封头内高压胀形工艺有限元模拟
2015-05-11任志斌周存龙
任志斌,周存龙,周 研
(太原科技大学 材料科学与工程学院,太原 030024)
封头内高压胀形工艺有限元模拟
任志斌,周存龙,周 研
(太原科技大学 材料科学与工程学院,太原 030024)
针对目前国内凸形封头生产工艺中出现的制造难的问题,本文提出了一种“封头内高压对胀成形”的新工艺。通过分析金属封闭型腔内压力胀形机理,利用自编制MATLAB程序生成DEFORM有限元仿真控制命令流,将金属胀形过程的几何参数及温度场逐步导出,结合实际气体状态方程式计算,得到受气体压强作用下金属的内部载荷值,导入有限元模型中替换原有载荷值后启动有限元运算模块,进行下一步模拟计算。实现模型在非定向变载荷作用下的成形仿真,并得出主要参数的关系曲线,为气压胀形理论在封头成形领域的可行性提供一定参考。
封头;内高压;对胀成形;刚塑性有限元
基于国内目前核电、化工等能源产业的快速发展,对于压力容器中封头的产品要求也在日益提高,针对现有封头生产工艺中出现的产品抗压稳定性差、加工制造困难等问题,本文提出了一种用于封头整体对胀成形的新工艺[1-2]。
气压胀形工艺模拟压力容器的实际工作环境,在封头受内压时,会沿着壳体内表面的法线方向产生作用力,且作用力均匀分布[3]。在成形过程中,壳体的形状时刻发生变化,所以用传统机械的方法不能实现作用力始终沿着壳体内表面法线方向,且力能均布。
以气压胀形为成形机理模拟封头成形,并通过有限元模拟成形过程,分析成形过程中气体压强变化曲线、体积变化曲线和金属受力情况,并通过实验进行比对分析。
1 工艺成形机理
模型选用两块圆形钢板表面打磨后重叠放置,在间隙中加入一定量的水,周边满焊的同时内部抽取真空,形成一个封闭的壳体,放入加热炉后,随着温度升高水由液态气化成水蒸气而体积增大,对金
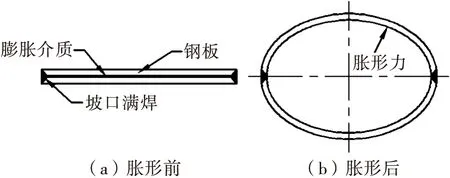
图1 成形工艺模型示意图Fig.1 Schematic model of forming process
属壳体内表面产生压强,当压强达到金属变形抗力临界点时,壳体发生胀形,随着膨胀内部腔体体积增大,蒸汽内能释放压强减小,但随着温度的升高,水蒸气继续膨胀,同时金属变形抗力随温度也在不断下降,壳体在影响因素交替作用下持续变形,最终当温度恒定,内部蒸汽的压强与金属的变形抗力最终达到平衡,变形结束。取出冷却至常温,将试件沿焊缝剖切便形成两个大小相同的封头体。降温时内部蒸汽收缩会使得金属壳体缩小,通过淬火将试件迅速冷却至常温,由于金属外表面硬度提升,壳体形状变化不大。
2 有限元模拟
采用有限元分析方法对封头整体内高压对胀成形进行全面分析。针对热塑性变形过程仿真的有限元商业软件有很多种类,但其自有程序均需要预先设定边界条件,载荷往往需要以特定数值或函数加载,无法实现可变边界条件自适应加载。封头胀形的加载环境需要利用MATLAB软件对DEFORM有限元仿真过程进行开发[4]。运用程序命令流自编译决定边界条件变化的公式,实现金属热塑性变形与内压力场耦合,自动加载每一时间步内压力场载荷,并使得DEFORM软件以脚本形式运行计算。通过有限元模拟仿真,确定封头整体内高压对胀成形的各个重要参数,总结整理成形过程特点并得出结论。
