阳膜电解法处理含镍废水
2015-04-24杨雨佳黄红缨范义春周全法
杨雨佳,黄红缨,王 琪,范义春,周全法
(江苏理工学院 化学与环境工程学院,江苏 常州 213001)
阳膜电解法处理含镍废水
杨雨佳,黄红缨,王 琪,范义春,周全法
(江苏理工学院 化学与环境工程学院,江苏 常州 213001)
采用阳膜电解法处理低浓度含镍废水。考察了电解质种类及其加入量、电解电流、电流密度、搅拌转速、电解温度和电解时间等对电解效果的影响。实验结果表明,在电解质NaCl加入量为2.5 g/L、电解电流为0.10 A、电流密度为150 A/m2、搅拌转速为800 r/min、电解温度为35 ℃、电解时间为8 h的最佳条件下,处理Ni2+质量浓度为2 g/L的含镍废水,镍析出率达到95.16%,电流效率为86.87%,单位质量能耗为5 254 kW·h/t。
阳离子交换膜;电解法;含镍废水;电解效果
电解法处理含镍废水存在酸度不易控制、析氢严重并伴生氢氧化物沉淀等问题[1],影响镍的回收。为此,工业上采用阴极隔膜法电解镍,隔膜材料包括棉隔膜和复合隔膜[2-4]。该法虽可将阴阳极隔开,但无法根据需要分别控制阴阳极室的酸度。
离子膜分离技术已广泛应用于环保[5-6]、电子、化工、冶金[7]、医药、生物、能源、仿生等领域。采用膜电解法电解镍,可解决常规电解时遇到的问题。已有研究表明,采用单阴膜电解镍效果较好,而用单阳膜处理低浓度含镍废水时因阳极液中的Na+进入阴极液而影响了电解效果[8]。
本工作在现有工艺的基础上进一步对阳膜电解法处理低浓度含镍废水的工艺条件进行了优化,以提高含镍废水的处理效果。
1 实验部分
1.1 材料和仪器
含镍废水:取自某电镀厂翻槽时的镀镍废液,主要成分(ρ,g/L):硫酸镍 210,氯化镍 60,硫酸铵 50,pH 8.5。使用前用蒸馏水稀释至Ni2+质量浓度为2 g/L。
pHS-3C型酸度计:上海仪电科学仪器股份有限公司;85-2B型恒温磁力搅拌器:金坛市医疗仪器厂。
