验[11]。
(7)感官指标标准。参照GB/T 18963—2012卫生标准检测参照水、乳品及饮料进行。
4.2中试生产品质指标检测
全果与中试加工关键控制点果汁多酚含量变化见图4,果汁基本指标变化见表2。
由表2可知,红肉苹果中试加工过程中关键工艺控制点的果汁基本指标变化。参照GB/T 18963—2012果汁的理化指标参数,本次中试生产的红肉苹果汁符合国家标准。
此次红肉苹果加工生产时采用全果榨汁,利用Folin法测定。红勋1号红肉苹果全果的总酚含量为3 241.7±22.0 mg/kg,红肉苹果置于4℃避光贮藏3个月后全果多酚显著下降至1 008.1±2.0 mg/kg (p<0.01)。由图4可知,对比各工艺控制点果汁的多酚含量,发现均无显著差异(p>0.05),说明护色、灭酶工艺能够有效抑制果汁在加工过程中多酚的氧化降解。
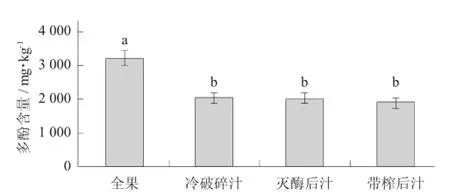
图4 全果与中试加工关键控制点果汁多酚含量变化
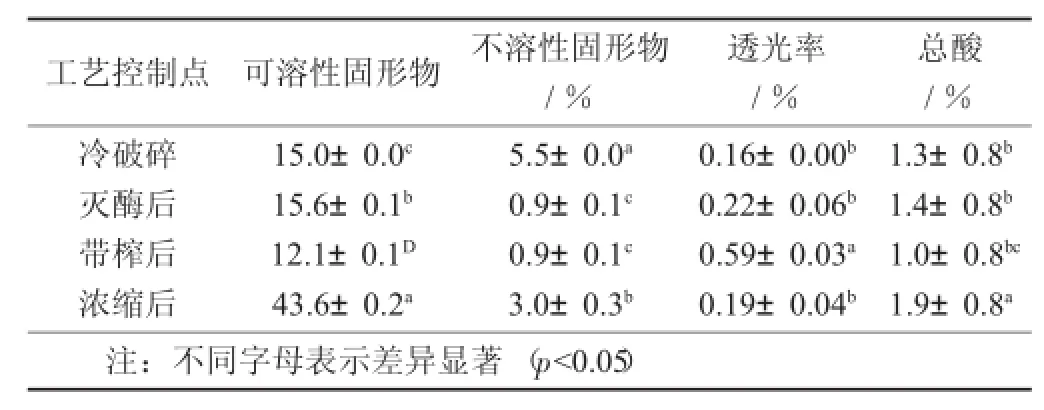
表2 果汁基本指标变化
5 物料衡算
加工过程中物料损耗见表3。
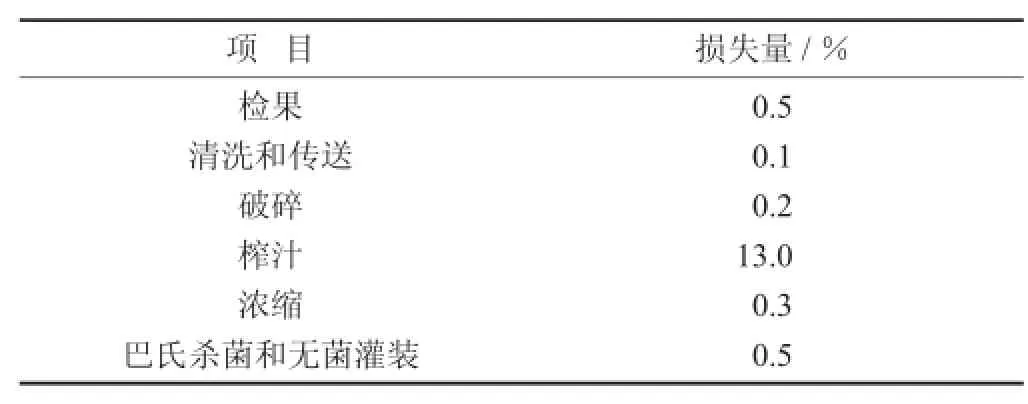
表3 加工过程中物料损耗
(1)要求每班每日产量为4 850 kg,检果损失率0.5%,则检果前所需要的红肉苹果为:
(2)鼓泡式清洗传送过程的损失量为0.1%,则清洗和传送前所需要的红肉苹果为:
(3)破碎过程的损失量为0.2%,则破碎前所需要的红肉苹果为:
(4)榨汁过程的损失量为13%,则榨汁前所需要的红肉苹果为:
(5)浓缩过程的损失量为0.3%,则浓缩前所需要的红肉苹果为:
(6)巴氏杀菌和无菌灌装过程的损失量为0.5%,则巴氏杀菌和无菌灌装前所需要的红肉苹果为:
6 设备选型及结果
6.1设备选型的原则
从生产设备的技术经济角度考虑,设备选型时应当选取生产上适用性强、经济上合理、技术上先进的设备,从而提高经济效益,促进企业生产发展。将这3个方面铺开来说,生产设备应当具备8个参数,即生产性、可靠性、维修性、安全性、节能性、耐用性、成套性、灵活性。
