一种新型永磁发电机磁钢安装工具
2016-05-14李晓晓吴洪亮高博阳
李晓晓 吴洪亮 高博阳
摘 要:永磁发电机的发电机部分是动力转换部件,把风能转化为电能,是风力发电系统设计的关键部件。发电机主要由转子、定子和轴系组成。磁钢是永磁式发电机装配中的关键部件,然而磁钢本身的磁性造成了磁钢安装的困难。针对磁钢安装的问题,本文提出了一种磁钢安装工具,能够将磁钢方便、高效地安装到发电机转子上,进而提高了发电机装配的效率。
关键词:永磁发电机 磁钢 安装工具
中图分类号:TM315 文献标识码:A 文章编号:1672-3791(2016)2(c)-0000-00
一般的永磁发电机磁钢安装工具结构简单、工作效率较低,而且未充分考虑在磁钢安装过程中的安全性、便捷性问题,磁钢在装配过程中很容易被压碎或损伤,且容易出现伤人事故[1]。本次设计的安装工具,充分考虑了永磁发电机在磁钢装配过程中的安全性、合理性,并大大提高了装配效率。
1 永磁发电机结构
永磁发电机的发电机部分是动力转换部件,把风能转化为电能,是风力发电系统设计的关键部件。发电机主要由转子、定子和轴系组成。
这种永磁式发电机的转子主要由转子本体、转子叠片、磁钢组成。磁钢由永磁材料钕铁硼制成,无需独立的励磁绕组,因此励磁损耗低,同时它无需换向装置,具有效率高且寿命长等优点[2]。
2 磁钢结构及安装
2.1 磁钢安装方式
永磁式发电机的基本原理是定子绕组切割磁力线产生感应电压发电,磁场能否顺利产生是由转子上的磁钢决定的,所以磁钢的顺利安装是保障后续工序正常进行的基础。
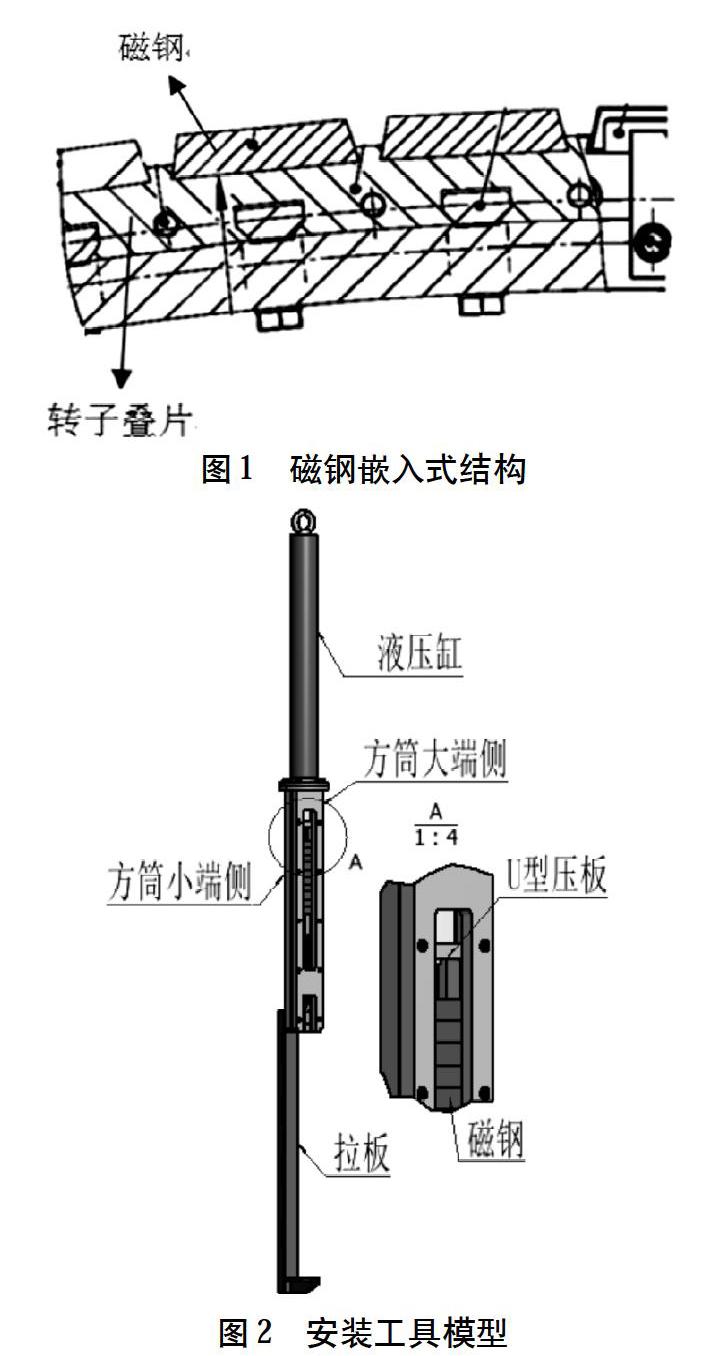
磁钢采用嵌入式安装方法,转子叠片上加工有磁钢槽,磁钢嵌入其中,由于磁钢槽加工时形状、位置要求较严格,对称性好,所以磁钢装入后能很好的保证电机磁路的对称性,安装后结构见图1。