本文对金属热塑性变形过程进行如下条件设定:单个时间步内气体压强、温度分布均匀且数值恒定;封闭系统水蒸气膨胀满足乌卡诺维奇状态方程。
2.1 几何建模
运用DEFORM有限元分析软件对胀形过程进行模拟,封头体是轴对称图形,以进过壳体旋转轴线的1/2截面创建2D几何模型,如图2所示:

图2 几何模型Fig.2 Geometric model
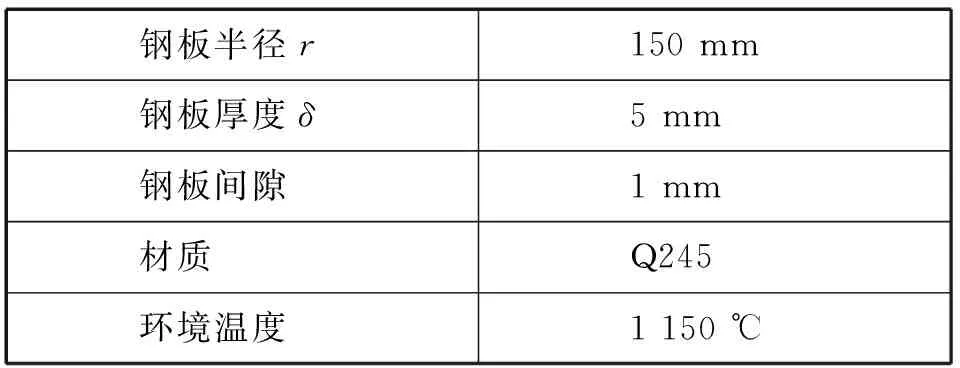
表1 主要参数设定Tab.1 Main parameter settings
模型几何参数的选定,根据现有的国家大型封头设计标准按比例缩小后圆整得出。模型材质选用Q245钢,其力学性能近似于20 g锅炉用钢。
2.2 模型加载型式
封头内高压对胀成形工艺是气胀成形,内部水蒸气膨胀对金属壳体内部产生均布的压强作用,作用力垂直于金属内表面。建模时,需要对金属内表面以法线方向施加均布的压强载荷[5-6]。
而随着金属变形,气体介质内能释放、压强变化,变化量根据金属当前变形程度以及壳体内部温度场决定,无法通过计算直接得出压强变化的函数曲线。需要结合变形过程产生的参数,外部进行数值分析处理、计算。
数据计算方式是将总的变形过程按时间离散,设定时间步长为0.1 s运行一步。以初始参数计算出初始压强,运用有限元软件计算当前时间步终止时的金属几何形变和当前温度场以数据文本形式导出,将数据分析处理并提取出金属内部体积及壳体内表面温度等参数,通过实际气体状态方程式计算出压强,将计算值用做下一步的压强条件导入有限元模型中,以此进行下去直到金属变形基本恒定,变形结束。对胀成形过程是一个非线性迭代的有限元计算过程。
2.3 气体压强计算
为了得到变化的内压力载荷,需要在高温高压环境下计算气体介质膨胀后的气体压力,理想气体方程在此无法适用,故选用乌卡诺维奇状态方程式[7],也就是在理想气体方程中加入三阶补偿:
其中:
F1(T)=[b0+b1φ+b2φ2+b3φ3+b4φ4+b5φ5]
F2(T)=[c0+c1φ+c2φ2+c3φ3+c4φ4+c5φ5+
c6φ6+c7φ7+c8φ8]
F3(T)=[d0+d1φ+d2φ2+d3φ3+d4φ4+d5φ5+
d6φ6+d7φ7+d8φ8]
φ=1000/T
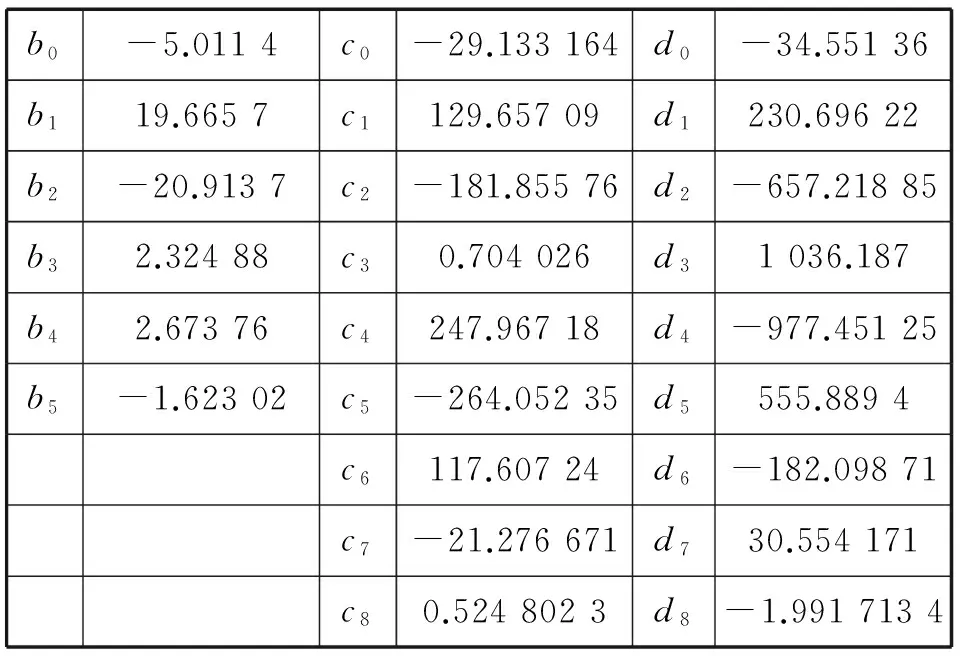
表2 乌卡诺维奇状态方程补偿系数表Tab.2 State compensation coefficients of Leuca Norwich equation
P—气体压力(Pa)
R—水蒸气气体常数,RH2O=461 J/(kg·K)
T—环境温度(K)
2.4 有限元计算程序

图3 程序运行流程图Fig.3 Flowchart of program runs
胀形过程中由于水蒸气介质压强一直随温度和变形体内腔体积变化,且在DEFORM软件中对模型内表面施加压强边界载荷时,其数值无法简单得通过函数曲线设定,单一个有限元软件无法完成计算。本文利用MATLAB数值分析软件自编写程序,生成DEFORM有限元仿真控制命令流,自动计算并加载内压力边界条件,实现这一过程的有限元模拟仿真[8]。MATLAB数值分析软件有强大的数据提取和分析计算能力,通过DEFORM控制命令流,在离散时间步内将构成有限元模型的网格节点坐标与温度场导出,通过三角化算法计算变形体整体体积(含内腔),再减去金属模型固有的体积,便近似得出金属壳体内部体积V,也就是当前时间步的气体体积;通过提取各节点温度场,得到当前时间步金属壳体内表面所有节点的温度取平均值,这也就是当前气体的环境温度T,通过气体状态模型确定出内部气体压强P,更新内压力边界条件进行下一时间步计算。当壳体模型内部体积变化小于5 mm3时程序结束。
