SiC晶片倒角技术研究
2015-07-04张弛
张 弛
(中国电子科技集团公司第四十六研究所,天津300220)
倒角加工是SiC 单晶片加工的主要工序。受SiC 材料性质的限制(莫氏硬度为9.2,仅次于金刚石),选用金刚石砂轮进行倒角,根据晶片所需的形状,可以将SiC 单晶片的倒角方法分为如图1所示的两种。因此,如何高精度、高质量、低损伤地对SiC 晶体进行倒角,使之减少对后续加工的影响。
目前国内使用的倒角设备主要有日本东京精密(TSK)的W-GM 系列倒角机和日本大图电子(Daitron)的WBM 系列倒角机。倒角机设备使用的砂轮从制造方法上分主要有两种类型:一种是电镀法的砂轮;一种是烧结法的砂轮。电镀法的砂轮主要是美国生产的Diamotec 和Nifec 等,烧结法的砂轮主要有日本的Asahi(SUN)、KGW 等。
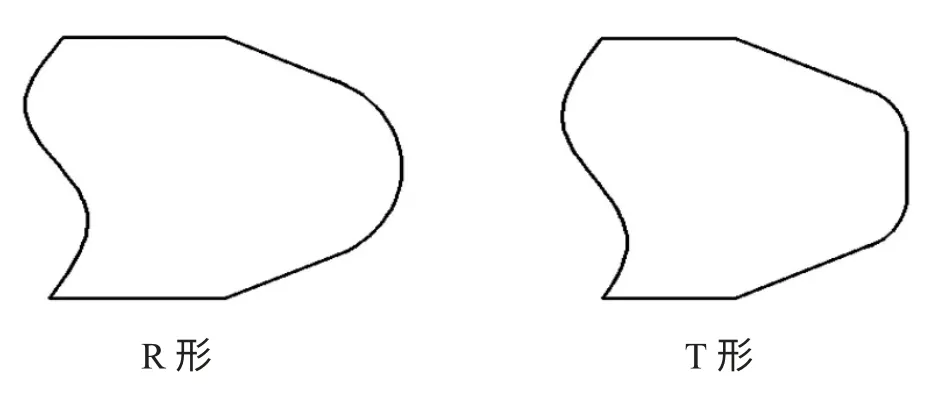
图1 R 形和T 形晶片边缘轮廓
1 SiC 的边缘倒角工艺
1.1 晶片倒角目的
SiC 晶片倒角是把切割好的晶片边缘磨削成指定的形状,防止在后续加工过程中晶片边缘出现裂纹、崩边及晶格缺陷的产生等[1],提高晶片的机械强度和可加工性[2]。在后续工艺中,如果晶片不被倒角,在研磨和清洗工艺中,通过游轮和超声波振动的作用会使晶片边缘的裂纹向内延伸容易使晶片破碎,在抛光工艺中,锋利的晶片边缘会给抛光布带来划伤,影响寿命[3],也会影响抛光片的表面质量,同时晶片倒角也是把晶锭外周滚圆产生的参考边弧面去除控制参考边长度和晶片直径。
1.2 倒角过程中,影响边缘质量的因素
在晶片边缘倒角时,影响到晶片边缘质量的因素很多,主要有主轴精度,Y 轴端跳,砂轮质量等,当然一些加工工艺参数也会对晶片边缘产生很大的影响,如切入量,接触速度,砂轮转速,吸盘转速等。这些工艺参数以不同的方式影响着晶片边缘倒角过程。晶片边缘倒角后的崩边情况是一个衡量晶片在后续工艺使用中可能产生破损的重要参数,很大程度上决定了磨削后的晶片能否在后续工艺中使用。崩边程度常用在显微镜下检测晶片边缘磨削后形成不规则亮点的大小来衡量[4]。
