能源装备用薄壁钣金构件的成形技术
2016-07-14吕晓芳李细锋
吕晓芳,李细锋,陈 军
(上海交通大学塑性成形技术与装备研究院,上海200030)
能源装备用薄壁钣金构件的成形技术
吕晓芳,李细锋,陈 军
(上海交通大学塑性成形技术与装备研究院,上海200030)
摘 要:薄壁钣金构件是机械装备的重要外观和结构件。结合现有的钣金零件生产技术与装备,概述了能源行业用钣金零部件的成形技术现状。重点介绍了燃料电池(PEMFC)双极板凹凸状流道成形技术、核燃料定位格架条带的冲切弯曲成形技术和太阳能电池基板轧制成形技术的研究现状。运用ABAQUS/Explicit软件,通过编写VUMAT用户材料子程序引入材料模型、各向异性屈服准则和韧性断裂准则,建立了一种镍合金核燃料格架条带冲裁成形的三维数值仿真模型。冲裁断口质量的仿真结果与试验获得的光亮带和断裂带的比例分布吻合较好。通过ABAQUS子程序二次开发,实现了历史变形损伤残余由实体单元到壳单元的映射,应用于后续弯曲成形仿真,并与试验结果相对比,验证了损伤映射的必要性和准确性。
关键词:能源行业;钣金构件;数值仿真;场变量;映射
第一作者:吕晓芳,女,1991年生,硕士研究生
1 前 言
进入21世纪,全球环境污染日益严重,化石能源日渐枯竭。新能源的开发引起了各国政府和研究机构的重视,新能源产业成为衡量一个国家和地区高新技术发展水平的重要依据,也是新一轮国际竞争的战略制高点。国内新能源行业的发展技术水平和生产能力与国外先进水平差距较大,技术和设备生产多依赖进口,生产制造的高成本限制了新能源大规模的推广应用。
先进材料的薄壁钣金构件具有重量轻、强度高、导电性能好等特点,在各个行业得到了广泛应用。在能源行业用零部件中,钣金件的成本占据了很大比重,成为影响能源组件性能和成本的重要组成部分。随着能源行业的发展和产品需求的不断变化,要求在薄板构件塑性成形技术领域不断探索新材料、新工艺和新设备,缩短产品制造周期,实现高效、快速、柔性和精确成形。因而,使得液压成形、温热成形、超塑性成形、喷丸成形和渐进成形等先进钣金成形技术得到了快速发展和应用。
2 能源装备用钣金件成形技术现状
2.1 燃料电池双极板
氢能是一种绿色二次能源,具有热值高、无污染和来源丰富等优点,被视为“后石油时代”的能源解决方案之一。燃料电池是目前氢能最理想的转化装置,已应用于汽车、船舶和发电站等多个领域。
20世纪 80年代以来,质子交换膜型燃料电池(Proton Exchange Membrane Fuel Cell,PEMFC)引起了国内广泛的研究,作为PEMFC关键部件之一的双极板,占据了整个燃料电池堆总质量的60%~80%和电堆成本的30%~45%,成为制约燃料电池应用的瓶颈[1]。一种典型的燃料电池金属双极板流道结构如图1所示,整个双极板变形区域大,变形细节相对很小且数量多,属于微成形技术范畴。双极板的制造技术成为提高电池寿命和降低电池成本的关键技术之一。
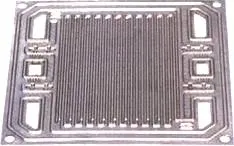
图1 燃料电池金属双极板流道结构Fig.1 Channel structure of PEMFC bipolar plate