1.2 实验装置及流程
阳膜电解槽的实验装置见图1。电解槽(100 mm×150 mm×120 mm)由聚丙烯材料制成,以钛网为阳极,市售的泡沫镍为阴极,离子膜为3361C型聚乙烯异相磺酸型阳离子交换膜,固定极板间距为5 cm。阳极液为浓度0.3 mol/L的NaOH溶液,阴极液为Ni2+质量浓度2 g/L的含镍废水。用稀硫酸调节废水pH至4.0~4.5。在外加直流电场的作用下,因阳极液为强碱性,阳极以电解OH-为主反应,Na+透过阳膜进入阴极区;阴极液中的H+和Ni2+移动至阴极发生还原反应,并伴随水的电解反应发生。电解质离子(电荷)的浓度决定电解液的电导率。一般情况下,电解液的浓度愈大,电阻愈小,电流愈大。当槽电压为5 V时,初始电流较低,仅为50 mA,因此需在阴极液中加入电解质,控制适当的电流,在恒流下进行连续电解。
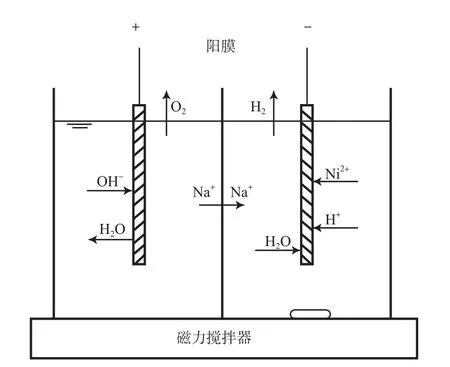
图1 阳膜电解槽的实验装置
1.3 分析方法
根据GB 11910—1989《水质 镍的测定 丁二酮肟分光光度法》测定Ni2+质量浓度[9],计算镍析出率;采用酸度计测定废水pH;采用恒温磁力搅拌器控制搅拌转速。
按照式(1)计算电流效率(η,%)。

式中:ρ0和ρ分别为电解前后阴极液中Ni2+的质量浓度,g/L;V为阴极室中含镍废水的体积,L;I为电解电流,A;t为电解时间,h;K为电化学当量,g/(A·h),镍的电化学当量为1.095 g/(A·h)。
按照式(2)计算单位质量能耗(E,kW·h/t)。

式中:U为槽电压,V。
2 结果与讨论
2.1 电解质种类对镍析出率的影响
溶液的导电性对电解的效果影响很大。在搅拌转速为800 r/min、电解温度为35 ℃、电解时间为10 h的条件下,考察了两种电解镍常用的电解质NaCl和Na2SO4对镍析出率的影响,实验结果见图2和图3。