航空鞍形钣金件加工工艺
2015-11-30空军93199部队飞机修理厂朱金华曲培磊巩伟东
空军93199部队飞机修理厂 朱金华,曲培磊,巩伟东
航空鞍形钣金件加工工艺
空军93199部队飞机修理厂 朱金华,曲培磊,巩伟东

在钣金加工作业过程中,选择正确、科学的钣金加工工艺能够很好保证产品加工质量,此外也能有效地规范和指导钣金加工工作。所以这就要求我们在钣金加工过程中,对加工工艺进行有效深入的研究,确保所使用钣金加工工艺能够满足钣金加工需要。结合鞍形钣金件特点,提出加工方法、产生缺陷的原因及预防措施,为保证飞机可靠性维修提供了有力的技术支撑。
钣金件是飞机的重要组成部分之一,整个飞机由几百个、甚至上千个钣金件组成。钣金件除了起保护和美观作用外,主要是飞机承受气体阻力的主要载体。钣金件质量与寿命,还会因质量及变形原因而增加空气对飞机的阻力,使整机品质、性能下降,因此,保证钣金件质量至关重要,所以说在飞机修理过程中对不合格的钣金件进行加工更换是保证飞机性能的重要手段。
钣金加工概述
钣金加工不仅包括了传统的切割下料、冲裁加工、弯压成形等方法及工艺参数,还囊括了各种冷冲压模具结构与工艺参数,以及各种设备原理及操作方法。
钣金加工“收”的方法是根据金属材料压缩原理,使板料或型材在收缩成形时达到所需尺寸、形状的一种加工方法。
钣金加工“放”的方法是根据金属材料拉深原理,使板料或型材在拉深成形时达到所需尺寸、形状的一种加工方法。
航空钣金件的特点
尽管自动化技术已用于制造各种薄板金属零件、模具和模具零件中,但这些工艺技术的应用主要还是依赖于人的经验与判断。
在加、改装项目及修理过程中,经常需要配制部分钣金件。如飞机蒙皮、桁条的变形修理、整流罩、排气管的制作等(见图1),这类零件形状变化复杂、品种多、批量少,不便采用机械成形,所以用人工敲制成为飞机修理过程中的主要加工制作途径。

图1 钣金零件
薄板与型材的收放在飞机修理中占有非常重要的地位,有一些薄板拱曲都是采用收放结合的方法,这样既可以保证成形质量,又可提高成形效率,在使用上又比较机动灵活,能收则尽量收,不能收则放。鞍形零件的成形就是其中的一种。