(1)生产性和可靠性。按照工厂的规划和生产计划,所选择设备的生产能力应当能够满足工艺要求和技术要求。生产出可靠的成品,成品率高;此外,设备运行时事故、故障少,并且能够满足生产的技术力量、劳动力、动力和原材料等供应要求。
(2)维修性和安全性。尽量选择安装较易、检修易拆卸的设备,防护装置完善程度高,不仅能够防护设备本身安全,也能防护人身安全,如自动报警、故障监测等。
(3)节能性和耐用性。不同品牌设备的能耗不同,选择时应符合《节约能源法》的标准要求,减少噪音、有害物质排放,注意设备的经济寿命或安全寿命。
(4)成套性和灵活性。选择设备随机附件齐全,能生产的产品品种多,万能类设备转换产品较易,但效率较低;专用设备则相反,转换产品难,但效率较高。
除此之外,在设备选择上还应该注意当地的备件供应、供应商的售后服务、其他技术支持(如技术文件、设备的使用说明和保养维护、维修人员的培训等)。
6.2主要设备的选型结果
根据设备选型的原则,进行比较和分析红肉苹果汁生产主要设备。
KAGPJ-05型鼓泡式洗果机,科安食品机械产品;DHLDJ-500型冷破碎打浆机、DH-QZO-2-50型强制循环蒸发器,西安鼎和机械制造有限责任公司产品;LW255×1075型卧式螺旋卸料沉降离心机,宜兴市华鼎粮食机械有限公司产品;DHLGSJ-500型列管式杀菌机,西安鼎和机械制造有限责任公司产品;KADZ-500型带式压榨过滤机,利安食品机械有限公司产品。
7 车间平面设计
7.1车间平面设计的依据
车间平面设计的依据是常用的设计规范和规定,主要有GBJ 16—2000设计建筑防火规范和《化工工艺设计手册》等。为了力争项目的经济合理、技术先进、维修操作方便及节省投资,在设计过程中要考虑生产工艺、施工、安全、经济及美观、工厂扩建等。
7.2工厂车间的设计
(1)原料库。为了保证红肉苹果的新鲜品质,防止果实的堆压,选择温度为4℃且避光条件的冷库贮藏。冷库面积估算为40×2=80 m2。
(2)生产车间。生产车间是耗能最大、安全要求最高的车间,需要考虑良好的通风和防爆系统,参照工艺流程并设计具有独立出入口的参观通道。面积估算为25×25=625 m2。
(3)仓库。所生产出的红肉苹果汁需要独立的成品仓库,为保证产品的品质,选择要求较高的气调冷藏库,加设防潮措施,接近包装车间。面积估算为4×25=100 m2。