与石墨双极板和复合材料双极板等相比,金属双极板具有良好的机械性能、导电性能和易加工的特性,其成形工艺的研究开发吸引了国内外的学者。相对于机加工,冲压工艺是一种适合大批量生产的加工方法,对于节约成本和减轻重量具有显著优势,但在成形过程中容易出现起皱和拉裂等缺陷。李思等[2]选用304不锈钢为原材料,利用Dynaform软件研究了冲模速度对双极板冲压成形性能的影响,随冲压速度增大,冲压件的最薄处厚度减小,且减薄速率呈现一定的规律,可根据减薄速率分析出最适合的冲压速度。倪军等[3]开发了一种基于辊压成形的质子交换膜燃料电池金属双极板制造方法,有效降低了金属双极板的生产成本和传统冲压工艺中由于定位而造成的制造误差。图2为双极板辊压成形总体布局图,整个生产线分为两个阶段,第一阶段为单极板辊压工序,采用单极板辊压辊子对上下两个工位同时进行两个单极板的极板辊压,一个工位上的单极板辊压工序如图3a所示。根据构形设计,单极板辊压辊子对的圆周表面轮廓由双极板的流场的流道形状映射生成,且一个圆周上分布若干个极板反应流场。每个工位上的辊子对共轭,上下工位的辊子对采用互逆布置,即凸凹模上下位置相反。第二阶段包括双极板辊压连接工序及后续的双极板整形和剪切冲裁。双极板的辊压连接工序如图3b所示,上下两个对称的连接辊子上有凸起平台,凸起平台顶部设置有微型连接凸点和凹槽,通过微型连接凸点的冷挤压迫使金属材料在凹槽两侧内流动,可实现两块单极板的连接。之后采用整形辊子对进行双极板整形,最后完成剪切冲裁。Muammer Koc[4]开发的液压胀形与压力焊工艺实现了在一个工步上完成双极板的液压胀形和焊接成形。Masanori Yokoyama等[5]研发的镍基金属玻璃热压铸成形工艺和Shuo-Jen Lee研究的金属双极板电化学刻蚀成形[6]等双极板成形技术也取得了一定的进展。
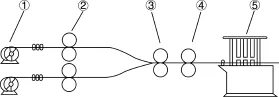
图2 双极板辊压成形总体布局图[3]:①开卷机,②单极板辊压,③双极板连接,④双极板整形,⑤剪切冲裁Fig.2 Schematic diagram of entire allocation of bipolar plate roll forming:① uncoiler,② single plate rolling,③ bipolar plate rolling,④bipolar plate shaping,⑤shear blanking
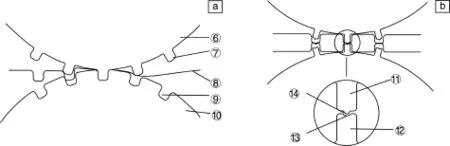
图3 单极板辊压工序(a)和双极板辊压连接工序(b)示意图[3]:⑥单极板辊压凸模,⑦辊压沟脊,⑧金属薄板材料,⑨辊压凹槽,⑩单极板辊压凹模,⑪、⑫凸起平台,⑬微型连接凹槽,⑭微型连接凸点Fig.3 Schematic diagrams of rolling process of single plate(a)and rolling connection process of bipolar plate(b)[3]:⑥rolling punch,⑦rolling groove ridge,⑧sheet metal,⑨rolling groove,⑩rolling die,⑪ and⑫ raised platform,⑬micro connection groove,⑭micro connection emboss
利用冲压方法制造薄金属双极板具有易加工、零件力学性能好等特点,但存在耐腐蚀性差等明显的缺点,制约着燃料电池的使用寿命。为提高双极板的耐腐蚀性能,金属的选材和表面处理或表面改性技术就成为关键技术之一。早期使用的金属双极板是镀金的钛板和铌板,国内外许多研究单位在这方面开展了诸多研究,使选材趋于多样化,目前主要有铁基金属双极板、镍基金属双极板和轻金属双极板等,且以不锈钢为主的铁基合金具有较为明显的优势[7]。
