挠性接头细颈测量及图像处理方法研究
2015-02-20付振振李蓓智杨建国周亚勤
付振振,李蓓智,杨建国,周亚勤
(东华大学机械工程学院,上海 201600)
挠性接头细颈测量及图像处理方法研究
付振振,李蓓智,杨建国,周亚勤
(东华大学机械工程学院,上海 201600)
对于挠性接头细颈不宜接触测量和测量效率低下的问题,提出一种基于圆弧边界识别的视觉测量方法。对原始图像滤波、二值化及边界跟踪后,通过所提出圆弧链码识别规则,提取形成细颈的非整圆轮廓,准确计算细颈最小厚度的方位。为减少细颈表面纹理、光照不均的影响,在分析测量原理误差的基础上,对细颈最小厚度处两端延伸区域进行连续一维测量,剔除粗差值后取均值作为实际测量结果。测试结果表明:提出的细颈测量及图像处理方法可使细颈重复测量准确度<0.7μm,满足细颈加工的测量要求。
图像处理;细颈测量;边界跟踪;圆弧链码;识别规则
0 引 言
工业生产现场测量微小零部件尺寸,是一个比较棘手的问题,几何特征尺寸为0.01~1 mm的微小型结构件的精密检测技术是国内外研究的热点[1]。如惯性导航系统中的整体式双平衡挠性接头,其用于实现惯性导航系统空间位姿的细颈是由两个微小孔间接形成的,细颈厚度是两个小孔间的最小厚度,其精度要求一般为30~40μm。目前,挠性接头生产过程中广泛采用离线测量方法,测量效率低、废品率高,使挠性接头加工和装配准确度受到很大制约[2]。杜跃军等[3-4]通过研制测量装置实现接触式测量,然而接触测量会使细颈由于测量力而发生变形造成测量结果不可靠。视觉测量设备和图像处理技术正在成为解决这类测量问题的新方案和发展趋势。视觉检测是非接触式测量的一个重要分支,该技术自起步发展至今,随着其功能的完善,广泛应用于工业检测中[5-7]。文献[2]用图像处理的方法测量细颈,但其并未涉及在细颈最小厚度位置的测量。受视觉测量设备限制,一般情况下,零件图像较之视野更大,干扰信息更多,不能同时获取两小孔的完整轮廓。利用圆的中心对称和旋转不变性,张显全等[8-9]推导出圆的链码性质来识别图像中的圆,而对于圆弧的识别则不能很好应用。针对这些问题,本文提出基于链码的圆弧识别规则来提取小孔轮廓,主动识别细颈最小厚度方位进行细颈厚度的有效计算。