磁钢有很强的吸附力,当磁钢靠近转子铁体时,强大的吸附力将磁钢吸附在本体上很难取下来,导致磁钢不能正确地装入磁钢槽中,装配无法进行,磁钢也将报废[3]。针对上述问题,提出一种永磁发电机转子磁钢安装工具设计方案,这种安装工具克服了磁钢强大吸附力的问题,并能保证定位准确,使磁钢安全、快速地装入磁钢槽中。
2.2 安装工具结构
安装工具由液压缸、方筒大端侧、方筒小端侧、U型压板、拉板组成,模型见图2。其中,方筒大端侧由没有磁性的铜材料制成,方筒小端侧由具有一定磁性的碳钢材料制成。
装配时安装工具的位置见图3,悬臂吊放置在转子的中心,安装工具由吊环吊装在悬臂吊上,为了提高装配效率,悬臂吊同时吊装两个安装工具进行磁钢装配,工具的定位通过定位板实现。
3 磁钢安装过程
磁钢安装规格如下:磁钢高度30mm,磁钢安装总长度930mm,磁钢安装层数为31层,转子圆周共有132个磁钢槽,通过计算磁钢安装总数为4092块。
3.1 磁钢装入安装工具
磁钢装配过程中,安装工具始终吊装在悬臂吊上,并且可以随着悬臂吊的吊钩在径向方向和轴向方向运动。磁钢装入安装工具时,安装工具在径向方向远离转子中心,防止在装配时与其他件发生干涉。人工操作将磁钢装入方筒中,方筒内腔形状与磁钢形状一致,一次性装入磁钢31块,每个磁钢槽一次装配完成。磁钢装入方筒后,由于方筒小端侧带有磁性,磁钢与小端侧相互吸引,以防止磁钢从方筒中掉落。每次要把相同磁极的磁钢装入方筒,这样在不同的磁钢槽中的磁钢才能产生圆周方向的磁场而同一磁钢槽中的磁钢之间不产生磁场,避免掉不必要磁场的产生,使定子绕组更好的切割磁力线产生感应电压。
3.2 定位板装配
从图3中可以看出,定位板嵌入转子叠片的磁钢槽中,由此定位板的周向和径向的运动得到了约束;定位板小止口端面与转子上端面贴合,这种方式限制了定位板轴向方向的运动。这种设计和装配方式使定位板全约束。
3.3 安装工具定位
