过热蒸汽干燥对50 mm厚柳杉锯材质量及微观构造的影响1)
2016-05-06鲍咏泽周永东
鲍咏泽 周永东
(中国林业科学研究院木材工业研究所,北京,100091)
过热蒸汽干燥对50 mm厚柳杉锯材质量及微观构造的影响1)
鲍咏泽周永东
(中国林业科学研究院木材工业研究所,北京,100091)
摘要对50 mm厚柳杉锯材进行过热蒸汽干燥试验,对干燥后锯材的终含水率、残余干燥应力及干燥缺陷等干燥质量指标进行统计与分析,并使用扫描电镜进行观察,分析过热蒸汽干燥对木材微观构造的影响。结果表明,柳杉锯材过热蒸汽干燥后的终含水率、厚度含水率偏差、残余干燥应力以及顺弯翘曲率、横弯翘曲率和扭曲率等均能达到锯材干燥质量国家标准规定的一级指标要求,翘曲达到干燥质量二级指标要求;柳杉锯材过热蒸汽干燥质量为二级的合格率为90.32%。通过观察干燥后柳杉木材的微观构造,发现大量纹孔破裂、纹孔膜脱落,导致木材内孔隙增加,表明过热蒸汽干燥会提高木材的渗透性,进而提高木材干燥速率。
关键词柳杉;过热蒸汽;干燥质量;微观构造
分类号S781.71
Effect of Superheated Steam Drying of 50-mm-thickness Chinese Cedar Lumber on Wood Quality and Microstructure
Bao Yongze, Zhou Yongdong
(Research Institute of Wood Industry, Chinese Academy of Forestry, Beijing 10091, P. R. China)//Journal of Northeast Forestry University,2016,44(4):66-68,73.
Superheated steam drying experiment was conducted on 50-mm-thickness Chinese Cedar (Cryptomeriafortunei) lumber. The final moisture content (MC), residual drying stress and drying defects of the lumber was analyzed after drying, and statistical analysis of drying quality were conducted. Scanning electron microscopy (SEM) was used to observe microstructure of lumber to discuss the effect of superheated steam drying on wood microstructure. The quality indexes including final MC, layer moisture content, residual drying stress, crook, cup, and twist can meet the requirements of the first grade in accordance with national standard for lumber drying quality, and warp index can meet the requirements of the 2nd grade. By SEM, the pits in cell wall were broken, and pit membrane was loss, which resulted in the improved permeability of lumber under superheated steam drying, and increased the drying rate in drying process.
KeywordsChinese Cedar; Superheated steam; Drying quality; Microstructure
