客车转向架组装中叠加效应分析及应对措施
2015-12-16孙廷伟上海铁路局合肥车辆段
孙廷伟 上海铁路局合肥车辆段
客车转向架组装中叠加效应分析及应对措施
孙廷伟 上海铁路局合肥车辆段
介绍铁路客车转向架组装的叠加效应,分析叠加效应产生的原理,及如何利用有益叠加和避免有害叠加带来的危害。
铁路客车;转向架;组装叠加效应;有害叠加
铁路客车是运输旅客的载体,客车检修规程等各种技术文件都会对客车配件检修各类限度进行明确,以确保配件性能良好,装配配合性能良好。转向架是客车运行的重要部件,由许多的配件装配而成。在配件的装配状态中,有些配件是并联的关系,有些是串联的关系。不论配件之间的装配关系如何,都存在着极限限度叠加的情况。如果单一考虑配件限度要求,不考虑它们之间的叠加效应,就有可能产生明显的偏差,导致转向架的运行品质下降,甚至导致严重的后果。
1 问题的提出
2015年8月23日,在合肥车辆段合肥检修车间,落成YZ25B 030177(206G型转向架)2位转向架时,发现4位内侧摇枕吊片与吊环座之间有明显透光现象,通过测量发现中部接触部位悬空2 mm以上且长度达到30 mm。观察同组外侧摇枕吊片,发现该吊片可以在较大范围自由转动和串动。该位两摇枕吊片处于内侧点接触承载,外侧不承载状态。测量摇枕吊片,吊环座,摇枕吊座孔,摇枕吊销均符合相关限度和选配技术要求,互换内外侧摇枕吊片后故障消除。究其原因,是由于配件之间的组装叠加效应造成。
2 叠加效应产生的原因和危害
每头206G转向架(见图1)的摇枕托梁和构架之间是由8片摇枕吊片两两一组,构成的四角支撑系统。分别通过上部的摇枕吊座孔、摇枕吊销、吊环座和下部的托梁销孔、摇枕吊销、吊环座串联连接。同时,每组的两片结构是并联连接,从而全面支撑车辆的自重和载重。摇枕吊座孔与摇枕吊销、摇枕吊销与上吊环座、上吊环座与摇枕吊片上配合面、摇枕吊片下配合面与下吊环座,下吊环座与摇枕吊销、摇枕吊销与托梁销孔等逐一配合。从上到下,每片摇枕吊片的连接有8处配合和9种限度要求,每组之间至少有16处配合及18种限度要求。虽然各处限度基本都较严格控制在磨耗0.5 mm-1 mm之间,但配合限度叠加之后,可能会产生叠加放大效果,也有可能是叠加相互抵消。该例中现象就是我们要注意避免的有害叠加造成的。
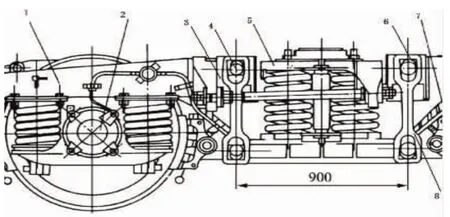
图1 206G型客车转向架(局部)
209 P(T)系列转向架(见图2)同样存在类似的组装叠加问题。209 P(T)转向架的组装是通过摇枕吊销,把摇枕吊上部吊孔与构架侧梁及2块支撑板连接;同侧的2条摇枕吊下部吊孔与摇枕吊轴的两端轴颈连接;在摇枕吊轴上托起弹簧托梁,弹簧托梁通过摇枕弹簧托起摇枕;摇枕通过心盘与车体底架连接,起主要承载作用。该转向架每头有4条摇枕吊,分装转向架两侧;每侧2条摇枕吊共同托起1条摇枕吊轴,构成的四角支撑系统。