2.2 压水堆核燃料定位格架
压水堆是一种首先应用于研究的核动力堆,其设计紧凑,安全性好,世界各国核电站大都采用这种反应堆型。核燃料棒定位格架是压水堆燃料组件中的关键部件之一,在反应堆运行时,格架一方面起到定位和固定支撑的作用,维持合理的燃料棒间距,为冷却剂提供合适的棒束流道,另一方面通过搅拌翼对流体的搅浑作用提高燃料组件的临界热流密度,对组件热工水力学性能具有直接影响。核燃料堆任何新型组件的研制或重大改进都是从定位格架开始,其设计和制造技术要求均很严格。长期以来,由于结构复杂,制造工艺难度大,定位格架条带、弹簧的采购一直依赖进口成品零件。在选材方面,早期标准燃料组件格架多选用高温镍基合金,如Inconel 718或Inconel 625等,但由于镍基合金中子吸收截面大,会造成无益的中子损失,工程中开始使用锆合金格架,包括全锆格架、锆合金和镍合金相结合的双金属格架[8]。
国内外文献大多论述格架结构的设计优化和格架组件热工水力分析方法的研究,对于核燃料格架制造技术的研究却鲜有文献发表。宜宾核燃料元件厂20世纪80年代成功制造出我国第一代核电站用镍合金定位格架,但在标准化、系列化、自动化和生产效率上还存在较多问题,后来又对定位格架Inconel 718双弹簧成形工艺及模具进行了研制,采用设计的双弹簧斜楔滑块打弯成形级进模,制造出了符合技术要求的双弹簧[9]。法国马通AFA 3G组件格架是一种典型的格架结构,由条带、围板和弹簧3种零件构成,近几年来,国内在AFA 3G组件格架条带和弹簧冲制技术研究方面取得了一定进展。宜宾核燃料元件厂在条带冲制的模具研究方面积累了丰富经验,基本具备了国产化研究条件,叶远东[10]针对AFA 3G定位格架内外条带及弹簧的结构和制造难点进行了分析,制订了研制方案;叶远东、钟鸣等[11]针对AFA 3G组件格架条带、双弹簧的结构进行了一系列冲压工艺试验及相关试验,制订了弹簧级进模冲制工艺方案。陈杰、雷涛等[12]在专利中公开了一种具有防勾挂以及交混作用的定位格架,与传统的AFA 3G定位格架相比,外条带采用连续布置的上部导向翼,防钩挂性能得到增强,开孔的导向翼增强了相邻燃料组件之间的横向交混性能,减小了局部压力损失,提高了热工安全裕能。通过三维模拟以及试验验证表明,限制外围燃料棒位移和在外条带上部设置连续导向翼机构的设计思路能够有效降低格架的勾挂风险。
张家骅等[13]设计的六点支撑15×15排列弹簧定位格架,采用两点弹性支撑和四点切开桥拱形刚性支撑,则是另一种典型的定位格架结构。Kee Nam Song等[14]提出了一种新的六点支撑核燃料格架结构及其制造技术,其组装及单元结构如图4所示,这种新格架的抗压强度可提高30%,与核燃料棒组装后的接触面积增加至原来的两倍以上,显著增强了格架的抗压能力和对燃料棒的支撑作用。
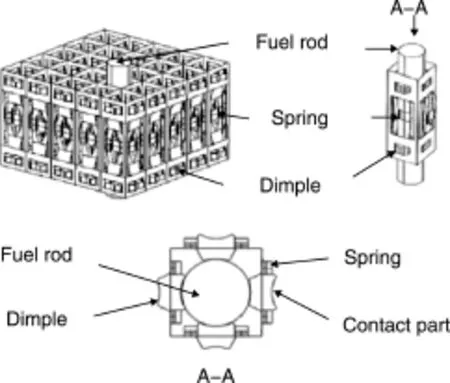
图4 六点支撑核燃料格架组装及其单元结构[14]Fig.4 Spacer grid and cross section of spacer grid unit cell[14]
2.3 太阳能电池基板
