小型压力容器MAG单面焊接双面成型研究
2015-11-28姬玉媛
姬玉媛
唐山工业职业技术学院,河北唐山063000
小型压力容器MAG单面焊接双面成型研究
姬玉媛
唐山工业职业技术学院,河北唐山063000
本文针对目前小型压力容器行业焊接实际情况,分析了保护气体与焊接工艺稳定性、焊缝成型、焊缝力学性能的关系,为小型压力容器单面焊双面成型工艺改进提供了可靠的技术保证。陶瓷衬垫富氩MAG焊用于小型压力容器的焊接加工,焊接接头综合性能优于二氧化碳气体保护焊,具有推广应用价值。
小型压力容器;陶瓷衬垫;MAG焊
压力容器是重要的基础工业,体现着国家工业发展水平,因其典型特点是全焊结构,所以,在压力容器制造中焊接技术起到了决定性作用。近年来,我国各大锅炉压力容器制造厂的焊接技术实现了快速发展,焊接工艺装备进行了全面更新和改造,焊接工艺方法得到了很大程度的提升,焊接工艺总体水平已接近和达到了世界先进水平。但是,由于不同地区之间焊接技术发展不平衡,有些地区压力容器焊接技术更新较慢,方法比较滞后,有待进一步技术改进,以适应当前焊接技术的发展步伐。
1 小型压力容器焊接技术
目前小型压力容器焊接工艺方法仍然以焊条电弧焊、CO2气体保护焊(半自动)为主。对于重要焊缝小直径罐体板厚在20 mm以下采用TIG打底,CO2填充、盖面;较大直径罐体板厚在20 mm以下用焊条电弧焊打底,CO2填充、盖面,反面碳弧气刨清根,焊条电弧焊封底。例如:板厚为20 mm,内径1.2 m,长3 m的锅炉,传统的焊接工艺为采用焊条电弧焊先在正面施焊打底,二氧化碳填充和盖面。焊完一面后用碳弧气刨进行清根。碳弧气刨对工人的操作技术水平要求高,如果技术不高或操作不当,极易出现渗碳、烧穿等焊接缺陷,从而严重影响后续焊接的质量。此外,夹渣、气孔、裂纹等焊接缺陷极易由清根不彻底产生。打磨后操作者钻进去封底焊另一面,焊接生产效率很低,焊工的技术水平制约了焊缝质量,尤其在起弧、收弧处很容易产生焊接裂纹等缺陷,焊接质量难以保证。而采用TIG打底,CO2填充、盖面,虽然焊缝质量能够保证,但由于钨极耐热能力有限,从而限制了焊接电流的选取,生产效率太低。
如果改为陶瓷衬垫MAG单面焊双面成形焊接技术,即在富氩混合气体保护下单面焊,由于射滴过渡、射流过渡及在小电流MAG焊短路过渡时焊接电弧燃烧都十分稳定,电弧对熔滴的排斥力较小,保证了MAG焊短路过渡的飞溅量比CO2焊减少45%以上,这时几乎彻底消除了焊接缺陷,原因为焊缝金属熔化后充分结晶,将熔池中的杂质全部随焊渣浮出表面。由于MAG焊熔滴过渡均匀稳定,使得焊缝成形更加美观,大大提高了焊接工艺的合格率和焊接效率,全面改善了操作者的工作环境,使效率更高、质量更好、成本更低。
2 焊接方法与压力容器的质量关系
在气体保护焊中,焊缝成形、焊接工艺稳定性和焊缝力学性能受保护气体的影响很大。熔化极气体保护焊已使用了十几年,焊接工艺日趋成熟,但在焊缝外观质量上还存在问题。因此选择适当的焊接工艺方法,对提高产品质量尤显重要。
2.1 保护气体与工艺稳定性的关系
气体保护电弧焊中,保护气体与液态金属之间的冶金反应所产生的气体引发的气体爆炸会形成飞溅。焊接时,大部分焊丝熔化以熔滴形式熔入熔池中,还有一部分焊丝熔化后飞向熔池之外形成飞溅[1]。特别是粗焊丝、大参数CO2气体保护焊时,飞溅尤为严重[2],飞溅率达到15%以上,几乎无法进行正常的焊接。飞溅不仅影响焊接质量,降低焊接生产率,而且使焊工劳动条件变差。采用不同的保护气体(Ar+CO2混合气体和CO2)将生产中产品进行试验,评定工艺的稳定性通过焊接过程中飞溅的多少来判别,由于保护气体具有氧化性,焊接过程中,CO2在高温条件下分解成CO与O2:

温度达到2950℃以上时,CO2几乎全部分解,液体金属与氧气直接接触而产生两种反应,即:与Fe发生的氧化反应:
由于钢中不溶解CO气体,并且这些气体如果在熔池凝固前来不及逸出,就会在焊缝内部形成气孔。在电弧高温作用下熔滴中的CO气体急剧膨胀,发生的剧烈气体爆炸则会引起飞溅。
保护气体中,随着Ar含量的增加,粘附在产品上的飞溅颗粒数量即焊接飞溅量会逐步减少,焊接工艺稳定性则会逐步提高,用纯Ar或富Ar混合气体作保护气体时,因焊接电弧电场强度较低,从而有利于电弧扩张,产生跳弧现象,使得焊丝端头成为铅笔尖状、电弧成为锥状而形成射流过渡的特点。
在Ar+CO2混合气体保护中,在CO2含量较少的情况下,尽管电场强度、跳弧电流增大了,但仍可保持射流过渡的状态;在CO2或CO2含量较高的混合气体保护时,由于分解CO2时需要吸收大量的热,对电弧产生强烈的制冷作用,使电弧电场强度增加,则电弧难以膨胀,从而引起弧柱的缩紧,电弧力集中作用在熔池底部的某处表面上,对熔滴产生猛烈排斥作用,故而富Ar混合气体作为保护气体时,能有效地减少飞溅率[3]。
保护气体为不同比例的Ar+CO2混合气体时,气体对飞溅率的影响关系如图1。可见,当Ar含量超过80%以上时,飞溅率大大降低。
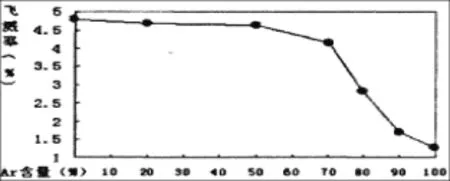
图1 气体混合比对飞溅率的影响Fig.1 Effect of gas mixing ratio on the splash rate
相关压力容器生产企业对不同保护气体的焊接进行了飞溅情况对比试验:
试板材质:Q245R保护气体:CO2,80%Ar+20%CO2焊材型号、规格:ER50-6、Ф1.2焊接电源:直流反接焊接工艺参数见表1

表1 焊接工艺参数Table 1 Parameters of welding technology
试验结果如图2,通过外观判断焊接后工件飞溅状况。

图2 不同保护气体飞溅情况Fig.2 Splash situation of different protective gas
试验表明,MAG(80%Ar+20%CO2)焊接同CO2保护焊相比,飞溅颗粒数量及颗粒大小显著减少,焊缝外观更加平滑、美观,如表2:

表2 混合气体对飞溅的影响Table 2 Effect of mixed gas on spatter
2.2 保护气体与焊缝成形的关系
CO2在常温下稳定,但在高温条件下活跃,在电弧高温作用下易分解成CO和O2,即:

分解出来的原子状态的氧,氧化作用强烈,在电弧区大约有35%~55%的CO2发生分解,即在电弧气氛中,同时有O、CO和CO2的存在。而原子状态的氧在液态熔滴和焊接熔池表面与熔化金属发生如下的氧化反应,