1 细颈图像测量方法概述
如图1所示,通过视觉测量系统拍摄挠性接头细颈部位的图像。细颈图像自动处理的目的在于,通过小孔部分轮廓数据可获取实际被测孔的有效信息,如半径与圆心,从而直接或间接计算细颈的厚度。间接测量是通过两圆心间距减去两圆半径得到的尺寸,但由于小孔加工表面粗糙度、轮廓度误差,以及不均匀的光照等相关因素,造成由拟合得到圆的半径和圆心的误差累积到测量结果之中,使得测量结果不可靠,而且如果细颈处有缺陷,这种方法是无法检测出的。
故本文选择对细颈直接测量:先用链码跟踪技术获取图像中所有轮廓,再根据圆弧链码的识别规则提取两孔的轮廓,对其拟合即可得到两孔圆心。通过得到的两圆心定位细颈的最小厚度方位,并选择在最小厚度位置两侧一段区间内(见图1),对原始图像连续进行亚像素精度的一维边缘提取和计算细颈厚度。在这个区间内认为两小孔弧形轮廓近似为两条平行直线段,将这一组值去除粗差数据后的平均值作为最终的测量结果。相关计算流程如图2所示。
2 细颈图像处理方法
2.1 图像滤波及二值化
需先对原始零件图像进行滤波,本文使用中值滤波器对图像滤波以减弱噪声的干扰。为了下一步使用链码跟踪技术获取物体的边界,需要先对图像二值化,由于阈值分割后的图像物体轮廓会出现较多裂缝、不连续,不利于直接边界跟踪,需通过形态学滤波器闭运算、开运算填补缝隙、去除杂粒。
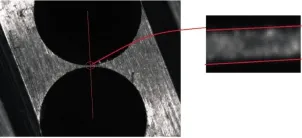
图1 小孔及其细颈的灰度图
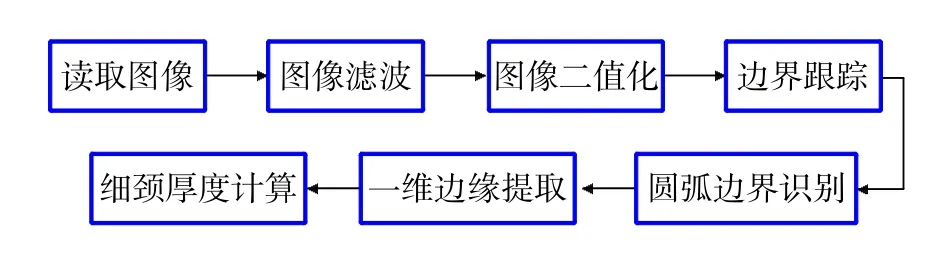
图2 细颈图像处理算法流程图
2.2 边界跟踪