柳杉是国内分布面积较大的非传统用材树种之一,是长江流域和南方各省的主要造林树种,面积约140万hm2[1]。柳杉的加工利用中,干燥是一道关键程序,直接影响能源消耗和生产成本,而且干燥质量还关系到木材的出材率,后期加工和木制品的使用性能[2]。国外对柳杉干燥的研究已有许多,尤其是对日本柳杉(Cryptomeriajaponica)大多采用的是常规干燥和高温干燥[3-6];而对柳杉(Cryptomeriafortunei)锯材采用高温干燥及联合干燥法[7]的研究显示,其干燥缺陷较多,干燥质量较低。过热蒸汽干燥具有干燥速率快、干燥质量好、节能效果显著及安全环保的特点[8-10],广泛应用于食品、污泥和农副产品等行业,是一种低成本、高效率的干燥方法。国内学者使用高压过热蒸汽干燥日本柳杉,并对干燥过程中干缩应力进行相关研究[11],但有关常压条件下过热蒸汽干燥木材的报道较少。笔者采用常压过热蒸汽干燥柳杉木材,研究其干燥特性、干燥质量及过热蒸汽对微观构造的影响,为柳杉木材的高效、高附加值利用提供技术依据。
1材料和方法
1.1材料与设备
柳杉(Cryptomeriafortunei),采自四川,树龄30 a,胸径在25 cm以上。采伐后原木的长度截为2.0 m,两端用石蜡乳液进行封端,以防止运输过程中端裂的发生。试材锯解后放入冷藏库中低温保存,温度保持在-6 ℃,以保持其生材的高含水率状态,初含水率范围120%~140%。本试验中主要为弦切板,包括部分髓心材。
试验用干燥设备为木材干燥试验机(HD74/TAII),配有电热锅炉,通过喷蒸管将锅炉蒸汽导入干燥机,并通过翅片管式加热器将蒸汽加热到过热状态。试验风速约为2.5 m/s,试验过程参数由电脑进行全自动控制,并自动记录干燥过程参数。含水率检测使用烘干箱(DNK611)、电子天平(TXB622L),干燥缺陷检测使用游标卡尺、楔形尺等工具进行。使用切片机(TU-213)制作木材切片,并采用扫描电子显微镜(Hitachi-S4800)观察木材微观构造。
1.2方法
干燥试验前将2 m长的板材进行锯解并标号,在距板材两端头5 cm及中间各截取1 cm厚含水率试片,加工成干燥试验用的锯材,规格为900 mm(长)×120 mm(宽)×50 mm(厚)。用烘干法测定含水率片的初含水率,相邻两个含水率片的平均值即是中间锯材的含水率值。对所有锯材在干燥前进行称质量,并检测及记录干燥前缺陷,以便干燥后对比。试验中材堆大小为900 mm×800 mm×800 mm,材堆顶层放置质量为324 kg的压重物,以减少干燥产生的弯曲变形。本试验设备及材堆配置等与企业用干燥设备相近,所用干燥工艺可在企业使用。
挑选6块含水率有代表性的、无翘曲及开裂等缺陷的锯材作为含水率检验板,在干燥过程中便于取放,检测含水率及干燥缺陷的发生及变化。以检验板的初质量及初含水率推算绝干质量,之后在干燥过程中定期称量检验板的质量,计算当时的含水率,从而监测含水率的变化情况,同时记录干燥缺陷的发展情况。依当时含水率状态,并参考使用的干燥基准,及时调整干燥工艺阶段。
干燥结束后根据GB/T 6491—2012《锯材干燥质量》对顺弯、横弯、翘弯、扭曲及开裂等外观缺陷进行检测,并随机抽取12块锯材制作平均含水率片,分层含水率片和应力试片检测锯材的平均终含水率、厚度含水率偏差及残余干燥应力值等干燥质量指标。
将干燥锯材中部沿顺纹方向用带锯机截取10 mm(弦向)×10 mm(径向)的木条,然后进行水煮软化。用刀片将软化好的木条切成长度10 mm的样块,再用木材切片机将软化好的试材切成厚度2 mm的切片,烘至绝干后表面进行喷金以观察木材的微观结构。
干燥工艺主要参考国外木材常压过热蒸汽干燥工艺,并依据国内柳杉锯材常规干燥工艺及干燥质量数据,结合几次预试验经验而制定。预热时间为4 h,终了调湿处理为6 h。为了更好地使干燥应力得到释放,在终了处理前使木材温度先下降至75 ℃,之后再提高温度及湿度进行终了处理。这样木材内部的温度场及水分梯度的方向一致,都是由木材外部向木材内部的方向,利于木材吸收水分并释放残余干燥应力。干燥工艺基准如表1所示。

表1 柳杉锯材过热蒸汽干燥工艺
2结果与分析
2.1柳杉锯材干燥过程
图1所示为50 mm厚柳杉锯材过热蒸汽干燥过程。整个干燥周期共用110 h,其中干燥过程85 h,全程干燥速率为0.011 8 h-1。木材干燥初期,柳杉锯材初含水率较高,木材内充满大量自由水,而表层的自由水首先蒸发。这时木材表层含水率低于心层,在木材整体上形成了含水率梯度;与此同时,水分加热至沸点发生汽化也形成了蒸汽压力梯度。当蒸发完毕之后,在含水率梯度和蒸汽压力梯度的作用下,水蒸气沿着细胞腔与纹孔大毛细管由木材内部向外扩散移动,这个阶段干燥过程近似直线[12];含水率在40%左右干燥曲线稍变缓,但后期过热度增加后,干燥速度又有所增加。总体来讲干燥过程中干燥速度较接近。

—■—干球温度;—●—湿球温度;—▼—含水率
2.2柳杉锯材干燥质量
2.2.1含水率及残余干燥应力
