挤缝机液压系统设计
2015-02-24邹炳燕陈宽杨中力钱逸秋左维
邹炳燕,陈宽,杨中力,钱逸秋,左维
(天津中德职业技术学院,天津 300350)
石油筛管的主要作用就是防沙,由于开采石油时油井所处的地质、沙层不同,所采用的管子的种类不同。石油筛管一般分为割缝筛管、钻孔筛管、绕丝筛管、桥式筛管和复合筛管等。割缝筛管的出现为水平井和侧钻井的发展及高砂油藏的石油开采提供了条件。割缝筛管一般利用石油套管本体加工,特点是强度高、不易变形。
目前国内外油田广泛使用的割缝筛管的缝型分为矩形、梯形及复合缝腔。矩形缝简单、易制造,但防砂效果较差,部分砂砾可能卡死在筛管的缝内,成为阻挡油气流进入油井的屏障。梯形缝较复杂,制造难度大,但砂砾可在缝处形成砂桥而阻止砂砾进入油井内,不会出现由于砂砾卡死在缝内造成砂堵的情况。
割缝筛管常见有以下几种加工方法: (1)高速钢刀片铣削加工或CBN立方氮化硼砂轮磨削法,一般用于矩形缝加工,加工设备成本较低。(2)激光加工法,一般用于矩形缝或梯形缝的加工,加工效率较高;但在激光切割石油筛管的过程中,存在着许多问题,激光形成的热源是移动热源,管材的温度场较为复杂,在较小的空间内存在较大的温度梯度。当工艺方法不得当、管子较长时,会引起管子的热变形。(3)等离子加工法,更适合于复合缝腔的加工,它存在的最大问题是加工效率低,从而导致加工成本提高。
首先利用高速钢刀片铣削矩形缝,再利用挤缝机液压驱动压头油缸驱动多个挤压刀具同时压缝,由于特制的刀具有一定的几何形状和角度,使缝口两侧一定宽度内的金属同时向缝口中间位置倾斜,发生塑性变形。随着挤压刀具对工件表面的压深,进给油缸亦推动多个压头沿工件作轴向移动。经过几次这样的过程,可使加工前的矩形缝挤成外缝窄、内缝宽的台阶缝截面。
利用上述新工艺可以较低成本加工新的缝型——断面台阶缝:靠近管外壁是窄缝段,保留了断面矩形缝管壁强度高的优点,可以提高耐砂砾冲蚀磨损的能力;而靠近管内壁是宽缝段,保留了断面梯形缝“过滤自洁”优点。而采用传统的加工方法,如CBN砂轮片磨缝、高速钢铣刀铣缝、激光切缝等,很难加工出断面台阶缝,特别是外缝宽度为0.1 mm甚至更窄的缝。
1 挤缝机工艺过程
挤缝机工艺过程见图1,液压原理见图2。
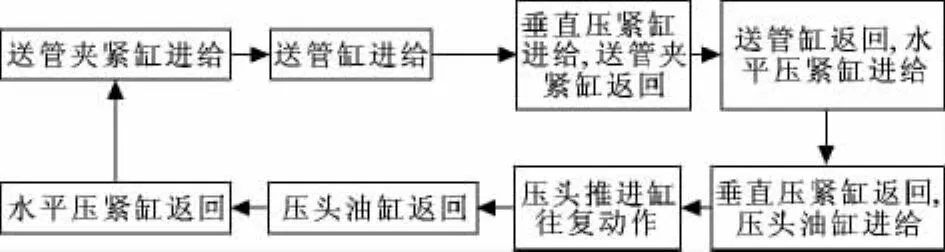
图1 挤缝机工艺过程方框图

图2 挤缝机液压原理图
送管。因为要在长十多米的钢管上挤压若干组缝腔,所以采用液压缸25来送管。液压缸25的活塞杆连接送管小车27,送管小车上两只相对安装的液压缸26完成对无缝钢管的夹紧。因为整个无缝钢管在挤缝机上由若干组辊道支撑,所以送管需要的输出力很小。
钢管在挤缝机上的压紧。钢管送进到位后,首先由4根垂直压紧定位缸33完成对无缝钢管的垂直压紧定位。目的:(1)保证无缝钢管在垂直方向紧贴下支撑;(2)在4根垂直压紧缸29对无缝钢管进行水平压紧时,保证无缝钢管在水平方向不偏离设备轴线。在垂直压紧定位缸的作用下,4只油缸29不需要同步阀控制,能保证将钢管压紧在设备的中轴线上。水平压紧缸29压紧后,垂直压紧定位缸33的定位作用完成,可以复位。