3 数据结果分析
模拟加入0.1 mL量的水,常压下水的沸点为100 ℃,由于气体介质在未汽化状态下产生的压强很小,在模拟中直接设定试件温度为100 ℃,并认定介质已完全汽化为水蒸气。因此结合初始状态金属壳体内部体积,可以算出在0.1 mL水蒸气完全汽化下,金属内部产生的压强为1.31 MPa.将压强值作为模型的初始载荷参数导入计算。
程序运行至5825步时,程序结束,总模拟时长为582.5 s.分析模拟计算结果,得出在变形恒定后模型的变形程度以及应力场分布云图。
如图4所示,变形在时间步为5825步时基本恒定,等效应变趋近于零。从断面观察,此时模型的等效应力场值域在0.301 MPa~6.51 MPa之间。整

图4 胀形程度及等效应力场分布云图Fig.4 Bulging degree and equivalent stress field distribution cloud
个胀形过程,模型边部环状带的等效应力最大,也就是说胀形过程中存在应力集聚,薄弱点位于两块金属坯料的环状焊缝处。如载荷过大,金属壳体会在焊缝的某一处开裂。而处于曲面中间部分的环状带等效应力最小。
胀形过程中三个主要的影响因素,分别导出,并绘制与时间得关系曲线图。
(1)气体压强载荷
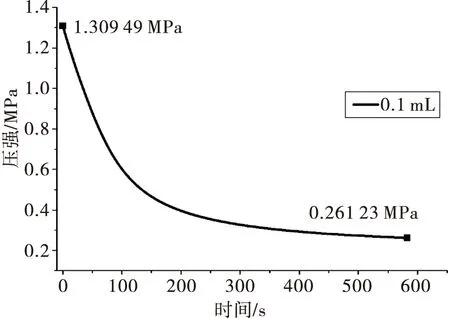
图5 压强载荷-时间关系曲线Fig.5 Pressure load-time curve
从图中可以看出,胀形过程中压强载荷不断递减,由初始设定的1.309 49 MPa减小至0.261 23 MPa,变化过程连续无明显的数值突变。起初100 s内,金属受内部气体压强作用产生弯曲应力和拉伸应力,由于金属抗弯强度小于抗拉强度,板坯向外弯曲,壳体内部空间增大,单位内的水蒸气密度下降,从而作用在壳体上的压强迅速减小。在此期间金属壳体以弯曲变形为主要形变方式。在之后的100 s~300 s内,压强递减速率逐渐放缓,金属壳体在弯曲到一定程度时,形变方式由弯曲变形逐步转变为拉伸变形,由于拉伸作用明显,板料厚度开始减薄,但变化速率缓慢。200 s以后压力变化缓慢,压强载荷与金属变形抗力趋近平衡,胀形过程即将完成,最终压强值为大气压强的2.5倍附近达到平衡。
(2)内腔气体温度
气体环境温度即金属壳体内部的温度场,由于模拟中没有气体介质,参数无法直接提取,模型内表面节点温度均值近似看做气体环境温度,虽然存在一定误差,但气体介质本身具有一定的可压缩性,影响忽略不计。为了能让模拟尽量接近真实气体产生压强的环境条件,设定初始温度为100 ℃,并认定此时的水已完全汽化为蒸气。
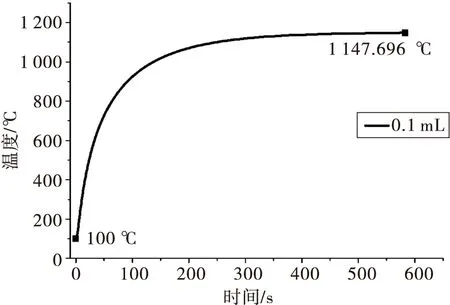
图6 气体温度-时间关系曲线Fig.6 Gas temperature-time curve
