半钢子午线轮胎胎面挤出口型板的设计
2015-07-28金学云王华山
金学云,王华山
(1.天津科技大学材料科学与化学工程学院,天津 300457;2.银川佳通长城轮胎有限公司,宁夏 银川 750011)
半钢子午线轮胎对胎面挤出工艺要求较高,挤出胎面的对称性和均匀性直接影响轮胎的一致性和动平衡均匀性,而胎面挤出口型板是影响胎面对称性和均匀性的主要因素。本工作对半钢子午线轮胎胎面挤出口型板进行设计。
1 胎面胶挤出膨胀机理
根据挤出机工作原理,胶料通过机筒和螺杆的剪切混炼后,形成粘流体。胶料通过挤出机流道、预口型和口型时,形成一定的压力和速度梯度,使胶料在挤出口型时呈抛物线(见图1)。该现象使得胶料在流动过程中,在流道与口型板中心线附近压力最大,在口型板两侧内壁压力最小。压力越大的位置,胶料挤出膨胀率越大;压力越小的位置,胶料挤出膨胀率越小。流动胶料压力变化趋势如图2所示。
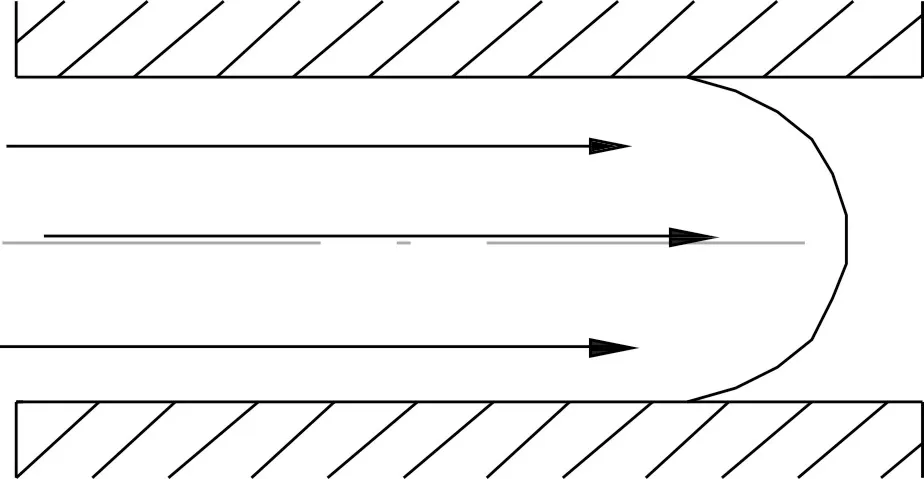
图1 胶料挤出口型示意
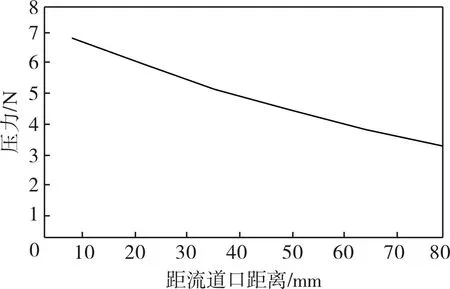
图2 流动胶料压力变化趋势
2 胎面形状
常见的胎面形状有平面形、锯齿形、阶梯形和渐变形4种,如图3所示。
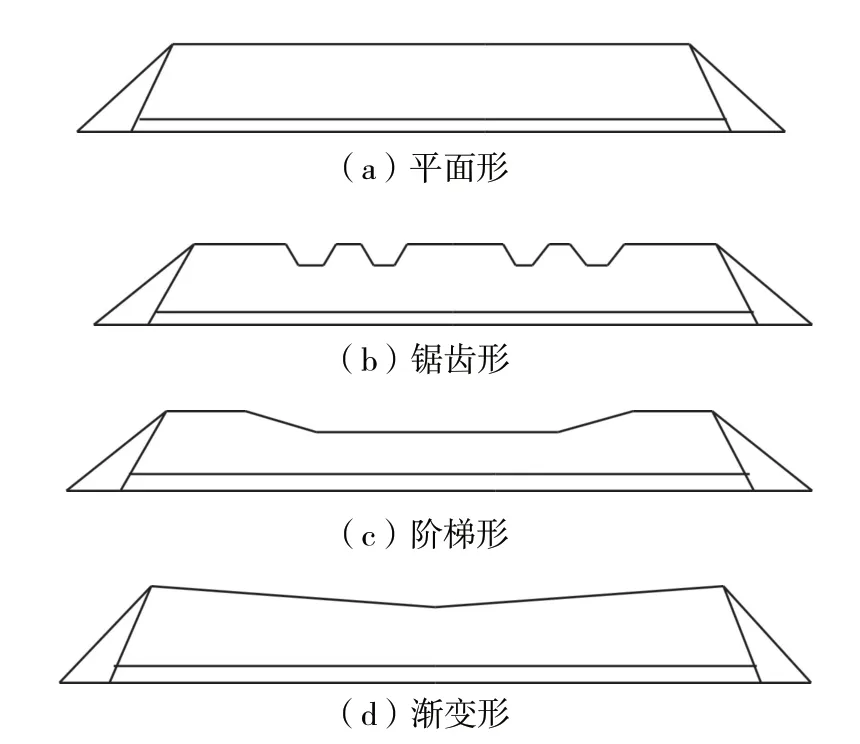
图3 常见胎面形状
3 挤出口型板设计
3.1 型面曲线法