待定位板装配完后,装有磁钢的安装工具沿着转子径向方向移动到定位板处,拉板面与定位板面紧密贴合,使安装工具径向定位;方筒端面止口插入到定位板槽中限制安装工具周向运动;安装工具拉板小爪端面与转子下端面贴合,限制安装工具轴向运动。上述定位方式使安装工具准确定位。
3.4 将磁钢装入转子叠片
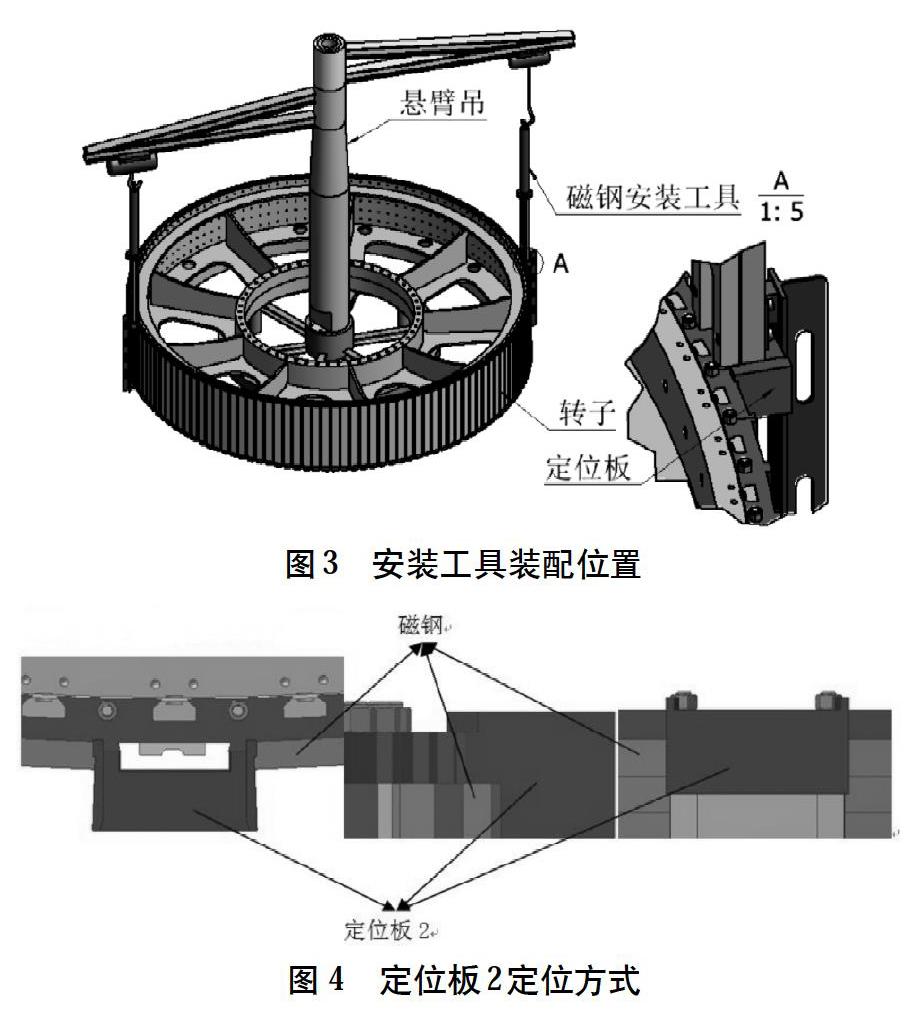
安装工具准确定位后,液压缸活塞往下运动,与活塞连接的U型压板迅速地将方筒内的磁钢推入转子叠片的磁钢槽中,并进行短暂地停顿压实磁钢,然后活塞杆快速回程,U型压板与磁钢分离,一次磁钢装配过程完成。U型压板用不带磁性的材料制成,以至磁钢装入后能与磁钢快速分离而不吸引在一起。磁钢装入后的磁钢位置和活塞杆状态见图4。
由于定位板需要利用磁钢槽定位,所以在这种定位方式下,磁钢只能间隔装配。
3.5 利用第二种定位方式安装磁钢
定位板2定位方式见图5,定位板2插入相邻磁钢形成的槽中,周向方向和径向方向的约束由相邻的磁钢限制,轴向方向的约束方法与定位板相同,由转子上端面限制。
定位板2装配完后,后续的装配步骤与用定位板时相同,直到磁钢在圆周方向完全装配完成。
磁钢装配完成后,要在磁钢的端面安装磁钢护板和固定挡板,防止磁钢在轴向发生窜动,自此,磁钢完全被约束住。
4 结语
此磁钢安装工具可以安全、高效、便捷地实现永磁发电机磁钢的装配,降低大型永磁发电机磁钢的装配成本,希望能为今后风机的研制提供有效参考,促进风机研制的稳步发展。
参考文献
[1] 王跃军,王志林,李有生.永磁电动机磁钢装配装置[J].新技术新工艺,2012(12):9-10.
[2] 施跃文,高辉,陈钟.国外特大型风力发电机组技术综述[J].电网技术,2008(18):87-91.
[3] 李俊峰,施鹏飞,高虎.2010中国风电发展报告[M].海口:海南出版社,2010:3-24.