1.3 SiC 倒角原理
倒角机用于对晶片边缘进行磨削,晶片被真空吸附在吸盘上旋转,其附近水平方向上有一高速旋转砂轮,倒角时,吸盘带动晶片缓慢靠近高速旋转的砂轮,晶片和砂轮都围绕自己的轴线旋转进行边缘研磨如图2所示,冷却液喷射在磨削区域,从而实现边缘倒角的目的。
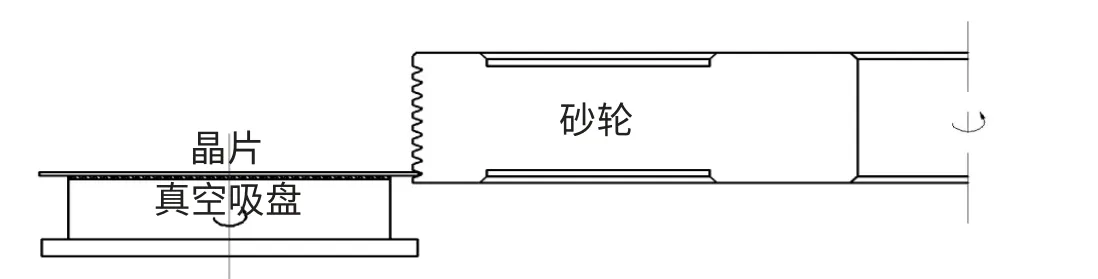
图2 晶片倒角示意图
2 实验
2.1 实验装置
实验采用的机器为日本Daitron 公司生产的WBM-2200 倒角机,BX51M 微分干涉显微镜。
2.2 原材料
碳化硅单晶切割片,500#金刚石倒角砂轮。
2.3 实验过程
整个实验采用1 圈一次倒角的方式进行倒角,通过改变砂轮转速、晶片切入量、吸盘转速的工艺参数,观察倒角后晶片边缘状况。实验结果列于表1、表2及3。

表1 在不同切入量下进行边缘倒角时晶片边缘质量
从表1可知,在微分干涉显微镜下观察随着切入量的增加崩边和亮点数目增多(见图3、图4),说明切入量越大,机械作用越强,对倒角边缘作用力越大,容易产生裂片和崩边,所以在选用500#的砂轮时切入量在100 μm 左右比较合适。

图3 切入量100 μm
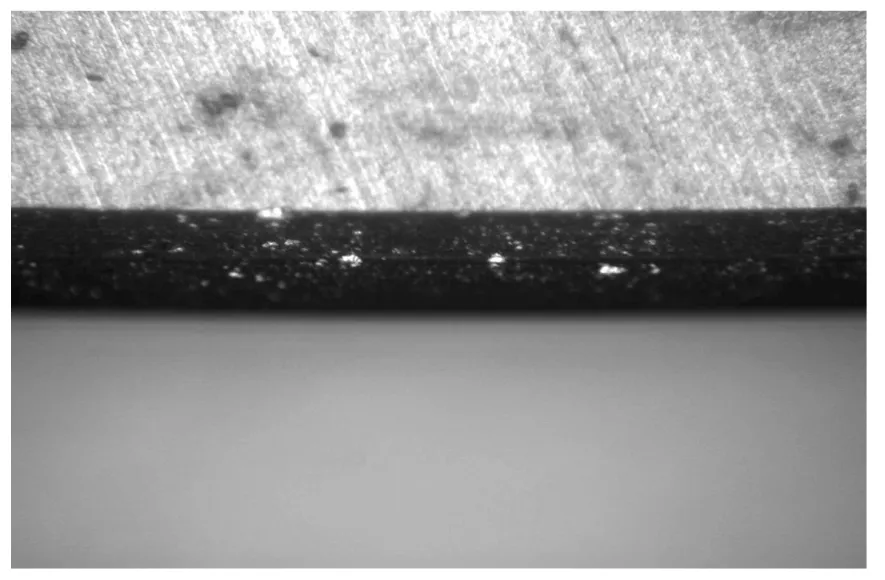
图4 切入量500 μm
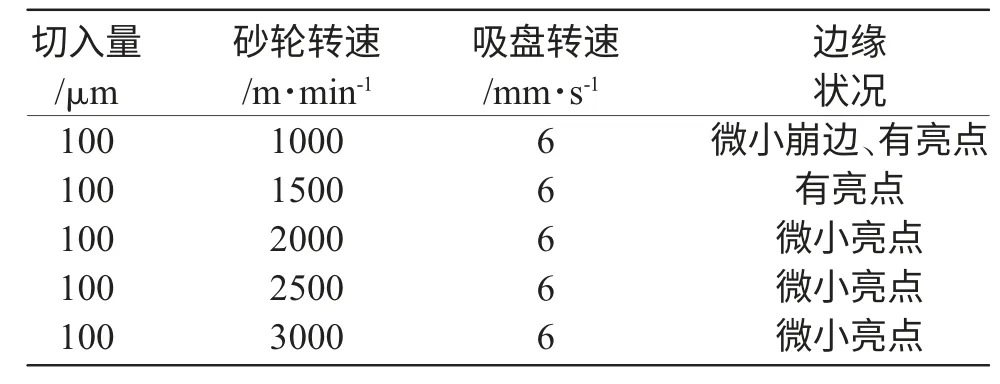
表2 在不同砂轮转速下进行边缘倒角时晶片边缘质量
从表2可知,在微分干涉显微镜下观察,随着砂轮转速的增大,边缘质量越好(见图5、图6)。这是因为,提高砂轮转速,可以降低晶片在磨削时的受力,所以不仅提高了砂轮的使用寿命,也降低了磨削后在硅片上残余的机械应力和晶片磨削表面的粗糙度[2],但砂轮转速的提高,同样也增加了磨削时产生的热量,使磨削区的温度升高,而温度的升高,增加了磨削区域残余的热应力,且温度的升高,降低了砂轮金刚砂粒的硬度,也使磨粒与磨削材料之间产生扩散磨损和粘接磨损,使磨粒迅速钝化,降低了砂轮的使用寿命,也使磨削时磨削表面出现浅坑或沟痕,增加了表面粗糙度。