由图2和图3可见:加入电解质后电解效果明显增强,随电解质加入量的增加,电解液导电性逐渐增加,镍析出率逐渐增加;当NaCl加入量为2.5~4.0 g/L时,镍的析出率较高;当Na2SO4加入量为15 g/L时,镍的析出率最大。由于Na2SO4的摩尔质量远大于NaCl,因此在相同质量条件下,NaCl中的Na+所带电荷数高于Na2SO4,NaCl溶液的导电性更强,且阳膜电解避免了Cl2的产生。考虑经济因素,以下实验均选择以NaCl作为电解质。
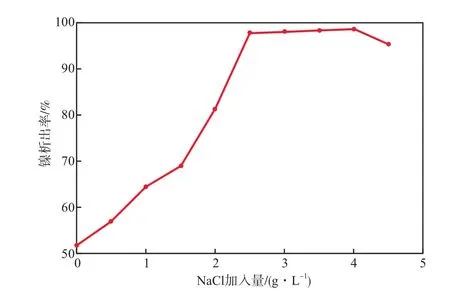
图2 NaCl加入量对镍析出率的影响
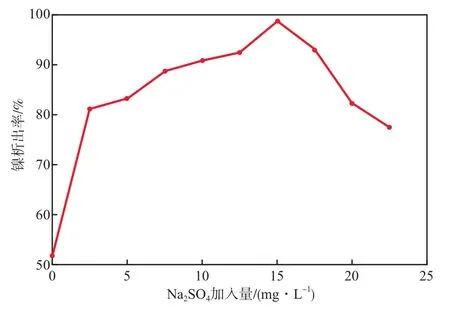
图3 Na2SO4加入量对镍析出率的影响
文献[1,8]报道,阳膜比阴膜电解效果差的原因是,阳膜电解时阳极室中的Na+可透过阳膜进入阴极室,从而影响了镍的还原。本实验在阴极电解液中直接引入了Na+,使电解效果明显提升,且电解效果的提高程度与电解质加入量有关。由此可见,增强溶液的电导性可提高阳膜电解法的处理效果。
2.2 电解电流对镍析出率和电流效率的影响
在搅拌转速为800 r/min、电解温度为35 ℃的条件下,电解电流对镍析出率和电流效率的影响分别见图4和图5。由图4可见:增大电解电流、延长电解时间可增加镍析出率;当电解时间为8~10 h时,因废水中Ni2+含量降低,电解电流为0.10 A时的镍析出率与其他电解电流条件下的镍析出率接近。由图5可见:减小电解电流,电流效率提高;当电解电流为0.10 A时,电流效率最高;延长电解时间,电流效率逐渐降低;当电解时间由8 h延长至10 h时,电流效率降低约15百分点,但镍析出率较高且接近。综合考虑,选择电解电流为0.10 A,电解时间为8 h。在此条件下,镍析出率为95.16%,电流效率为86.87%。
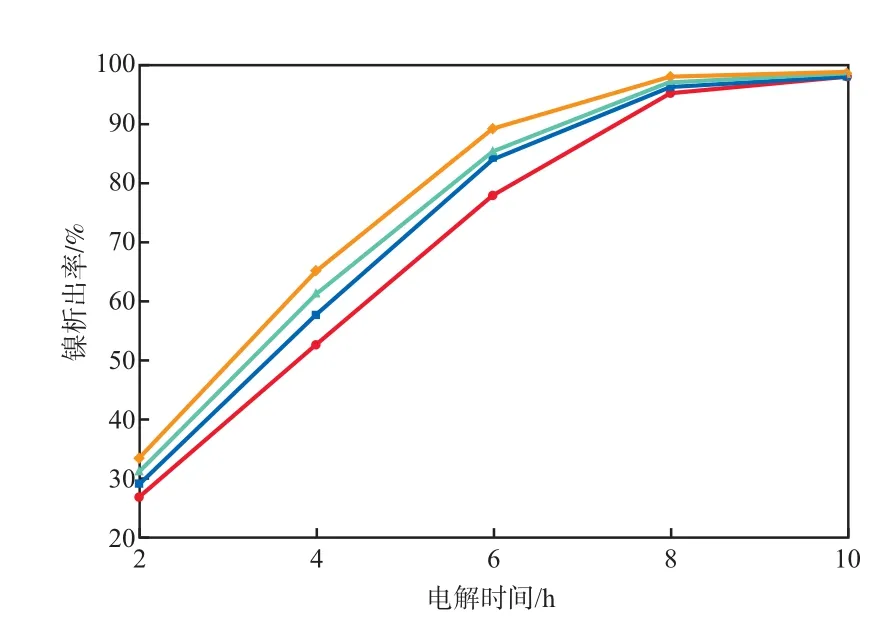
图4 电解电流对镍析出率的影响
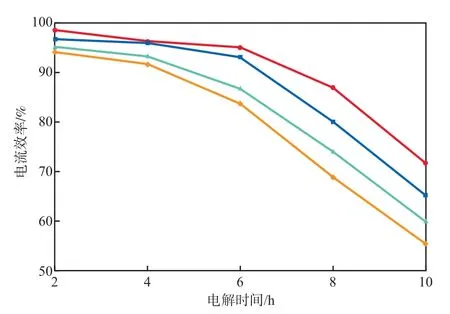