太阳能是清洁的可再生能源,利用和转换太阳能是解决能源危机和环境污染问题的有效途径,基于半导体光伏效应的太阳能电池是太阳能利用的有效方式之一。与晶体硅太阳能电池相比,薄膜太阳能电池用硅量少、制造能耗低、质量轻,因而成为国家光伏市场发展的新趋势和新热点,其基板可使用价格低廉的玻璃、塑料、石墨、金属等材料制造,根据基板的材料不同,可分为柔衬底和硬衬底两大类。
以往柔性薄膜太阳能电池导电衬底以PET及PEN等聚合物为主,但存在聚合物衬底熔点低及易老化等问题,限制了电池的制备和使用。不锈钢具有耐高温、耐腐蚀、导电性与延展性良好以及成本低等优点,成为取代聚合物材料的首选金属材料。在薄膜系太阳能电池中转换效率最高的铜铟镓硒(CIGS)太阳能电池的金属极板常用高价的钛或钼箔,日本东洋钢板公司成功开发出一种比不锈钢成本更低的低碳钢薄金属基板,有效地降低了基板的厚度和成本。国内外相关单位近10年来对燃料敏化太阳能电池(DSSC)不锈钢基底的研究工作取得了一定的进展。Yongseok Jun等[15]研制的以柔性不锈钢为基底的DSSC,转换效率可达8.6%,其性能完全可以和玻璃基底的DSSC相比拟。Jong Hyeok Park[16]分别以不锈钢和PET作为电极基底制备DSSC,转换效率可达2.36%。陶杰[17]总结了柔性薄膜太阳能电池用不锈钢基板的特点和国内外生产情况,并介绍了基板成形的关键技术,包括基板的轧制、退火处理和拉伸矫正技术。陶杰等[18]利用有限元方法,研究了压下量及前后张力对不锈钢基板轧制过程中应力分布的影响,根据模拟结果成功轧制出厚度为0.25mm的不锈钢基板,其粗糙度可满足基板的使用要求。山口裕弘等[19]的发明专利中提供了一种太阳能电池基板用钢箔及其制造方法,采用冷轧和热处理技术之后,这种钢箔在太阳能电池的卷对卷方式连续制作过程中也不会发生皱曲,有利于进行卷对卷大批量、低成本制造。
3 能源装备用钣金件成形仿真及工艺优化
3.1 钣金件成形数值模拟研究现状
现代工业发展应用的钣金件结构越来越复杂,传统的板料成形工艺分析和模具的设计制造主要依赖于设计者的经验,通过不断试模、修模来避免起皱、破裂等缺陷,使得模具生产周期长、效率低、成本高,不适用于现代的生产要求。20世纪70年代以来,以计算机为辅助的数值模拟技术发展起来,有效地缩短了模具设计和制造周期,显著降低了生产成本。有限元数值仿真是板料成形技术的前沿课题之一,如何提高模拟精度,使数值仿真接近现实的钣金成形过程,成为国内外研究的热点。目前比较成熟的钣金件成形分析商业软件如 ABAQUS,ANSYS,LS-DYNA,AUTOFORM,DYNAFORM等,被广泛应用于钣金件成形的分析研究中,成为生产制造和科学研究的重要辅助工具。谢伟东等[20]从本构关系、单元模型、接触摩擦模型、破裂准则、起皱分析、回弹模型以及计算效率等方面阐述了板料成形有限元数值模拟的关键技术及存在的问题,尽管国内外关于这方面的研究报道已非常多,但在特定的钣金成形方法和工艺条件下,如何合理地选择和应用这些模型和准则,则是仿真工作能否成功的关键。
对于板料冲裁仿真研究方面,在国内相关文献中多采用二维单元模拟,不采用三维实体单元模拟的一个原因是三维网格数量太多,大大增加计算工作量,降低计算效率。但三维实体单元能较好地描述板料变形区域的应力应变状态,在模拟中具有独特的优势。Dong-Yol Yang、Chang-Whan Le等[21]在研究熔融盐酸盐电池(MCFC)双极板成形工艺优化时采用了三维实体单元C3D8R,模拟双极板单元的冲切和两步弯曲成形过程。选用Cockroft-Latham准则,准则中的临界值通过对剪切成形的参数化研究来确定。在一定范围内改变准则临界值,对比剪切试验和剪切模拟结果中断口剪切带和断裂带长度分布,最终确定与试验结果相近的韧性断裂准则临界值。MCFC双极板单元特征的外形尺寸很小,板料厚度只有0.3mm,形状简单规则,整体划分了74,880个六面体单元,单元数量偏多,这在实际计算机运算中至少需要几天甚至是十几天的时间,计算效率不高。