(4)生产辅助车间。包装材料库、化验室等。化验室要对生产过程中产品的品质进行严格把关和监测,包装材料库要便于产品的运入和运出。
8 投资估算
8.1设备投资估算
红肉苹果汁生产主要设备见表4。
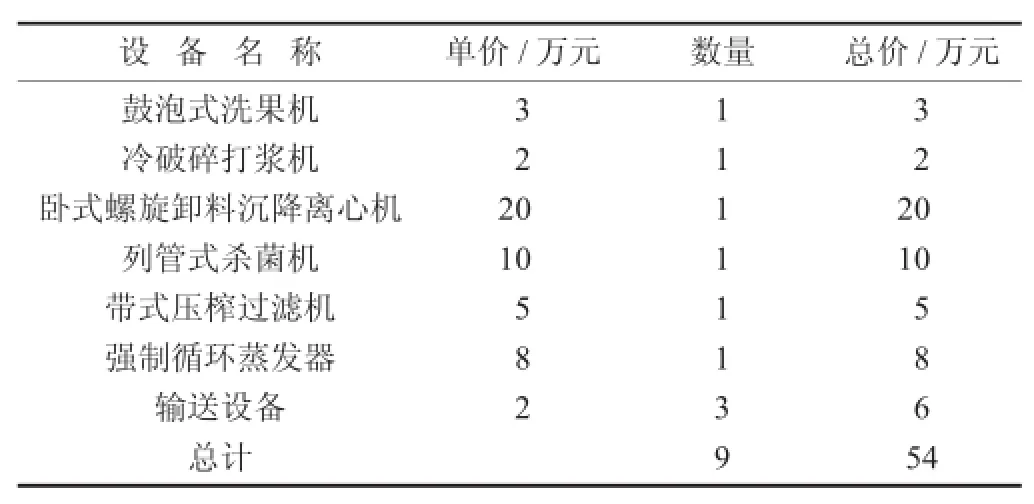
表4 红肉苹果汁生产主要设备
8.2建筑物投资估算
建筑物投资估算见表5。
建筑物投资按照1 200元/m2计算,设计钢构厂房面积为995 m2,则厂房建筑费为995×1 200= 119.4万元。

表5 建筑物投资估算
9 结论
通过查阅大量书籍和资料,基本掌握苹果汁生产的基础知识后,运用工厂设计的理论知识进行红肉苹果汁的初步工厂设计。生产工艺为清洗→冷破碎→卧螺分离→灭酶→带榨→浓缩→无菌灌装→红肉苹果汁→检验→装箱。为了避免加工过程对红肉苹果花色苷的破坏,通过试验分析确定护色、灭酶工艺的关键控制点参数,其中VC最适添加量为0.070%,灭酶温度90℃,灭酶时间10 s。试验发现,一定浓度的VC对果汁中花色苷的稳定性起到保护作用,但高浓度的VC却引起非酶褐变影响了护色效果,在破碎工艺中VC添加量不宜过多。PPO依赖具有邻二酚结构的其他酚类降解花色苷发生非酶促自发聚合形成多聚褐色物质[12],且花色苷本身对温度十分敏感,因此提倡高温瞬时灭酶。跟踪中试生产关键控制点果汁的基本指标发现,该工艺生产的红肉苹果汁在各关键工艺加工点的多酚含量未发生显著变化(p>0.05),说明护色、灭酶工艺可行有效。参照GB/T 18963—2012中的理化指标,本次中试生产的红肉苹果汁符合国家标准。此外,经过进行物料衡算、设备选型、工厂平面设计等工作,加深了对理论知识的理解,丰富了实践经验,培养了一定的工程设计能力,为红肉苹果汁的生产和开发提供了一定的理论指导作用与实践经验。
参考文献:
[1]Zhang Y,Zhu J,Dai H.Morphological characteristics and pollination compatibility of a new red flesh apple,Hongxun No.1[J].Res Crops,2013,14(1):199-204.