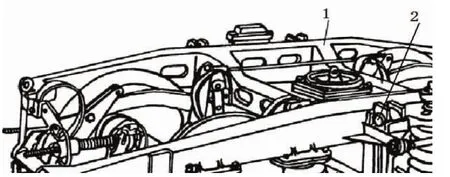
图2 209T型客车转向架
规章要求,同一转向架4条摇枕吊有效长度差小于等于3 mm,同一侧的2条摇枕吊有效长度差小于等于2 mm;摇枕吊轴的轴颈磨耗不超过11 mm(原型64 mm),同一吊轴两端直径差不超过3 mm,轴领磨耗剩余厚度不小于8 mm;摇枕吊销磨耗不大于3 mm;支撑板孔径磨耗不大于3 mm。
检修良好的配件组装时,同侧的1位、3位摇枕吊,1位较3位长2 mm;该侧摇枕吊轴轴颈两端相差3mm;1位、3位摇枕吊销同样也只相差3 mm(1位磨耗3 mm,3位未磨耗为原型直径);1位支撑板磨耗3 mm,3位为原型尺寸。最极限的组装情况可能是这样的:1位端吊轴长2 mm,加上1位摇枕吊销磨耗叠加3 mm,1位支撑板磨耗叠加3 mm,1位端的摇枕吊轴轴颈细叠加3 mm。这样1位端就会比3位端在侧架基础上向下沉11 mm。对于摇枕托梁的某端的一侧就会明显偏斜。同样,1位的摇枕吊轴轴颈基本在原型尺寸,2位摇枕吊轴两端轴颈直径接近在磨耗下限,较1位小11 mm,就会造成摇枕的多点偏斜。如选配的钢弹簧因为刚度、载荷高也有部分叠加的话,就会造成更大的偏斜,从而影响摇枕和心盘,直接影响到车辆的偏斜和致使偏载。
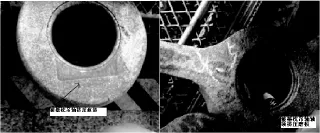
图3 摇枕吊(下端局部)
同时,偏斜组装的配件会产生额外的配件损伤,如该端向下偏斜,摇枕吊轴会由内而外冲抵摇枕吊吊孔内侧,形成方形挤压痕(见图3左侧)。如果该端上翘,则会产生摇枕吊轴轴领磨耗吊孔外侧形成圆形磨耗痕(见图3右侧)。磨耗达到2 mm及以上该摇枕吊即面临报废;偏斜还会严重磨耗摇枕吊轴一端轴领,使轴领变薄而报废(见图4)。而摇枕吊轴因轴领磨耗原因报废,都是一端很薄,另一端基本没有磨耗,属于装配偏斜造成的。
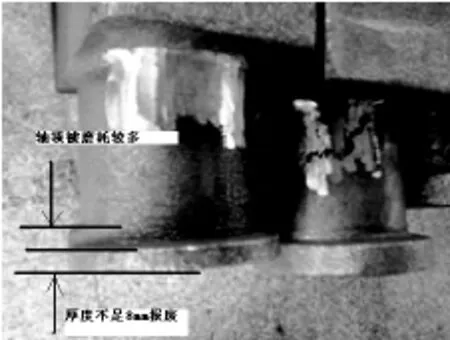
图4 摇枕吊轴(轴颈局部)
3 结论及应对措施
虽然,我们考虑叠加效应的时候,假设的是最有害叠加,但该类叠加的可能性也是存在的,一旦产生该类叠加,将会造成严重后果。所以我们应该在配件检修、选配、组装等过程中考虑该因素,最大限度地避免之。同样,利用叠加效应,使相互叠加的效果相互抵消,对配件组装也是大有益处。
建议从配送和验证两个方面进行有害叠加治理。配件选配好后,按照叠加抵消的原则进行预组装选配,涂打位数标记,按位摆放,辆份配送到组装台位。利用叠加效应不仅可以避免叠加效应带来的害处,通过对不同尺寸配件的叠加消除,还可以减少配件的选配浪费,提高配件的利用效率。转向架组装时,应充分认识有害叠加带来的危害,严格按位组装,相关岗位全面检查核实,通过验证,及时消除误差带来的有害叠加,保障行车安全和提高运行品质。
责任编辑:宋 飞
来稿时间:2015-12-03