3.2 针对核燃料格架条带的数值模拟
根据前述核燃料定位格架的典型结构,作者课题组设计了一种格架条带的单元特征,如图5a所示。材料选用Inconel 718轧制条料,厚度为0.6mm。通过多工位级进模具成形零件后,局部出现严重的破裂缺陷,如图5b所示。

图5 定位格架条带单元结构(a)和模具冲制零件(b)Fig.5 Unit cell of spacer grid strip(a)and mold forming part(b)
为准确预测冲裁断面质量,模拟工作对冲裁成形工序采用三维实体单元仿真。根据零件端部典型冲裁特征的对称性,取其1/4进行模拟。冲裁过程中只有冲裁轮廓附近的材料产生较大的变形和破坏,理想的网格划分技术是只在变形区划分较细的单元,在非变形区可划分较粗的单元,以节约单元数量,提高计算效率。为此,本文采用局部细化网格的方法实现三维实体单元快速过渡,在ABAQUS/Explicit模块建立三维冲裁有限元模型。其中板料采用C3D8R减缩积分单元,屈服准则根据材料拉伸试验研究选择Hill48各向异性屈服准则,相关参数由试验确定。凸凹模双边间隙为厚度的10%,根据实验润滑条件摩擦系数设为0.12。采用设置凸模位移控制成形过程。
冲裁过程中涉及到了材料的破坏,一般认为是材料发生了韧性断裂,需要选用合理的准则并确定材料在该准则下的断裂阈值。R&T准则是Rice和Tracy针对多轴应力状态下材料的断裂研究而提出的,该准则考虑了三向应力作用下材料断裂过程中的力学行为和几何特征,不仅可以预测裂纹的产生,还可以预测裂纹的扩展方向。模拟选用R&T准则预测断裂,临界损伤值根据拉伸实验中材料断裂时的等效应变确定。通过VUMAT用户材料子程序将韧性断裂准则引入分析模块中,采用删除单元的方法来处理失效破坏的单元,即当单元的损伤累积达到临界值时,认为该单元处的材料已断裂,并将其删除,这种方法目前广泛应用于模拟剪切和冲裁工艺过程。冲切过程中断裂带和光亮带的长度分布对零件的质量具有很大影响。本文研究给出了冲裁断口局部断裂带和光亮带长度分布状况的实验结果和模拟结果,如图6所示,表1中给出了断裂带和光亮带占冲裁后断面厚度的比例。由图6和表1可以看出,数值仿真和冲裁试验获得的光亮带比例分别为39.5%和37.5%,二者吻合较好。可见这种模拟方法可以较准确地预测冲裁成形中板料的断面质量。
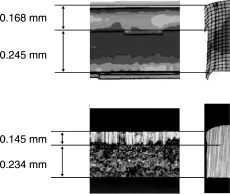
图6 有限元仿真的冲裁断面和试验冲裁断面Fig.6 Blanking surface of FE simulation and test
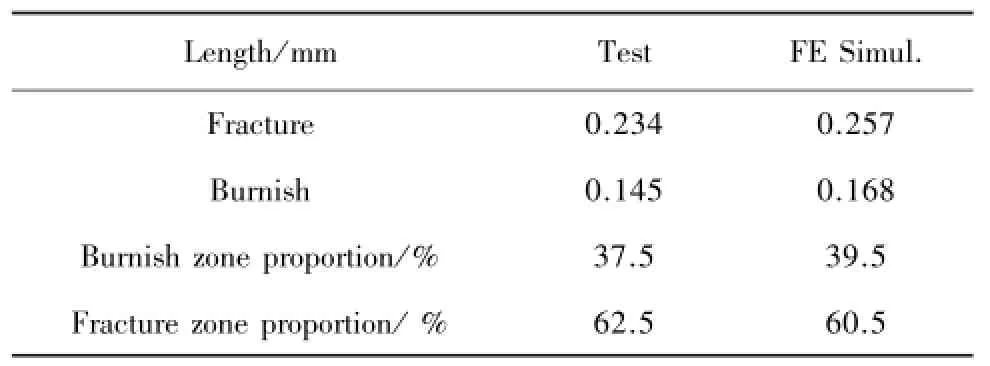
表1 有限元仿真的冲裁断面和试验冲裁断面对比Table 1 Blanking surface comparison of FE simulation and test