[2]济南正庄农业科技有限公司.世界苹果新品种红色之爱 [J].中国果菜,2015(6):56-65.
[3]Konczak I,Zhang W.Anthocyanins-more than nature's colors[J].Biomed Biotechnol,2004(2):239-240.
[4]Sun-Water-house D,Luberriaga C,Jin D,et al.Juices,fibres and skin waste extracts from white,pink or redfleshed apple genotypes as potential food ingredients[J]. Food&Bioprocess Technology,2013(2):377-390.
[5]Rupasinghe H P V,Wang Y.Apple skin extracts for treating cardiovascular disease:WO,WO 2011147028 A2[P]. 2011-08-07.
[6]赵光远,王璋,许时婴.混浊苹果汁加工过程中的酶促褐变及其防止的研究 [J].食品工业科技,2003(10):57-61.
[7]晏绍庆,刘宝林,华泽钊,等.冻结速率对苹果片多酚氧化酶和过氧化物酶活性影响的研究 [J].食品工业科技,2000(2):10-12.
[8]Poei Langston M,Wrolstad R.Color degradation in an ascorbic acid-anthocyanin-flavanol model system[J].Journal of Food Science,2006(4):1 218-1 236.
[9]孙建霞,张燕,胡小松,等.花色苷的结构稳定性与降解机制研究进展 [J].中国农业科学,2009(3):996-1 008.
[10]中国饮料工业协会技术工作委员会.GB/T 18963—2012浓缩苹果汁最新标准 [S].北京:中国标准出版社,2012.
[11]国家质量监督检验检疫总局.GB/T 12456—2008食品中总酸的测定 [S].北京:中国标准出版社,2008.
[12]赵昶灵,李云,陈中坚,等.花色苷的酶降解 [J].热带亚热带植物学报,2011(6):576-584.◇
中图分类号:TS211.4
文献标志码:A
doi:10.16693/j.cnki.1671-9646(X).2016.06.012
文章编号:1671-9646(2016)06a-0039-05
收稿日期:2016-04-27
基金项目:现代农业产业技术体系建设专项资金资助项目(GK661001);中央高校基本科研业务费专项资金项目(GK261001330)。
作者简介:鲁莎莎(1992— ),女,在读硕士,研究方向为食品功能成分的分析与测试。
*通讯作者:郭玉蓉(1962— ),女,博士,教授,博士生导师,研究方向为食品生物加工。
The Design of Red Apple Juice Factory of 2 000 Tons Per Year
LU Shasha,CAO Meixia,*GUO Yurong
(College of Food Engineering and Nutritional Science,Shaanxi Normal University,Xi'an,Shaanxi 710019,China)
Abstract:Hongxun 1 red apple with bright red and rich in anthocyanin content.As the raw material for fruit juice production,it has abundant nutritive valand and special sensory quality.This thesis made factory design for the annual treatment of 2 000 tons red-flesh apple juice.The effect of color protection and anti-enzymes on the stability of anthocyanins in red flesh apple juice is analyzed and explored.Production process is as follow:acceptance of materials,cleaning,cold crushing,separ ation of horizontal screw,enzyme inactivation,belt type juice,concentration,ase ptic filling,inspection,packing.According to GB/T 18963—2012,the pilot production of red-flesh apple juice meet national standards.Then carried on the material balance calculation,the equipment type selection,the factory plane design and the investment estimate.It provided the certain theory basis and the practical experience for the development of red-flesh apple juice product.
Key words:red-flesh apple juice;anthocyanins;factory design