型面曲线法是根据胶料压力与口型板位置的变化,确定胶料在口型板各点的膨胀率,并根据各点膨胀率确定口型板各点的开型参数,用平滑曲线连接各开型点,再用圆弧拟合曲线,从而确定型面曲线。用线切割设备沿型面曲线对口型板进行开型,切割完成后,再将型面打磨光滑。型面曲线法只需找到胎面形状变化的点,用曲线连接各点,该方法开发的胎面挤出口型板质量好,制备速度快,挤出的胎面尺寸稳定。
3.2 设计实例
以某公司平面形胎面为例设计挤出口型板。胎面参数如图4所示,A1=(142±2)mm,A2=(8±2)mm,A3=(12±2)mm,H1=(9.5±0.2)mm,H2=(9.5±0.2)mm。A1为胎冠宽,A2为基部宽大于胎冠宽的部分,A3为胎侧宽,H1为胎冠厚,H2为胎肩厚,对于平面形胎面胶,H1与H2相等。
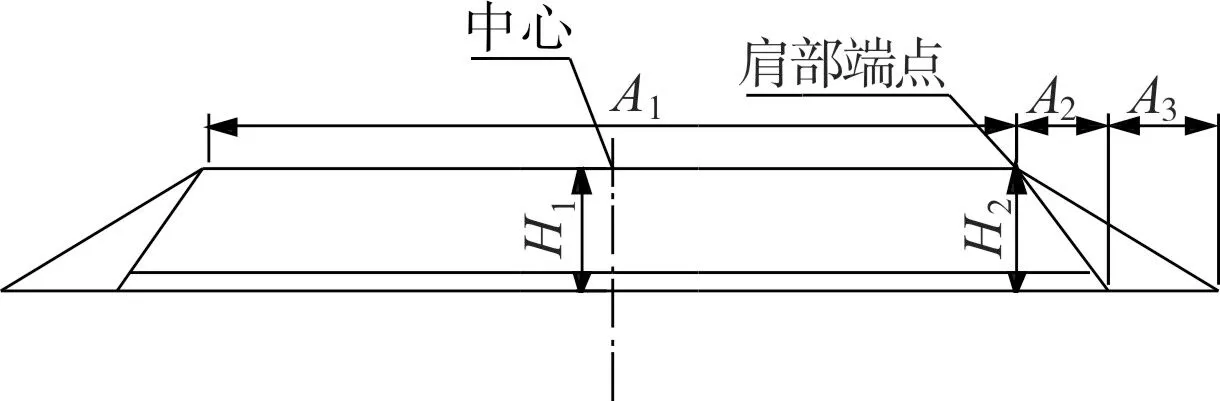
图4 平面形胎面示意
(1)开型参数。计算口型板各变化点的开型参数,胶料在口型中心的膨胀率为123%,在肩部端点的膨胀率为108%,在宽度方向上的膨胀率为102%。根据胶料膨胀率计算口型板各点开型参数为:A1′=139.2 mm,A2′=7.8 mm,A3′=11.8 mm,H1′=7.7 mm,H2′=8.8 mm。
(2)型面曲线。口型板中心点用O表示,中心部位厚度为7.7 mm,肩部端点用B表示,端点部位厚度为8.8 mm,在数控线切割机床图纸绘制系统中,绘制口型板切割型面,用150°弧线连接OB两点,并镜相绘出整个口型板型面曲线,曲线最低点为胎面中心点,最高点为胎面肩部端点。口型板型面曲线如图5所示。

图5 挤出口型板型面曲线示意