模型初始升温很快,在100 s时达到其金属材料再结晶点,金属的塑性变形能力大大提升,同时优化模型结构,一定程度上消除因应变率不稳定而可能出现的应力薄弱点。150 s后金属温度超过1 000 ℃,此时金属变形抗力很小,如果这一时刻金属应变还很大,容易在板坯焊缝处出现失稳现象,严重了会导致开裂。
(3)内部腔体体积
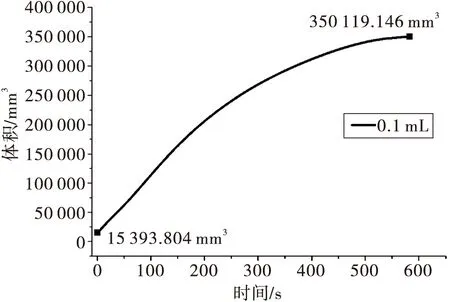
图7 内部体积-时间关系曲线Fig.7 Internal volume-time curve
金属壳体内部体积参数是通过标定网格模型中节点的坐标,利用MATLAB三角化算法计算得出的近似值。观察图中曲线的走势,曲线斜率呈递减趋势,在0 s~200 s间,斜率变化很小,说明模型所的受压强载荷与其变形抗力的变化相对平稳,金属形变过程良好,后期由于环境温度已趋于恒定,压强载荷与金属变形抗力逐渐向平衡点靠拢,变形也逐渐变缓。体积最终近似收敛于350 119.146 mm3,是初始体积的22.7倍,体积膨胀巨大。
4 结 论
通过金属塑性变形分析研究了金属壳体内高压热胀成形过程中的能量守恒,掌握了胀形过程中的温度场和时间变化对成形的影响规律。通过对模拟结果的分析,证明了金属气胀成形的可行性。并得出以下结论:
(1)通过研究金属内高压对胀成形工艺及理论,掌握了作为气体膨胀约束条件的金属形变规律,以及高温高压气体在热膨胀过程中压强的变化和阻止其膨胀的边界条件。
(2)自编译MATLAB命令流程序,并运用DEFORM有限元软件模拟了金属壳体内高压对胀成形的过程,在钢板间隙内加入0.1 mL的水量,进行模拟计算。得出试件在气压胀形过程中受温度、压强、体积以及金属变形抗力等诸多影响因素作用下的关系曲线。得到压强由初始的1.309 49 MPa收敛于0.261 MPa附近。壳体内部体积由15 393.848 mm3收敛于350 119.145 8 mm3.
(3)观察曲线走势,变形开始时压强减小很快,积变化对气体压强影响显著。内部体积平缓增大,曲线无明显波动,表明气体介质的可压缩性对金属形变有很好的保护作用,提高了成形稳定性。由于胀形过程是无模胀形,仅通过控制加热温度及初始加入的气体膨胀介质的量,就可使金属快速成形,这大大简化了通过分体成形组焊和大型模具冲压成形的传统工艺。
[1] 刘建生,陈慧琴,董仕深.大型封头成形工艺的模拟研究[J].太原重型机械学院学报,1997,18(4):302-306.
[2] 赵春霞.封头整体内压胀形实验研究及数值模拟[D].太原:太原理工大学,2008.
[3] 苑世剑,王小松.内高压成形技术研究与应用新进展[J].塑性工程学报,2008(2):22-30.
[4] 孙曙宇,傅建.文本模式下的DEFORM应用[J].锻压装备与制造技术,2008,43(1):99-102.
[5] 石亚超,王源撄,王梅兰,等.球冠形封头为压力容器中间封头的探讨[J].石油和化工设备,2013(2):15-17.
[6] MAGNUCKI K,SZYC W J,LEWIN SKIA.Minimization of stress concentration factor in cylindrical pressure cessels with ellipical heads[J].International Journal of Pressure Vessels and Piping,2002,79:841-846.