在上述反应产物中,MnO和SiO2浮于熔池表面成为熔渣,FeO则熔进熔池继续和其他元素反应。
从氧化性分析,Ar+CO2混合气体作为保护气体比纯CO2的要低很多,因此,采用纯CO2保护气焊接时Si、Mn等元素会大量氧化损失,损失率大约在30%以上,而采用Ar+CO2混合气体保护焊,由于CO2含量减少,冶金反应减少,焊丝中的元素损失量也会大大减少;Ar+CO2混合气体中氧占的百分含量减少,自然焊缝表面的氧化生成物量也会大幅度减少,焊缝外观当然比纯CO2作为保护气体焊接的平滑了;在使用纯Ar保护条件下,因其是惰性气体无冶金反应,气体全部溶入熔池,并且S、P等有害元素形不成熔渣,故而焊道成形不佳,焊缝表面较粗糙。当加入CO2百分比达到15%后,焊缝表面粗糙程度显著降低,焊缝表面粗糙度达到最低时Ar与CO2的配比为80:20,当继续提高CO2的含量时,焊缝外观又会变得粗糙,也就是说在焊接表面成形上方面Ar+CO2混合气体保护焊比纯二氧化碳气体保护焊的要好很多。
2.3 保护气体与焊缝力学性能的关系
纯氩作为保护气体时,相等的电弧长度,其电弧电压较低,产生的热量较少,电弧稳定性好,在焊接薄板时,不会发生烧穿现象。但如果焊接板厚超过6 mm时,由于熔透能力差,易发生未熔透现象,从而降低焊缝的力学性能,同时,由于氩气没有氧化性,焊接过程中不能去除焊缝在冶金过程产生的氢,存在氢脆倾向,降低冲击韧性。
CO2气体保护焊是利用CO2气流的压缩作用,使电弧的热量集中,电弧穿透能力强,焊丝熔化速度快,熔深大,适用于熔滴短路过渡,热影响区小,热变形小,生产效率高[4],适用于中厚板焊接。从冶金特性看,CO2对焊缝质量的影响有双重性,具有有利有害两方面的影响。CO2在高温下分解成O2和CO,O2又会分解成氧原子。其中,CO在焊接条件下不会熔于金属,也不与金属发生作用,但原子状态的氧使铁及其他合金元素迅速氧化[5],生成FeO,MnO,SiO2,CO等。在快速凝固时,气体和氧化物会有少量残留在焊缝中,使焊缝金属的强度、塑性和韧性明显下降[6]。另一方面,由于氧原子的去氢作用,焊丝中Mn元素的脱硫作用,CO2气体保护焊又能降低焊缝的氢脆和热裂倾向。使产生裂纹的倾向减小,提高冲击韧性和强度。
在焊接厚板超过6 mm的钢板时,如果保护气体是Ar和CO2的混合气体,这样既能降低氩弧焊中熔滴的黏性和表面张力,提高热敷率,增加熔深,又能减小单纯CO2气体保护焊接中的飞溅,保留去氢脆、去硫脆的倾向,提高焊缝的力学性能。以下是对不同比例的保护气体做了拉伸试样和冲击试样,对焊缝外观和内在质量也作了比较。
拉伸试验是指在静拉伸力作用下,对试样进行轴向拉伸,直到拉断。根据拉伸试验绘制出应力-应变曲线,从而计算出强度和塑性的性能指标[7]。
试样材料:45钢,Φ12 mm,焊后进行再结晶退火(570℃,保温2 h),然后车、磨到尺寸Φ(10±0.07) mm。
焊接工艺参数:
在Ar100%,Ar90%+CO210%,Ar80%+CO220%,Ar70%+CO230%,CO2100%保护气体下焊接,分别焊接5件,焊丝型号为ER50-6,Φ12 mm,直流反接,电弧电压为20~22 V,焊接电流为110~140 A。
试验结果如下:Ar100%保护的焊接情况最差,有3个试样没焊透,另2个有明显的小裂纹;Ar90%+ CO210%保护的焊接情况也较差,有2个试样没焊透,有1个试样有小裂纹;CO2100%保护的焊缝晶粒细,焊透性好,有2件有明显的气孔。Ar80%+CO220%,Ar70%+CO230%混合气体保护的焊接接头断口晶粒较细,焊透性好,力学性能最好。
冲击试验,金属材料的冲击韧度是通过冲击试验来测定的,试验时将试样安放在试验机的机架上,使试样的缺口位于两支架中间,并背向摆锤的冲击方向[8]。
在Ar100%,Ar90%+CO210%这两种焊接,均存在没焊透或有裂纹现象,冲击韧性很差;CO2100%保护焊,焊缝晶粒细小,但有小裂纹,冲击韧性较差,Ar70%+CO230%保护焊的5个试样中的1件出现焊接问题,没有焊透,只有Ar80%+CO220%混合气体保护焊下的断口和冲击韧性值都很优良。
试验证明,力学性能要求不高时,可以使用CO2气体保护焊。因为高氧化性的CO2保护焊会使焊接接头力学性能降低。对于力学性能,特别是冲击韧性要求高时.用Ar80%+CO220%的混合气体保护焊效果最好。
3 小型压力容器MAG焊试验
3.1 试验条件
对于直径小于1000 mm,壁厚小于20 mm,长度小于3000 mm的小型罐体,过去一直采用焊条电弧焊或TIG打底,CO2填充和盖面。由于焊条电弧焊受焊工技术的影响太大,很难实现单面焊双面成形;TIG打底可以实现单面焊双面成形,但其效率太低。现改为陶瓷衬垫MAG单面焊双面成形。罐体如图3,坡口示意图4。
所选焊机:NBK-350;焊丝型号及规格:ER50-6,Φ1.2 mm;极性:直流反接;保护气体:Ar80%+CO220%;罐体尺寸:Φ800 mm×16 mm;材质:Q245R;坡口:V型坡口,坡口角度60°士2.5°,根部间隙2~3 mm,钝边1~2 mm。