(3)开型。用DK7750E型电火花数控线切割机场(苏州市宝玛数控设备有限公司产品)将口型板设计参数输入线切割设备,按口型板型面曲线加工口型板。口型板如图6所示。
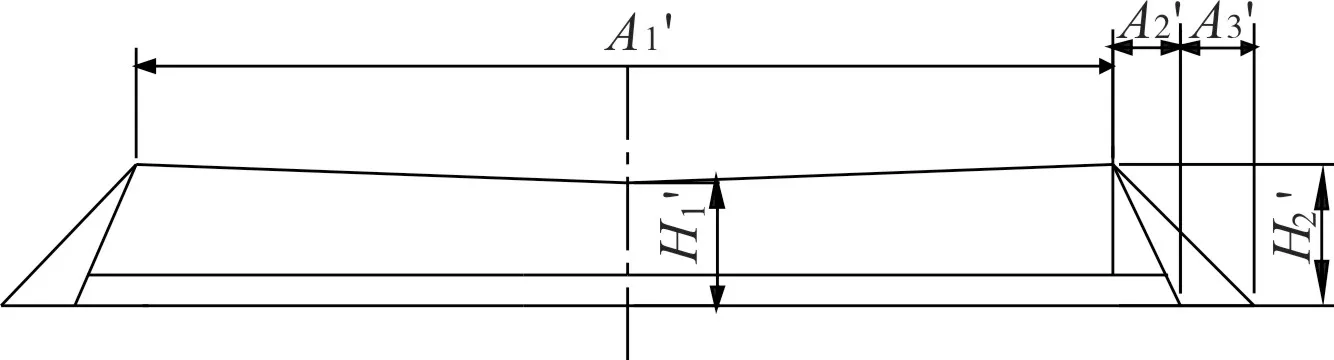
图6 挤出口型板示意
4 胎面试制
4.1 主要设备
Ф120/Ф200/Ф150三复合销钉式冷喂料挤出机,西德特勒斯特公司产品。
4.2 主要工艺参数
根据我公司挤出机的工艺要求,确定胎面挤出主要工艺参数,见表1。
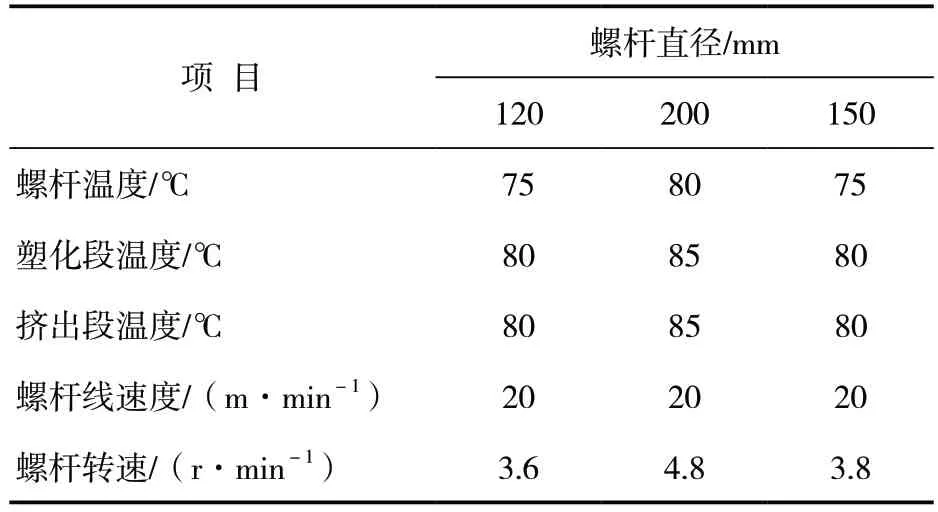
表1 胎面挤出主要工艺参数
4.3 挤出胎面胶尺寸
当挤出机温度稳定后,将胎冠胶、基部胶和胎侧胶分别加入Ф200 mm,Ф150 mm和Ф120 mm挤出机的喂料斗;启动挤出机螺杆,排出空气,直到胶料从机头挤出无气孔;然后关停挤出系统,安装口型板;再次启动挤出系统,挤出胎面,冷却后进行测量。经测量,胎面尺寸为:A1=142.3 mm,A2=8 mm,A3=12.2 mm,H1=9.4 mm,H2=9.36 mm。要注意的是,测量挤出胎面,对尺寸不合格的点,在口型板上找出对应位置,进行打磨、修理即可。
5 结语
胎面质量显著影响成品轮胎的一致性和动平衡均匀性,结构合理的胎面挤出口型板是轮胎质量的重要保证。本工作通过分析胶料通过流道和口型时的压力和速度,采用型面曲线法开发胎面挤出口型板。型面曲线法方便、快捷,用其开发的口型板挤出的胎面平整,均匀性和对称性好。本工作仅对平面形胎面挤出口型板进行设计,锯齿形、阶梯形和渐变形胎面挤出口型板也可采用型面曲线法设计,仅需将胎面分成几个平面部分处理即可。