链码技术把二维图像的存储和处理变为一维链上的问题,不丢失信息的同时可以较大程度地缩减数据存储空间,提高图像处理速度,如图3编码形式,若当前边界点为P0,下一个边界点便是P1~P8中的一个。
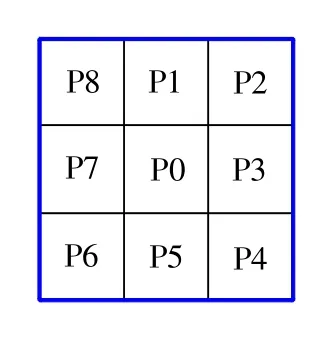
图3 8邻域位置编码
文献[10]提出每次只需搜索5个方向即可找到下一边界点,其搜索准则为:设搜索的当前点P(x,y)在上一边界点C的8邻域内的位置编码为n,则从当前点(x,y)的8邻域内的编码为n的位置,顺时针方向移动2个像素的位置就是下一边界点的起始搜索位置。若不是边界点,则从搜索的起始点开始按照逆时针方向顺次搜索,共搜索5次便可以找到下一个边界点。
图4为提取的轮廓图,为了下一步提取小孔的圆弧轮廓,需将连在一起的边界打断,图4(a)中与矩形相交的点即为新的轮廓起点或终点。
2.3 圆弧边界识别准则的定义
由于本文的应用场合不能获取两个完整的圆,而由链码跟踪获取的轮廓信息(见图4(a))不仅含有小孔还含有周围零件的一些直线、曲线轮廓等。本文通过构建圆弧链码的识别规则,排除非圆轮廓,提取两个小孔的轮廓。

图4 轮廓图像
基于图3所示的位置编码形式,构建圆弧链码的识别准则如下:
准则1:一段圆弧链码中位置编码的变化代表圆弧曲线方向的变化,圆弧的链码中相邻编码的变化通常只有两种,即从Pi到Pi+1或Pi到Pi-1和从Pi到Pi的变化(当i=8时,Pi+1=P1,下同),而且这两种变化的个数近似相等,即为整个圆弧链码长度的一半。因此可排除一些不属于圆弧的轮廓。
设某链码为

定义S1和S0分别表示上述两种变化的个数,其计算方法如图5所示。
因为对于圆弧链码S0和S1几乎各占总数的一半,故代表圆弧的链码要满足下式:

阈值Th1取值越大表示允许提取圆弧的缺陷越多,相应也会增加误判的几率,一般可取为0.05~0.15,应根据具体应用场合设定。