通过冲裁过程数值模拟,获得了板料冲裁变形区的场量信息,如应变、轮廓、损伤积累等,在后续成形工序中,可假设这些场量在厚度方向上没有变化,只在平面内存在变化,这样,即可将实体单元简化为壳单元,从而进行后续弯曲成形过程的仿真,预测板料的断裂和回弹过程。后续弯曲成形初始壳单元要继承上一步冲切过程中实体单元的损伤残余,通过ABAQUS VUMAT子程序二次开发,将实体单元的场量信息映射到相应的壳单元中,开展后续成形过程的仿真研究。弯曲凸模下压量采用位移控制,与试验设置相同。图7a所示为未考虑损伤映射的理想模型的应力云图,图7b所示为考虑冲裁后材料中损伤残余映射的应力云图。可以发现:在模拟中凸模下压量达到与试验相同时,理想模型零件在局部仅出现轻微的破裂,与图5b所示的实验结果并不相符;考虑损伤残余映射模型中的零件在相同位置出现严重的破裂,与实验结果相符合较好。由此可见,在后续弯曲成形仿真中,要准确地预测零件的破裂程度,有必要考虑前一工序的冲裁损伤历史。
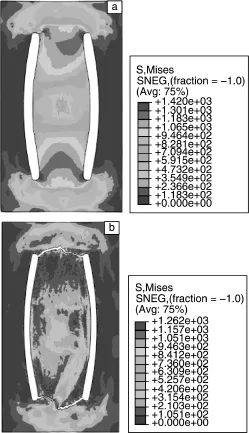
图7 后续弯曲成形仿真结果:(a)未考虑损伤残余,(b)考虑损伤残余Fig.7 Simulation results of subsequent bending process:(a)residual damage unconsidered and(b)residual damage mapped
4 结 语
总结了国内外燃料电池双极板流道结构成形、核燃料格架条带冲裁弯曲成形、太阳能电池基板轧制成形3种能源装备钣金件的成形技术研究现状。结合钣金件成形数值模拟研究现状,利用VUAMT用户子程序引入材料破坏准则,采用ABAQUS/Explicit模块对镍合金核燃料格架条带冲裁弯曲成形过程进行仿真模拟。对比冲裁试验和模拟结果中的断面质量,验证了三维冲裁模拟的可靠性。后续弯曲成形仿真中考虑冲裁后材料中的损伤残余,利用VUAMT子程序实现损伤映射,相比于理想模型仿真结果,考虑映射的弯曲仿真模型较准确预测了弯曲成形破裂缺陷。验证了连续成形仿真中考虑历史损伤的必要性,对该类零件的成形仿真具有重要的参考作用。
参考文献References
[1] Middelman E,Kout W,Vogelaar B,et al.Journal of Power Sources[J],2003,118(1):44-46.
[2] Li Si(李 思),Yu Chenyun(余晨韵).JUANZONG(卷宗)[J],2015,5(1):326-326.
[3] Ni Jun(倪军),Lai Xinmin(来新民),Lan Shuhuai(蓝树槐).China,200610118899.2[P].2007-05-16.
[4] Koc M,Mahabunphachai S.Journal of Power Sources[J],2007(172):725-733.
[5] Yokoyama M,Yamaura S,Kimura H.International Journal of Hydrogen Energy[J],2008,33(20):5 678-5 685.
[6] LEE S J,LEE C Y,YANG K T.Journal of Power Sources[J],2008,185(2):1 115-1 121.
[7] Huang Naibao(黄乃宝),Yi Baolian(衣宝廉),Hou Ming(侯明),et al.Chemical Progress(化学进展)[J],2005,17(6):963-969.