图3 小型罐体Fig.3Asmall tank

图4 坡口示意图Fig.4 Schematic diagram of groove
本罐体直径800 mm,总长2400 mm,壁厚16 mm,根据以上章节理论分析,拟采用陶瓷衬垫MAG单面焊双面成型,焊接工艺参数如下:

表3 焊接工艺参数Table 3 Welding process parameters
3.2 工艺评定
焊接结构生产中工艺方法、结构材料、结构形式只要有变化,实际生产前都得进行有针对性的工艺评定,本课题是焊接工艺方法进行了改进,所以需要工艺评定。
试件制备:
钢板规格:600 mm×150 mm×16 mm
材质:Q245 R
数量:2件
焊缝坡口形式:V型60°对接坡口,钝边2 mm
组对间隙2~3 mm
陶瓷衬垫:δ=6 mm
衬垫规格:600 mm×50 mm
试件如图5。
焊接工艺参数如表4所示:

图5 试件Fig.5 Test piece

表4 焊接工艺参数Table 4 Welding process parameters
3.3 焊接检验
压力容器焊接检验包括外观、无损检测、力学性能试验三个部分。外观:主要检查表面裂纹、单面焊根部未焊透、表面气孔、单面焊根部未熔合、弧坑、单面焊根部凹陷、咬边、焊脚、焊缝余高、焊脚差等;力学性能:是针对产品焊接试件,要进行的拉伸、弯曲、冲击韧性试验;无损检测:根据设计要求,进行规定比例的射线、超声、磁粉、渗透等检测。对于本试验,在外观检测合格的前提下进行了力学性能试验和无损检测的射线检测。
3.3.1 力学性能试验力学性能试验属于破坏性检验,主要用来测定焊接接头的强度、塑性、韧性和硬度等力学性能。按NB/T47014-2011承压设备工艺评定要求制作拉伸试样2个,横向侧弯试样4个,冲击试样2组(焊缝和热影响区)检测结果如表5。

表5 力学性能试验Table 5 Mechanical property test
经检验,各项结果均符合要求,满足焊缝所需各项性能要求。
3.3.2 射线检测射线检测从名称来看就是利用射线检测焊缝质量的一种检测方法。它是利用射线对物质的穿透能力以及射线在穿透物质过程中发生的衰减规律来发现物质内部缺陷的一种无损检测方法。按JB/T4730进行了射线检测,无裂纹,合格。如图6。