所以砂轮转速既不能太高,也不能太低,在选用500# 砂轮时砂轮转速在2 500 m/min 左右比较合适。
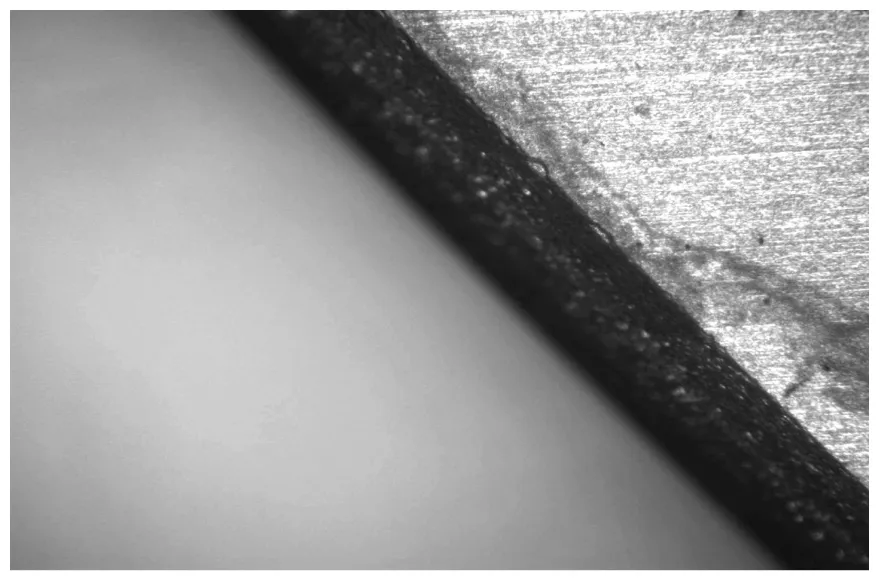
图5 砂轮转速1 000 m/min

图6 砂轮转速3 000 m/min
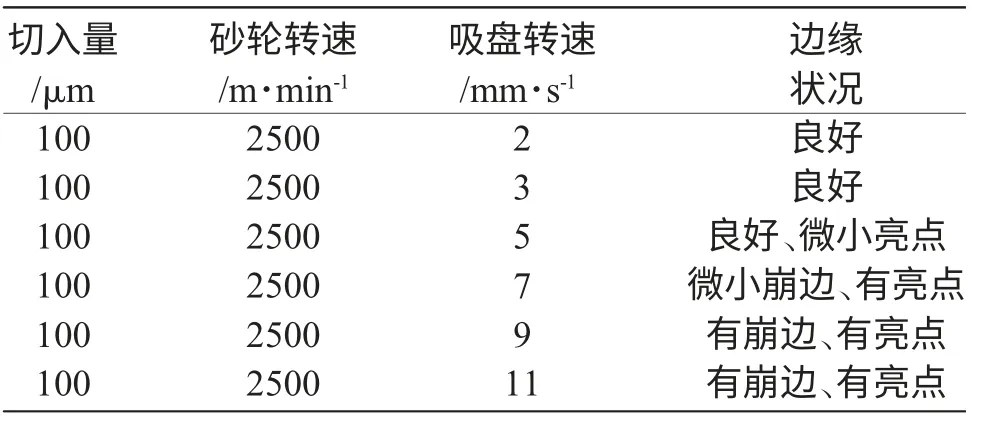
表3 在不同吸盘转速下进行边缘倒角时晶片边缘质量
从表3可知,在微分干涉显微镜下观察,吸盘转速越大,边缘质量越不好(见图7、图8)。说明吸盘转速越大,磨削的去除率越高,但速度太高崩边程度会越大。崩边常出现在晶片表面与倒角边缘交界处。经过试验,在选用500#的砂轮时,吸盘转速在4 mm/s 左右比较合适。
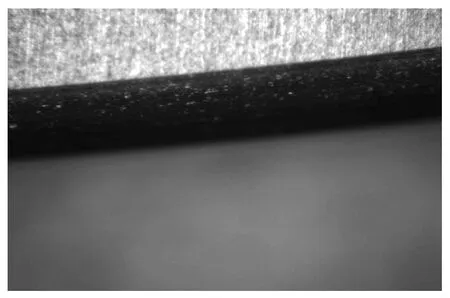
图7 吸盘转速5 mm/s
图8 吸盘转速11 mm/s
3 结 论
SiC 边缘倒角质量需要考虑各方面因素,通过以上实验我们得出,晶片边缘质量受到砂轮转速影响,砂轮转速越高,磨削效果越好,但砂轮的磨损也会越严重;吸盘转速越高,磨削的去除率越高,但速度太高崩边程度会越大。同样,切入量大小也会影响晶片边缘磨削后的崩边情况,切入量越小晶片质量越好。在选用500# 的砂轮时切入量在100 μm 左右比较合适,砂轮转速在2 500 m/min 左右比较合适,吸盘转速在4 mm/s左右比较合适。
[1]周永溶.半导体材料[M].北京:北京理工大学出版社,1992.
[2]苗利刚.硅片倒角工艺研究[J].科学论坛,2012(2):49-50.
[3]张厥宗.硅单晶抛光片的加工技术[M].北京:化学工业出版社,2005.
[4]党兰焕.基于DOE 优化光学玻璃晶片边缘磨削工艺[J].半导体技术,2010(3):228-232.