准则2:定义Cd(Pi)为一段链码中位置编码为Pi的坐标值。对于一段链码定义其数组下标为坐标x,xi为某一点编码为Pi的坐标值,编码Pi的坐标值定义为所有编码为Pi的坐标值的平均值。即Pi的坐标为

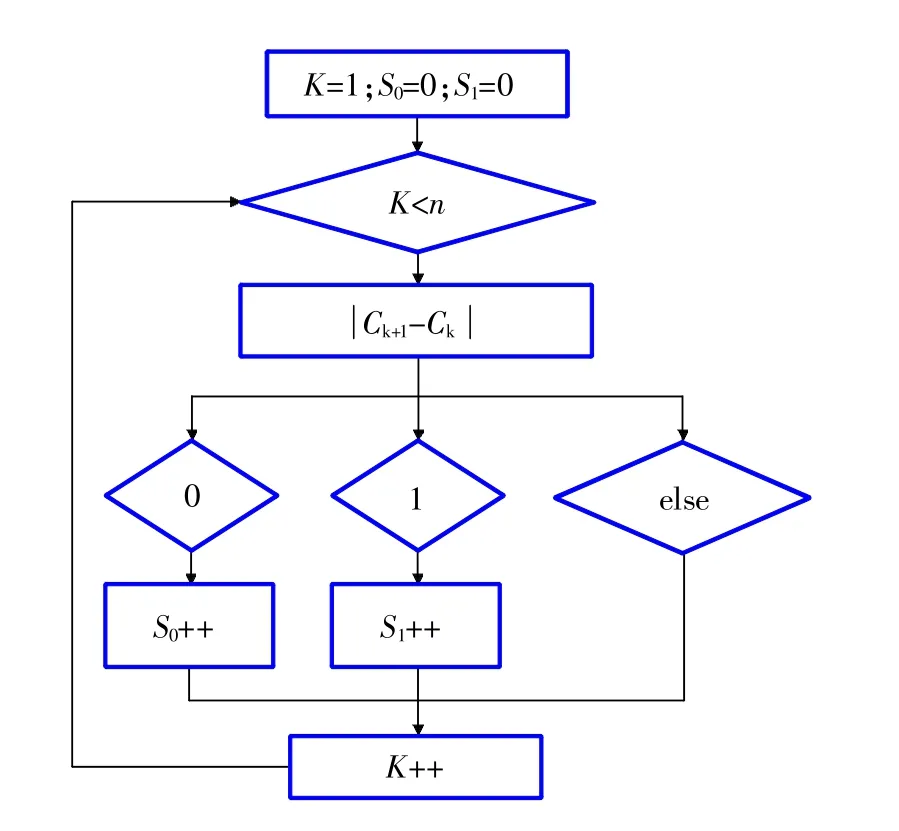
图5 S0、S1计算流程
式中Z为某段链码中Pi的个数。
以表1所示的具有34个位置编码的一段链码为例,Cd(Pi)的计算过程与结果如下:
在一段圆弧链码中,将位置编码的坐标值单调排序,其所对应的位置编码顺序一定是相邻的并且绕着8邻域旋转的顺序。如果链码中坐标出现Cd(Pi)、Cd(Pi+2)而没有Cd(Pi+1),即链码中出现断码的情况不会是圆弧。或者当链码坐标中出现Cd(Pi)>Cd(Pi+1)<Cd(Pi+2),即按着坐标单调排序后编码的排序不是相邻且绕着8邻域的情况也不是圆弧。
准则3:对于整圆来说,除去起始位置的编码,其余7个位置编码按绕着8邻域旋转的编码排序,其相邻坐标值之间的间距是近似相等的,而且这个间距即对应1/8圆。而对于圆弧链码来说,位置编码的坐标值在整个区间上是全局分布的,即不会出现两个编码的坐标值极为接近,相邻编码坐标值之间最小间距Lm的数学表达为

链码代表圆弧的基本条件为

根据链码坐标特点,设阈值为
式中num为某圆弧链码中位置编码的种类数。
以图4(a)中A、B、C、D 4段链码为例,分别计算其Dr和编码坐标(如表2所示)以测试上述性质。
链码D的Dr值过大不满足准则1,C、D出现断码不满足准则2,注意B中P8和P1是相接的。链码C、D的Lm<Th2,不满足准则3。

表1 一段链码的34个数组值

表2 测试结果
测试说明上述性质能很好地排除干扰提取圆弧。提取圆弧的步骤,应先通过准则1排除大部分干扰轮廓;利用准则2和准则3,排除掉某些直线和复杂曲线最终可获取两圆弧轮廓,准则2中求取位置编码的坐标时应对编码个数设定下限以避免局部边界方向突变产生的影响。