图5 电解电流对电流效率的影响
2.3 电流密度对镍析出率和电流效率的影响
通过改变阴极面积改变电流密度。在NaCl加入量为2.5 g/L、电解电流为0.10 A、搅拌转速为800 r/min、电解温度为35 ℃、电解时间为8 h的条件下,电流密度对镍析出率和电流效率的影响见图6。由图6可见:当电流密度由75 A/m2增至150 A/ m2时,镍还原速率加快,镍析出率和电流效率均上升,这是由于随电流密度的增加,电压升高(由4.85 V增至5.12 V),电极反应速率与电极电势有关,仅通过改变电势即可使反应速率改变多个数量级[10];析氢反应和镍还原反应存在竞争关系[11],继续增加电流密度,析氢反应加剧,导致搅拌作用不明显,H+在电极附近出现浓差极化现象,通过电解水产生H2和OH-,OH-与Ni2+生成Ni(OH)2沉淀,抑制了Ni2+在阴极的还原,导致镍析出率和电流效率均降低。因此,选择150 A/m2为适宜的电流密度。
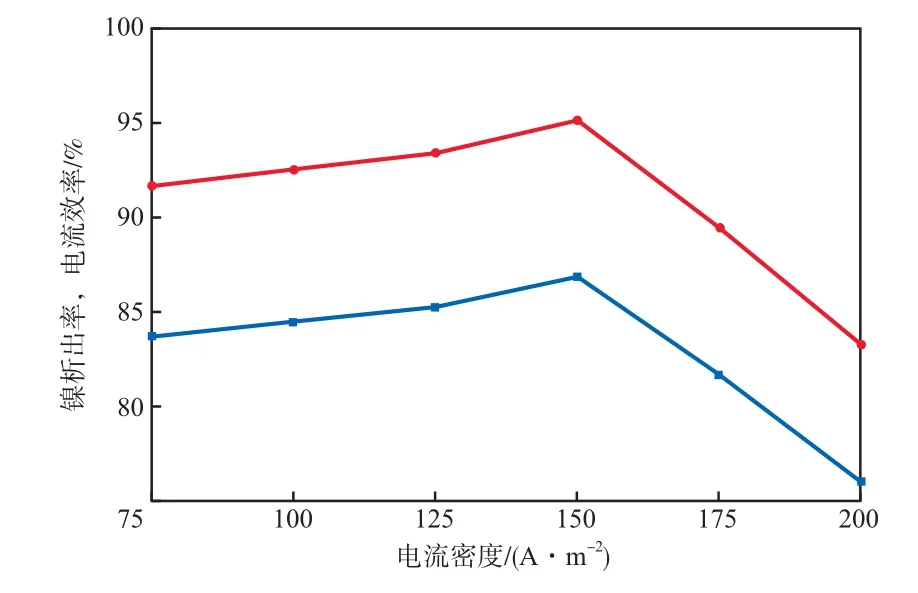
图6 电流密度对镍析出率和电流效率的影响
2.4 搅拌转速对镍析出率和电流效率的影响
搅拌不仅可以降低浓差极化,而且可以避免Ni(OH)2的生成。当搅拌转速较低时,搅拌不充分,导致阴极附近的pH的增幅较快,易生成Ni(OH)2,严重影响了电解镍的效果[12]。研究结果表明,扩散层越厚,OH-的去除及H+的进入越受到抑制,为电极附近OH-的聚集创造了有利条件[13-14],导致Ni(OH)2的生成。提高搅拌转速,可降低扩散层厚度,有利于镍的析出,同时使电流效率得到提高。在NaCl加入量为2.5 g/L、电解电流为0.10 A、电流密度为150 A/m2、电解温度为35℃、电解时间为8 h的条件下,搅拌转速对镍析出率和电流效率的影响见图7。由图7可见:在无搅拌的条件下,镍析出率只有11.00%;随搅拌转速的提高,镍析出率增加;当搅拌转速增至800 r/min时,镍析出率和电流效率达到最大;继续提高搅拌转速,因对废水的波动较大,在阴极附近的Ni2+难以沉积,导致镍析出率和电流效率下降。因此,选择800 r/min为适宜的搅拌转速。