[8] Xia Chenglie(夏成烈).China Nuclear Science and Technology Report(中国核科技报告)[J],1989(3).
[9] Chen Shimin(陈世民).Nuclear Power Engineering(核动力工程)[J],1999,20(4):364-368.
[10]Ye Yuandong(叶远东).China Nuclear Science and Technology Report(中国核科技报告)[J],2004,1:012.
[11]Ye Yuandong(叶远东),Zhong Ming(钟鸣),Qin Chuanling(秦传玲).Science and Technology Innovation Herald(科技创新导报)[J],2015,17:049.
[12]Chen Jie(陈杰),Lei Tao(雷涛),Cheng Huayang(程华旸).China,201220709915.6[P].2013-05-22.
[13]Zhang Jiahua(张家骅),Chen Yuda(陈裕达),Ji Deguan(季德官),et al.Nuclear Power Engineering(核动力工程)[J],1988(4).
[14]Song K N,Lee S B,Shin M K,et al.Journal of Nuclear Science and Technology[J],2010,47(3):295-303.
[15]Jun Y,Kim J,Kang M G.Solar Energy Materials and Solar Cells[J],2007,91(9):779-784.
[16]Park J H,Jun Y,et al.Journal of the Electrochemical Society[J],2008,155(7):145-149.
[17]Tao Jie(陶杰),He Xueting(何雪婷),Zhu Jianping(朱建平),et al.Mechanical Manufacturing and Automation(机械制造与自动化)[J],2011,40(4):1-4.
[18]He Xueting(何雪婷),Tao Jie(陶 杰),Sun Xianjun(孙显俊),et al.Mechanical Manufacturing and Automation(机械制造与自动化)[J],2012,41(1):86-89.
[19]Shankou Yuhong(山口裕弘),Bentian Chongxiao(本田充孝),Xishan Zhishu(西山直树).China,201180058623.9[P].2013-08-14.
[20]Xie Weidong(谢伟东),Jin Jun(金 军),Ruan Shixun(阮世勋),et al.Hardware Science and Technology(五金科技)[J],2002,30(6):13-15.
[21]Yang D Y,Lee C W,Kang D W,et al.Optimization of the Preform Shape in the Three-Stage Forming Process of the Shielded Slot Plate in Fuel Cell Manufacturing[C]//Proceedings of the 11th International Conference on Numerical Methods in Industrial Forming Processes:Numiform 2013.AIP Conf Proc,2013(1532):446-451.
(编辑 惠 琼)
Sheet Metal Forming Technologies for Energy System Related Components
LV Xiaofang,LI Xifeng,CHEN Jun
(Department of Plasticity Technology,Shanghai Jiao Tong University,Shanghai 200030,China)
Abstract:In the present work,the state-of-the-art in forming technologies of sheet metal components for energy industry was summarized.Especially,the current forming technologies of bipolar plate for fuel PEMFC,spacer grid in LWR fuel assembly and solar cell substrate were mainly addressed.The three dimensional forming simulation model of blanking process for one spacer grid stripe was built up based on ABAQUS/Explicit.The user material subroutine VUMAT was employed and the material model,anisotropic yield criterion and ductile fracture criterion in ABAQUS were implemented.Comparison of predicted blanking fracture section and experimental results shows that the FEM simulation results are in good agreement with the experimental ones.Through the secondary development of the subroutine in ABAQUS,the mapping of the historical residual damage from solid elements to shell element was realized.The bending process after blanking was simulated with this mapping method.The accuracy of the mapping method was verified by comparing simulation results with or without mapping with the experiment result.
Key words:energy industry;sheet metal components;numerical simulation;field variables;mapping
中图分类号:V46
文献标识码:A
文章编号:1674-3962(2016)04-0262-06
收稿日期:2015-11-23
基金项目:国家自然科学基金资助项目(51475295)
通讯作者:陈 军,男,1969年生,教授,博士生导师,Email:jun_chen@sjtu.edu.cn
DOI:10.7502/j.issn.1674-3962.2016.04.03