挤缝。钢管压紧后,10只压头油缸31进给,分别从左右两侧驱动装在压头油缸活塞杆上的挤压刀具压缝,10只压头油缸安装在压头拖车32上,2根压头推进缸30驱动压头拖车往复运动,即沿钢管工件轴线作轴向移动,挤压刀具对钢管工件表面的矩形缝腔外侧进行挤压,钢管矩形缝腔外表面产生塑性变形,由矩形缝逐渐变形至台阶缝。
2 挤缝机液压系统主要元件选择
根据实际工况分析,挤缝机工艺要求及计算,综合考虑各液压缸速度、推力、系统工作压力,选择各液压缸参数如下:
元件编号为25的送管液压缸1只,为缸径50 mm、活塞杆直径28 mm、行程569 mm的双作用单活塞杆式液压缸,水平布置。
元件编号为26的送管夹紧缸2只,为缸径63 mm、活塞杆直径45 mm、行程60 mm的双作用单活塞杆式液压缸,水平对称布置。
元件编号为29的横向压紧缸4只,为缸径63 mm、活塞杆直径45 mm、行程60 mm的双作用单活塞杆式液压缸,分两组水平对称布置。
元件编号为30的压头推进缸2只,为缸径63 mm、活塞杆直径45 mm、行程180 mm的双作用单活塞杆式液压缸,水平平行布置。
元件编号为31的压头油缸10只,为缸径50 mm、活塞杆直径36 mm、行程70 mm的双作用单活塞杆式液压缸,分5组水平对称布置。压头工作时,可对割缝筛管的直径方向单侧5组、两侧共10组割缝同时进行挤压,有效提高挤缝机效率。
元件编号为33的垂直压紧定位缸4只,为缸径50 mm、活塞杆直径30 mm、行程50 mm的双作用单活塞杆式液压缸,垂直平行布置。
液压泵选型:选择定量泵齿轮泵2为系统供油。根据各液压缸最大工作速度和工作压力要求,选择齿轮泵排量为10 mL/r,额定工作压力16 MPa。
液压控制阀选型。选择液压阀时,应考虑其通过最大流量时,不要有太大压降,以减少功率损耗及系统发热。根据此系统额定流量和额定工作压力的要求,各种阀均确定规格为6通径。
电机参数选择。根据系统额定流量13 L/min和额定工作压力16 MPa,选择功率为5.5 kW、4极异步电机。
3 挤缝机液压系统工作原理
如图2所示,挤缝机液压系统主要由电动机、液压泵、各种液压阀、各种液压缸、过滤装置及其他辅助元件构成。根据液压系统所完成的功能,将其分为供油单元、送管单元、垂直压紧定位单元、水平压紧单元、压缝单元等几个部分。
供油单元:交流电动机通过联轴器将旋转机械能传递给齿轮泵,溢流阀3用于调定液压系统的最高压力16 MPa;吸油滤油器1、回油滤油器5在系统工作时对液压油进行两次过滤;单向阀4的作用: (1)防止液压系统中的压力冲击,对液压泵2造成影响;(2)在对液压泵进行拆装维修时避免系统中的油液倒流,造成油液外泄和环境污染。
为了减少功率消耗,在系统不工作时由电磁换向阀7通过中位实现卸荷。当液压系统其他部位工作时,例如挤缝机开始挤缝,电磁换向阀7换向,使其控制的送管夹紧缸26处于松开 (活塞杆缩回)位置,系统保压。
送管单元。当电磁换向阀7下位,压力油经电磁换向阀7进入送管夹紧缸26的无杆腔,活塞杆伸出,实现对钢管的夹紧。压紧到位,压力开关29发出压紧信号。
电磁换向阀6下位,压力油经电磁换向阀6进入送管液压缸25的无杆腔,活塞杆伸出,实现对钢管的送进。送管速度由单向节流阀12调节。送进到位,接近开关发出送管到位信号。