在获取两圆弧轮廓后,即可将两轮廓分别拟合为圆,两圆的圆心连线即为下一步测量细颈厚度的位置线。
2.4 一维边缘提取及细颈厚度计算
边缘是图像最基本的特征,Canny于1986年提出了基于最优化算法的边缘检测算子[11],具有很好的信噪比和检测准确度,因此被广泛应用。Canny发现最理想的边缘滤波器能非常好地用高斯滤波器的一阶导数来近似:

为不受平滑处理的影响并获取理想化的梯度边缘,滤波器输出必须乘以图6(a)为沿细颈某处在连心线方向获取的灰度值剖面。使用高斯滤波器的一阶导数,对得到的新的灰度曲线滤波,即做卷积运算得到边缘梯度曲线如图6(b)所示。峰值向上表示边缘由黑到白过渡,向下则表示边缘由白向黑过渡,红色标识表示细颈两侧边缘位置。使用爬山法搜索两边山峰向上和向下且峰值较大的峰,为避免陷入局部最优解,认为连续两次上升时才可判定当前为上升。下一步即可分别对两个峰取若干点进行高斯曲线拟合[12],找到峰值点对应的亚像素位置,计算两亚像素位置之间的距离即为细颈此处的厚度。
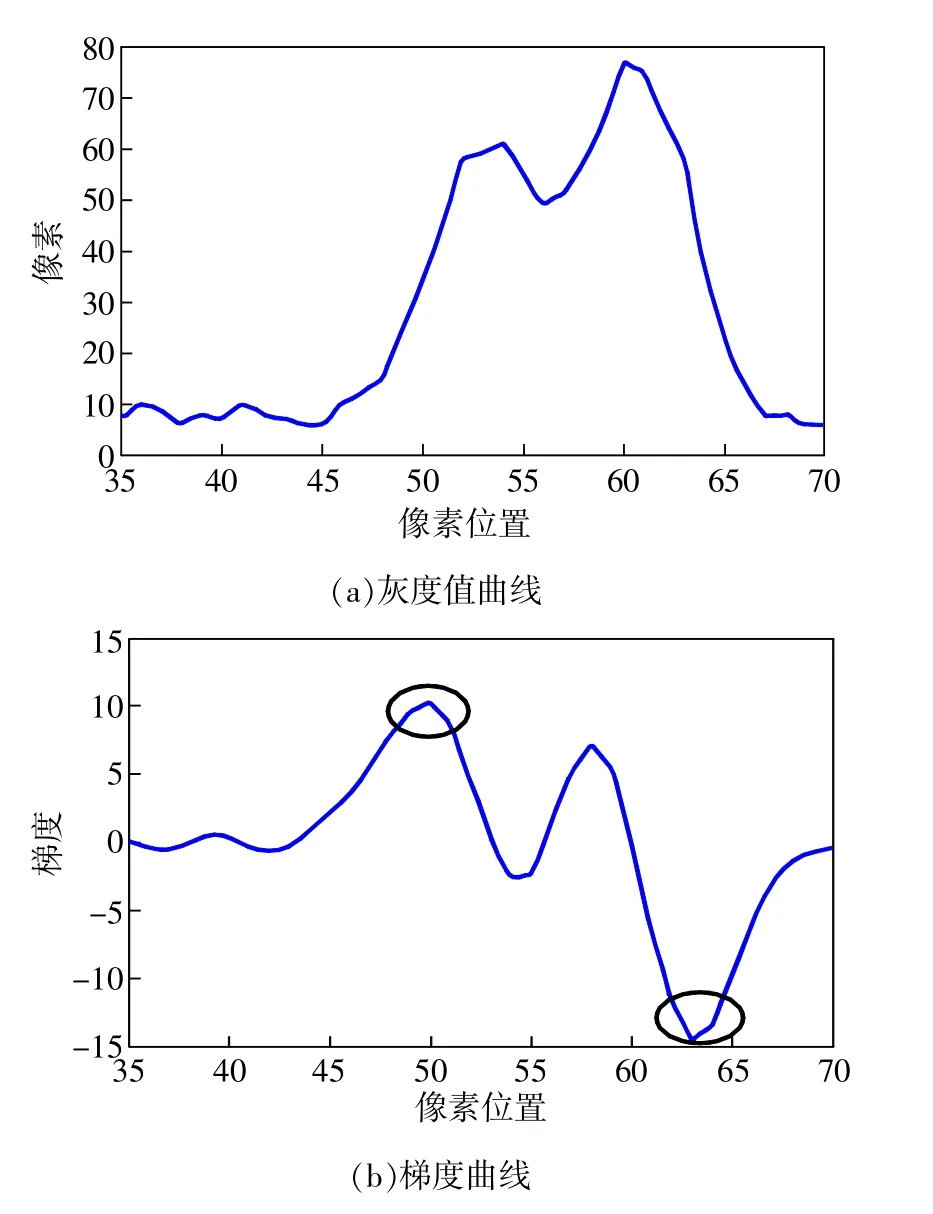
图6 一维边缘提取
在最小厚度位置两侧一段区间内,连续进行亚像素准确度的一维边缘提取和计算,即可得到一组细颈厚度值,由于视觉测量系统中噪声、光的影响无法控制,可通过3σ原则剔除其中含有粗差的值后取平均作为最终的测量结果。
3 测量方法原理误差分析
假设两小孔轮廓为理想圆,其半径为R,细颈厚度为d,如图7所示。
本文采用图7(b)阴影部分在连心线方向长度的平均值作为d的测量值。
设α=angle/2,则测量方法原理误差:
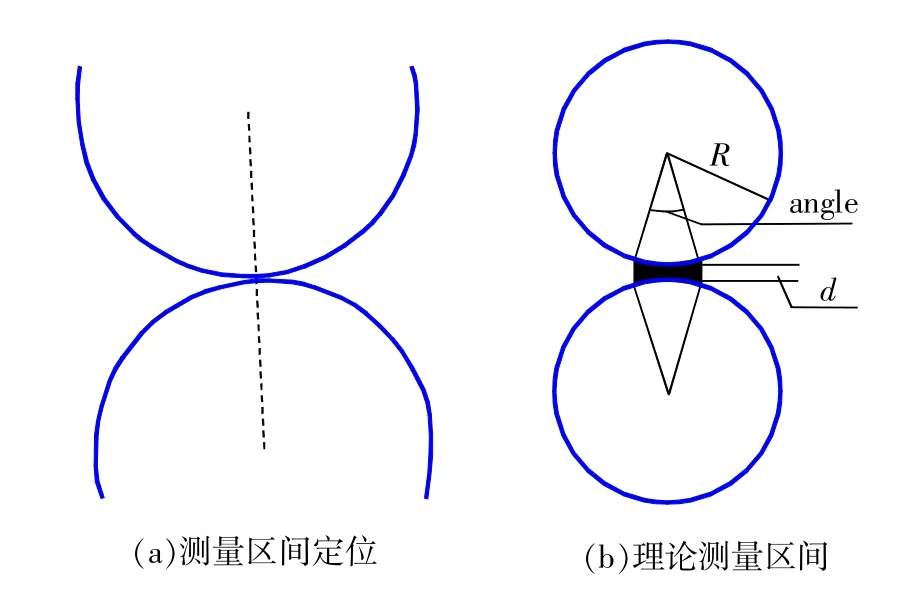
图7 测量位置示意
δ随着α增大而增加。为了控制原理误差,测量区间大小可由该误差的大小决定。例如一般要求原理误差小于尺寸公差10%~15%,对于本文即是让δ<R×10-4,此时angle应小于1.98°,在该区域内可以近似认为两段圆弧是两条平行的直线段,即在该区域内,进行连续的一维边缘检测。