表2为柳杉锯材过热蒸汽干燥后平均含水率、厚度含水率偏差及残余应力值。根据锯材干燥质量标准GB/T 6491—2012对过热蒸汽干燥后的柳杉木材含水率及应力进行测量分析,结果表明柳杉锯材的终含水率均值为7.92%,干燥均匀度为0.68%;厚度含水率偏差为负值,表明心层含水率低于表层,是因为在干燥结束后,进行终了调湿处理,使得表层含水率稍高。正是由于调湿处理的作用,使得干燥应力得到很好的释放,干燥后残余干燥应力值只有0.5%。柳杉锯材过热蒸汽干燥后的平均最终含水率、分层含水率、残余干燥应力均能达到一级干燥质量要求,且合格率为100%。
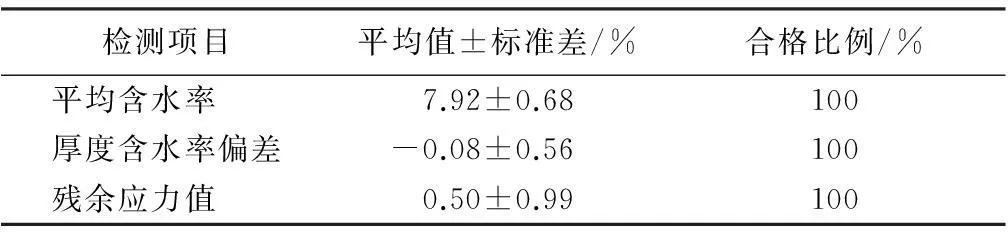
表2 柳杉锯材过热蒸汽干燥后的含水率及残余应力值
注:厚度含水率偏差=心层含水率-表层含水率。
2.2.2干燥缺陷
柳杉锯材过热蒸汽干燥后的干燥缺陷如表3所示。过热蒸汽干燥后顺弯翘曲率、横弯翘曲率和扭曲率平均值均能达到锯材干燥质量标准中的一级指标要求,翘弯翘曲率平均值达到干燥质量二级指标要求。柳杉锯材过热蒸汽干燥后均无内裂和皱缩现象发生,但锯材表面会产生较小的开裂,开裂宽度不足2 mm,按标准不予计数。柳杉锯材表面原有细裂纹干燥后有所扩展,是由于干燥过程中木材纵向与横向干缩的差异性较大,导致木材翘弯变形的产生及开裂的延长。综合来看,本次过热蒸汽干燥柳杉锯材二级以上干燥质量的总体干燥合格率为90.32%。

表3 柳杉锯材过热蒸汽干燥缺陷质量检测结果
综上所述,过热蒸汽干燥法适用于柳杉锯材的干燥。为了对比研究,笔者与常规干燥法和高温干燥法[13]相比较得出,常规干燥后柳杉锯材的平均含水率、厚度含水率偏差及残余应力值均大于过热蒸汽干燥,外观质量略高于过热蒸汽干燥。而高温干燥后柳杉锯材的平均含水率和厚度含水率偏差小于过热蒸汽干燥,但残余应力值却远远大于过热蒸汽干燥,外观质量与过热蒸汽干燥差别不显著。由此得出,过热蒸汽干燥优于常规干燥和高温干燥。
2.3过热干燥对柳杉锯材微观构造的影响
图2所示为柳杉锯材过热蒸汽干燥前后微观构造的对比。与未经干燥的柳杉锯材(图2a)相比,经过热蒸汽干燥后柳杉(图2b)木材径面上大量纹孔发生破裂,木材的孔隙增加。这表明过热蒸汽干燥可增加木材的孔隙度,进而提高木材的渗透性,降低了干燥过程中的含水率梯度,减小干燥应力的发生,使木材干燥质量得到提高。
在过热蒸汽干燥过程中,木材内部的水分迅速被加热至沸点并发生汽化,木材内部会产生一个蒸汽压力作用于纹孔膜等较薄弱的组织,破坏了闭塞的纹孔膜,打通了木材内部水分移动的通道。而且随着汽蒸处理温度的升高,水分汽化越剧烈,蒸汽压力对纹孔膜的破坏程度也在加剧,增大或增多了有效渗透路径的半径和数量,从而在一定程度上提高了木材的渗透性[14]。

图2 柳杉锯材微观构造对比
参考文献
[1]LI Yingwei, PENG Jinhui, LIU Bingguo, et al. Prediction model of ammonium uranyl carbonate calcination by microwave heating using incremental improved Back-Propagation neural network[J]. Nuclear Engineering and Design,2011,241(5):1909-1913.
[2]张学工.关于统计学习理论与支持向量机[J].自动化学报,2000,26(1):32-42.
[3]张国忠.智能控制系统及应用[M].北京:中国电力出版社,2007:88-90.
[4]BENNETT K P, CAMPBELL C. Support vector machines: hype or hallelujah[J]. ACM SIGKDD Explorations Newsletter,2000,2(2):1-13.
[5]李延军,唐荣强,鲍滨福,等.高温热处理杉木力学性能与尺寸稳定性研究[J].北京林业大学学报,2010,32(4):232-236.
[6]黄细霞.基于支持向量机的建模方法及其在材料加工中的应用研究[D].上海:上海交通大学,2008:15-19.
收稿日期:2015年10月22日。
作者简介:第一鲍咏泽,男,1987年1月生。中国林业科学研究院木材工业研究所,博士研究生。E-mail:baoyongze2009@126.com。通信作者:周永东,中国林业科学研究院木材工业研究所,研究员。E-mail:zhouyd@caf.ac.cn。
1)林业公益性行业科研专项(201404502)。
责任编辑:戴芳天。