图6 焊缝Fig.6 The welding seam
焊接质量检验室保证焊接产品质量优良、防止废品出厂的重要措施。通过检验可以发现制造过程中发生的质量问题,找出原因,消除缺陷,使新产品或新工艺得到应用,质量得到保证。
3.4 小型压力容器陶瓷衬垫MAG单面焊双面成形结果分析
由此,按照以上工艺对Φ800 mm×16 mm,材质Q245R的罐体进行了陶瓷衬垫MAG焊。经过探伤检测,焊缝质量完全符合国家标准。由于MAG焊的线能量小,使得焊缝金属组织晶粒细化,提高了焊缝的韧性;同时由于焊接线能量小,焊接接头高温停留时间短,热影响区晶粒细小,使热影响区的韧性也得到了改善;采用MAG焊焊缝表面光滑过渡,焊缝成形好,提高了焊缝的外观质量,从而减少了产品焊接时由于焊缝形状而产生的缺陷;MAG焊由于采用的是小颗粒过渡形式,明显减少了飞溅现象,不仅工件表面美观减少了清理时间,而且焊接场地的卫生状况及工人的工作环境也得到了改善。
在此基础上,厂家又进行了共计50余件小型压力容器陶瓷衬垫MAG焊,检测结果如下:焊缝外形宽窄一致、余高均匀、过渡平滑,无咬边、未焊透、裂纹等焊接缺陷。所有零件全部通过了X射线探伤检验,检验合格。
实际应用表明:首批试制的高压容器的焊接质量符合设计要求,工艺方案完全适合于小型、中薄壁、细直径高压容器的焊接加工。现已进行了多个批次的焊接生产,焊缝质量稳定,满足了设计要求。
4 结论
本文通过理论分析,结合现场试验,利用混合气体作为保护气体在小型压力容器实际生产中,采用陶瓷衬垫MAG焊替代原来的CO2气体保护焊,得出了单面焊双面成形的工艺参数,总结了相关注意事项,经过工艺评定,陶瓷衬垫MAG单面焊双面成形工艺应用于小型压力容器的拼焊,生产效率高、焊接质量稳定、焊接成本低和适用性强,该工艺方法在某些中型及大型企业生产小尺寸薄壁压力容器方面已有应用,本文为小型压力容器焊接技术改进提供了技术保证。
[1]叶琦.焊接技术[M].北京:化学工业出版社,2011:135
[2]陈裕川.焊工手册[M].第2版.北京:机械工业出版社,2007:576
[3]严小生,区智明,丁江平,等.降低CO2气体保护焊飞溅的研究[J].焊接,2005(5):13-14
[4]邱葭菲.焊接方法与设备[M].北京:化学工业出版社,2010:78
[5]高卫明.焊接工艺[M].北京:北京航空航天大学出版社,2011:86
[6]邹增大.焊接手册第2卷[M].第3版.北京:机械工业出版社,2007:48
[7]司卫华,王学武.金属材料与热处理[M].北京:化学工业出版社,2011:3
[8]李炜新.金属材料与热处理[M].北京:机械工业出版社,2012:10
Study on Double-sided Molding of Small Pressure Vessel Welded with One-sided MAG
JI Yu-yuan
Tangshan Industry Polytechnic College,Tangshan 063000,China
This paper analysed the relationship between the shielding gas in welding process stability,formation of weld,the weld mechanical properties for welding conditions in the small pressure vessel industry at present to provide a reliable technical guarantee about welding process of one-side welding with back formation for the small pressure vessel.Ceramic liner MAG welding technology applies to small pressure vessel to be better than that of CO2gas shielded arc welding.It is worthy of popularization and application.
Small pressurevessel;ceramic liner;MAG welding
TG406
A
1000-2324(2015)03-0412-06
2014-11-10
2014-11-30
姬玉媛(1973-),女,汉族,河北省乐亭县,副教授,工程硕士,研究方向:材料工程、机械工程等.E-mail:bangongshi1155@163.com