2.5 电解温度对电流效率和单位质量能耗的影响
在NaCl加入量为2.5 g/L、电解电流为0.10 A、电流密度为150 A/m2、搅拌转速为800 r/min、电解时间为8 h的条件下,电解温度对电流效率和单位质量能耗的影响见图8。由图8可见:当电解温度为35 ℃时,电流效率最高,能耗最低;继续升高电解温度,电流效率下降,能耗相应升高,这是由于析氢反应随电解温度的升高而加剧,与镍还原反应竞争,同时在阴极附近出现大量Ni(OH)2沉淀,影响了镍的还原,导致电流效率下降。因此,选择35℃为适宜的电解温度。
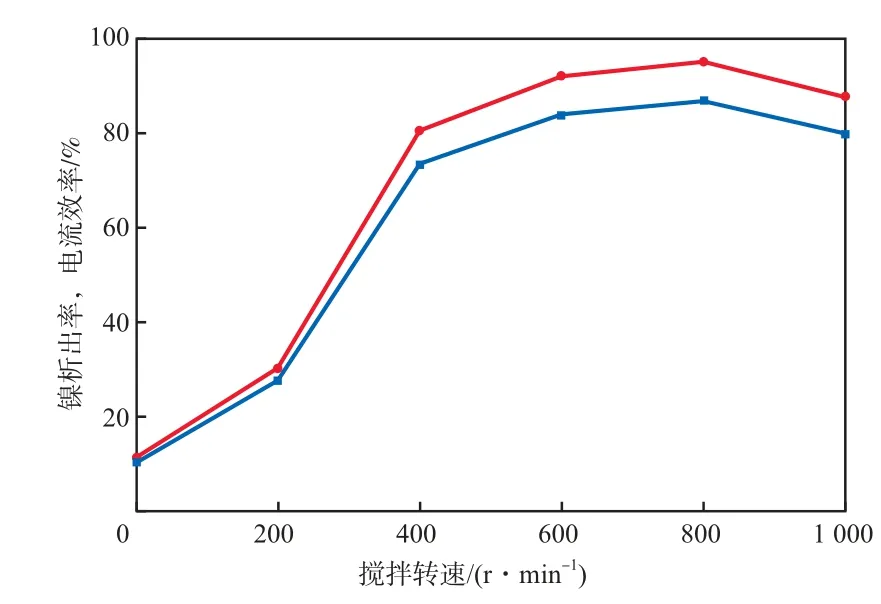
图7 搅拌转速对镍析出率和电流效率的影响
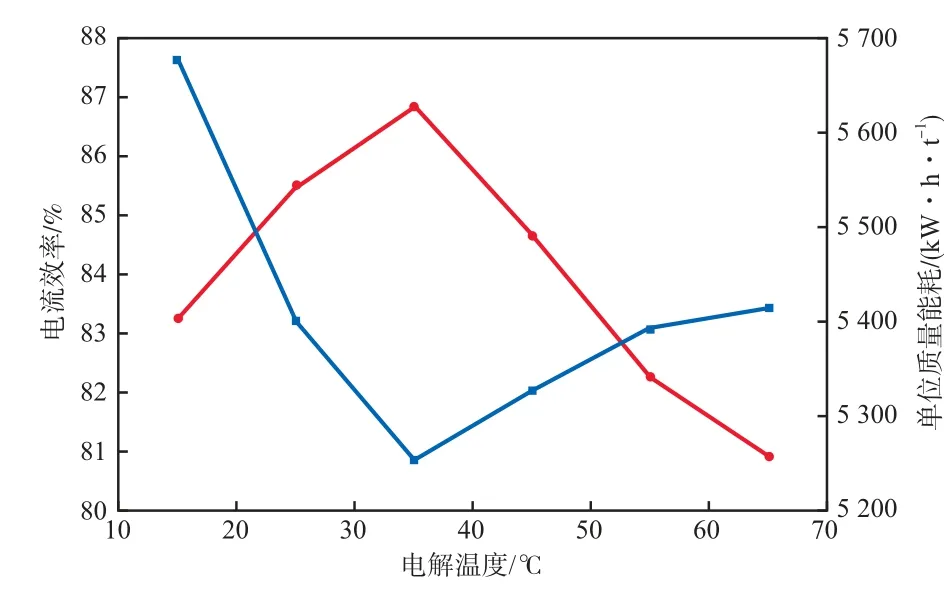
图8 电解温度对电流效率和单位质量能耗的影响
2.6 小结
在电解质NaCl加入量为2.5 g/L、电解电流为0.10 A、电流密度为150 A/m2、搅拌转速为800 r/ min、电解温度为35 ℃、电解时间为8 h的最佳条件下,处理Ni2+质量浓度为2 g/L的含镍废水,镍析出率达到95.16%,电流效率为86.87%,单位质量能耗为5 254 kW·h/t。
3 结论
a)采用阳膜电解法处理含镍废水。
b)在电解质NaCl加入量为2.5 g/L、电解电流为0.10 A、电流密度为150 A/m2、搅拌转速为800 r/ min、电解温度为35 ℃、电解时间为8 h的最佳条件下,处理Ni2+质量浓度为2 g/L的含镍废水,镍析出率达到95.16%,电流效率为86.87%,单位质量能耗为5 254 kW·h/t。
[1] 唐玉霖,王三反. 膜电解法在处理酸性含镍废水中的研究[J]. 工业用水与废水,2004,35(3):38 - 41.