图2 鞍形钣金件

图3 鞍形件的抛物线

图4 在铁砧上敲制鞍形板件

图5 收缩椭圆部分
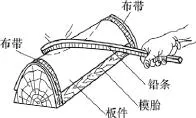
图6 在模胎上敲制鞍形板件
鞍形零件加工工艺
(1)鞍形零件工艺分析 鞍形零件两根轴线,弯曲方向相反,两根轴线弯曲程度还往往不相等。弯曲程度较大的一根轴线(如图2所示X轴)是板件主要弯曲方向,弯曲程度较小的另一根轴线,是板件的次要弯曲方向。
板件主要弯曲方向的变形程度较大时,应首先成形,可以减少工作的困难。因此,成形时,采取先主后次的办法,即先使板料X轴弯曲,将板料弯成(见图3)抛物线形状,解决了主要弯曲方向变形后,再使Y轴方向弯曲,解决次要方向变形使其形成鞍形。使Y轴弯曲的方法,仍然可采用“放”的方法或“收”的方法以及“收”、“放”结合的方法。
(2)用“放”的方法敲制鞍形板件 用“放”的方法敲制鞍形板件,就是使板料四边产生程度不等的延伸变形。图3为4条抛物线,每条抛物线所包围的范围为延伸区。该区域的延伸变形是从大到小逐渐变化的。越靠近边缘延伸变形越大,越靠近抛物线变形越小。四条抛物线所构成的“X”形区接近非延伸区,敲制时,应避免该区域的材料产生过量延伸变形,否则就要加大延伸区的变形程度,费工费时,甚至影响成形质量。
用“放”方法敲制鞍形板件,可以在砂袋上进行,也可以在木墩或铁砧上进行。图4是在铁砧上敲制鞍形板件情形。用扁头锤锤击板料四边,使其产生不等延伸变形。锤击时,扁头锤短轴应与伸长方向一致,使板料有效产生延伸变形,并用样板进行经常检查。当形状基本达到要求后,应改用锤的圆头部分进行锤击,这时,锤击要轻,检查要勤,防止在修平过程中板料边缘处产生过多的延伸变形。在铁砧上敲制零件时,板料处于三向压应力状态,塑性较好,不易裂纹;但变形抗力较大,成形效率较低。因此,只适宜敲制变形程度较小的板件。
(3)用“收”的方法敲制鞍形板件 用“收”的方法敲制鞍形板件,就是使板料中部产生程度不等的收缩变形。收缩区为图的椭圆部分(见图5)。越靠椭圆中间收缩变形越多,越靠椭圆边缘收缩变形越少。椭圆以外的区域近似非收缩区,在该区域里应避免产生过量收缩变形。
用“收”的方法敲制鞍形板件,通常在模胎上进行(见图6)。成形时,将板料弯曲成一定形状,用带子固定在模胎上,然后用铅条或橡皮抽打板料,使其产生收缩变形。抽打时不要无目的地东抽西打,而应从两端开始,逐渐推向中央,使板料一部分一部分地与模胎贴合。在模胎上敲制鞍形板件,材料处于两压一拉的应力状态和两向收缩一向延伸的应变状态,塑性较好,变形拉力较小,比较容易成形,而且板件的形状主要由模胎来保证,成形质量较高。
(4)用“收”、“放”结合的方法敲制鞍形板件 用“收”、“放”结合的方法敲制鞍形板件,就是把上述两种方法结合起来使用。通常用来敲制一些变形程度较大的板件。因此只用“放”的方法来敲制变形程度较大的板件,会使板料边缘由于过度的延伸而变薄,甚至可能被拉裂,只用“收”的方法来敲制变形程度较大的板件,由于板料中部收缩过多,容易出现皱摺,甚至产生裂纹而报废。当采用“收”、“放”结合的方法,可以使板料的边缘和中部产生变形,从而减少非变形区,减少各处材料的变形程度,为板件的成形创造有利条件。例如,在模胎上使板料中部收缩之前,先将板料的四周放一放,就可以减少板料中部的收缩变形,也就容易成形。
鞍形板件产生缺陷的原因
(1)在“放”的过程中破裂失稳 在“放”的过程中导致破裂失稳,破裂产生的主要原因:一是由于板面在敲打锤击过程中用力过大,造成局部毛坯过度受拉导致零件破裂;二是材料在敲打锤击过程中会因冷作硬化而使塑性降低,导致零件破裂。
(2)在“收”的过程中起皱失稳 在“收”的过程中导致起皱失稳,起皱产生的主要原因:一是由于板面在敲打锤击过程中用力过大,造成局部毛坯受压引起零件起皱;二是材料在敲打锤击过程中会因冷作硬化而使材料流动不均匀与过剩等引起的堆积。
鞍形板件产生缺陷的预防措施如下:
(1)在“放”的过程中预防破裂的措施 ①严格按照设计要求,采用性能延伸良好的塑性材料。②避免微小、深划痕迹(拉丝)的材料。③尽量避免拉丝、拉丝纹路与延伸方向一致。④为避免材料锤击过久而产生冷作硬化,在加工过程中,应及时对材料进行退火处理。
(2)在“收”的过程中预防起皱的措施 ①严格按照设计要求,采用性能收缩良好的塑性材料。②避免麻点、斑痕表面粗糙的材料。③板料与胎模固定要牢靠,敲打要均匀,由外而里,逐步成形。④为避免材料锤击过久而产生冷作硬化,在加工过程中,应及时对材料进行退火处理。
结语
钣金加工的过程是理论与实践的结合,是将有关机械制造的基本工艺知识、基本工艺方法和基本工艺实践等有机结合起来的一道制作过程。钣金加工流程每个环节都很重要,任何一个环节出现问题都会影响到产品的加工质量,因此必须确保每道工序的准确性,只有这样才能做出外观精美、质量合格的钣金件。

对关键尺寸的描述
结语
对于单位长度的板料与折弯上模,折弯力与板厚平方乘正比,与板料抗拉强度成正比,与折弯下模槽宽成反比。折弯上模可承受最低压力与鹅颈等效厚度的平方成正比,与模具材料屈服强度成正比,与鹅颈等效长度成反比。了解这些特性并辅以有限元分析后可以帮助我们设计出更加合理的折弯模具。