[7] 孙玉宝,李恩山,田贯三,等.蒸汽热力状态参数计算方法的研究[J].煤气与热力,2006(10):49-51.
[8] ZHU H,GONG H,ZHAO Z.Process parameters optimization for warm forming of metal balance weight based on Deform and Matlab[J].Forging & Stamping Technology,2011(4):42.
Finite Element Simulation of Head Internal High-pressure Forming Process
REN Zhi-bin,ZHOU Cun-long,ZHOU Yan
(Taiyuan University of Science and Technology,Taiyuan 030024,China)
A new technology for internal high pressure bulging of head is proposed to solve difficult problem of manufacturing convex head in domestic production.The metal closed type interior pressure bulging process was given,the self-compiled MATLAB program was used to generate control command stream in DEFORM finite element simulation.Gradually metal geometric parameters and temperature field were exported,internal load was calculated by the equation of state of real gas under gas pressure action metal,finite element model was imported to replace the original load and finite element calculation module started next simulation calculation.Simulation model was formed to achieve non-directional loads and draw the curve of main parameters,which could provide reference for pneumatic bulging theory about feasibility in the field of hHead forming.
head,high pressure,symmetrical bulging,rigid plastic finite element
2015-03-26
任志斌(1988-),男,硕士研究生,主要研究方向为金属塑性成形工艺及理论研究。
1673-2057(2015)06-0460-05
TG306
A
10.3969/j.issn.1673-2057.2015.06.010