[2] 明浩,张军,王晓琳. 聚偏氟乙烯微孔膜制备方法研究进展[J]. 工业水处理,2006,26(2):5 - 9.
[3] 杜喜霞,安兴才,蒲瑜,等. 微孔复合隔膜在镍电解中的实验研究[J]. 稀有金属,2008,32(1):54 - 58.
[4] 蒲瑜,张鹏,焦光联. 镍电解冶金复合隔膜中添加剂对隔膜性能的影响[J]. 甘肃科技,2013,29(20):68 - 70.
[5] Ottosen L M,Jensen P E,Kirkelund G M,et al. Electrodialytic Remediation of Different Heavy Metal-Polluted Soils in Suspension[J]. Water,Air,Soil Pollut,2013,224:1707 - 1710.
[6] Sang Hyun Ahn,Lee Byung Seok,Choi Insoo,et al. Development of a Membrane Electrode Assembly for Alkaline Water Electrolysis by Direct Electrodeposition of Nickel on Carbon Papers[J]. Appl Catal,B,2014,154/155:197 - 205.
[7] Korzenowski C,Rodrigues M A S,Zoppas F J. Electrodialysis for the Recovery of Hexavalent Chromium Solutions[J]. Electro Water Reuse,2014,10:111 -118.
[8] 李兴云,王三反,陈霞,等. 膜电解法处理含镍废水的研究[J]. 广东化工,2013,40(10):104 - 111.
[9] 中国环境监测总站. GB 11910—1989 水质 镍的测定丁二酮肟分光光度法[S]. 北京:中国环境标准出版社,1989.
[10] 高颖,邬冰. 电化学基础[M]. 北京:化学工业出版社,2004:65 - 79.
[11] Ren Xiu1ian,Wei Qifeng,Liu Zhe,et al. Electrodeposition Conditions of Metallic Nickel in Electrolytic Membrane Reactor[J]. Trans Nonferrous Met Soc China,2012,22:467 - 475.
[12] 贺秀珍,钟清慎. 新型镍电解出装装置在镍电解生产中的应用实践[J]. 有色冶金节能,2014,30(3):8 - 11.
[13] Tkalenko M D,Tkalenko D A,Kublannovskyi V S. Change in the pH of Solution and the Cathodic Passivation of Metals Under the Conditions of Electrochemical Protection in Aqueous Media[J]. Mater Sci,2002,38(3):394 - 398.
[14] 安茂忠. 电镀理论与技术[M]. 哈尔滨:哈尔滨工业大学出版社,2004:34 - 35.
(编辑 王 馨)
Treatment of Nickel-Containing Wastewater by Electrolysis Process with Cationic Exchange Membrane
Yang Yujia,Huang Hongying,Wang Qi,Fan Yichun,Zhou Quanfa
(College of Chemistry and Environmental Engineering,Jangsu University of Technology,Changzhou Jiangsu 213001,China)
The wastewater containing nickel with low-concentration was treated by electrolysis process with cationic exchange membrane. The factors affecting the electrolysis effect were studied. The experimental results show that under the optimum conditions of NaCl dosage 2.5 g/L,electrolytic current 0.10 A,current density 150 A/m2,stirring speed 800 r/min,electrolysis temperature 35 ℃,electrolysis time 8 h and Ni2+mass concentration 2 g/L,the generation rate of nickel reaches 95.16%,the current eff ciency is 86.87% and the unit energy consumption is 5 254 kW·h/t.
cationic exchange membrane; electrolysis process;nickel-containing wastewater;electrolysis effect
X703.1
A
1006-1878(2015)06-0575-04
2015 - 05 - 26;
2015 - 08 - 06。
杨雨佳 (1990—),女,江苏省苏州市人,硕士生,电话 15806127361,电邮 mytrove119@qq.com。联系人:王琪,电话 13861025500,电邮 qwhgx@163.com。
国家科技支撑计划项目 (2014BAC03B06);江苏省产学研联合创新资金项目 (BY2014038-08);常州市应用基础研究计划项目 (KYZP13040) 。