垂直压紧定位单元。当电磁换向阀11下位,压力油经减压阀15、电磁换向阀11进入垂直压紧定位缸33的无杆腔,活塞杆伸出,实现对钢管的垂直压紧定位。液控单向阀18实现保压,防止水平压紧缸压紧前,其他液压缸动作影响其压紧力。考虑垂直压紧定位缸只起辅助定位压紧作用,压紧力不能过大,所以该回路设置减压阀。
与此同时,送管单元复位。电磁换向阀7上位,压力油经电磁换向阀7进入送管夹紧缸26的有杆腔,活塞杆返回。送管夹紧缸26返回后,电磁换向阀6上位,压力油经电磁换向阀6进入送管液压缸25的有杆腔,活塞杆返回,等待下一次送管。
水平压紧单元。电磁换向阀10下位,压力油经电磁换向阀10进入水平压紧缸29的无杆腔,活塞杆伸出,实现对钢管的水平压紧,同时向蓄能器19充压力油。液控单向阀17配合蓄能器19实现保压,防止其他液压缸动作影响其压紧力。压紧到位,达到压紧力上限,压力开关21发出水平压紧到位信号。整个压缝过程中,如果压力下降,低于压力开关22设定的最低压紧压力,系统继续供油补压或停机报警。
压缝单元。电磁换向阀9下位,压力油经减压阀14、电磁换向阀9进入压头油缸31的无杆腔,活塞杆伸出,实现对钢管表面矩形缝腔压缝。同时向蓄能器20充压力油。液控单向阀16配合蓄能器20实现保压,防止其他液压缸动作影响其挤缝力。压紧到位,压力开关23发出压头油缸到位信号。整个压缝过程中,如果压力下降,低于压力开关24设定的最低挤缝压力,系统继续供油补压或停机报警。
考虑压头油缸的工作压力直接与割缝筛管挤缝后的台阶尺寸相关,为适应不同材质、不同挤缝尺寸等要求,在该回路设置叠加式减压阀单独调节压头油缸工作压力。
电磁换向阀8下位,压力油经电磁换向阀8进入压头推进缸30的无杆腔,活塞杆伸出,拖动压头拖车32前进。前进速度由单向节流阀13调节。到达压头拖车前终端,接近开关发信号,电磁换向阀8上位,压力油经电磁换向阀8进入压头推进缸30的有杆腔,活塞杆返回,拖动压头拖车后退。后退速度由单向节流阀13调节。到达压头拖车后终端,接近开关发信号,电磁换向阀8换向。如此循环往复,直到钢管上该组矩形缝均被挤压成台阶缝,该循环结束。转动钢管或送进钢管,进行下一组缝腔的挤压。
4 结束语
挤缝机制造、安装调试已完成。经试验验证,该液压系统满足挤缝机的动作及参数要求。合理设计液压及电气自动控制系统,实现机、电、液一体化,提高整机的技术水平。挤缝机加工的割缝筛管缝腔台阶缝,满足了割缝筛管复合缝腔的要求,与以往的复合缝腔加工工艺比较,既极大地降低了生产成本,又有效提高了加工效率。
[1]张建乔,刘永红,吕广忠.复合缝腔割缝防砂筛管的设计与应用[J].石油机械,2005(9):30-33.
[2]张建乔,刘永红,刘春阳,等.复合缝腔割缝筛管的流阻分析及优化设计[J].工程设计学报,2006(4):260-263.
[3]李颖,杨健,邹炳燕,等.全液压驱动自行式高空作业车[J].制造业自动化,2014(1):119 -123.
[4]景瑞林,尹强,田宝国,等.割缝筛管防砂技术研究[J].石油钻采工艺,2001(2):72-75.
[5]杨贺来,李庆辉.筛管加工机液压及气动系统[J].液压与气动,1998(6):16-18.