4 实验结果与分析
实验测试的硬件平台,包括Navitar2X远心镜头和AVT F201B 200万像素的相机,像元尺寸为4.4μm。
可任选挠性接头进行测量与分析,并验证本文测量方法及其测量准确度的可行性。由于挠性接头尺寸未知,无法完成准确度实验,此处仅考察测量的精密度。在同一测量环境下,分别拍摄4个方位上的挠性接头细颈图像,每根细颈拍摄n张图像,自动测量细颈尺寸,n组细颈尺寸的极差为重复测量误差。受保密限制,表3给出了报废挠性接头的相关测量数据,测量结果显示其重复测量误差<0.7 μm。本文算法使用C#语言开发,测试PC机CPU主频为2.2GHz,每张图像的处理时间在0.6~0.8s内。
实验结果表明,使用本文测量方法和图像处理技术,相较于接触测量方法,能够更高效、自动、高准确度地测量挠性接头细颈尺寸。相较于文献[2],本文算法能自主寻找到小孔的圆心,在细颈最小厚度处进行测量,测量结果更为可靠。
5 结束语
本文针对挠性接头细颈的高准确度测量需求,提出一种基于图像处理的自动化测量方法。该方法是通过构造圆弧链码识别规则准确提取到零件图像中小孔的圆弧轮廓,在此基础上确定测量位置直接测量细颈的最小尺寸,在普通的工业镜头和相机等组合的设备下实现测量,重复性实验结果表明应用本文所述图像处理方法进行测量稳定性高、处理速度快,重复性误差<0.7μm。另外,本文提到的关于圆弧链码的性质,可以推广应用到其他需要提取圆弧的场合。
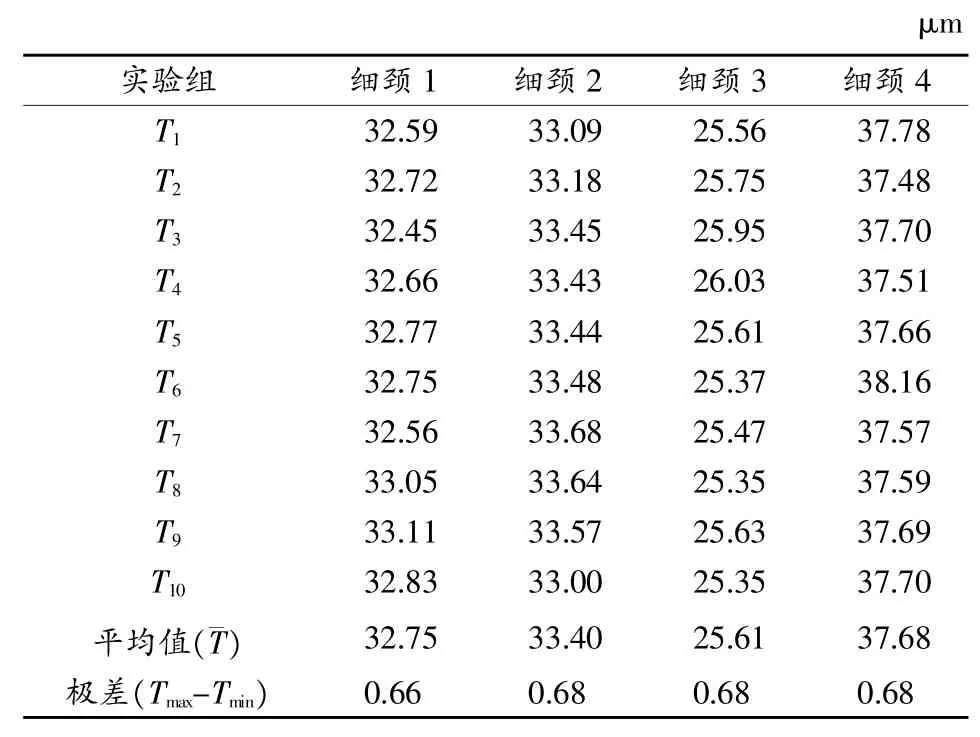
表3 系统测量重复性试验数据
[1]姜黎,吴伟仁,张之敬,等.微小型结构件显微图像边缘的自动识别[J].光学精密工程,2013,21(1):224-232.
[2]赵渊博,赵慧洁.挠性接头薄筋厚度在线测量图像分割方法研究[J].光学精密工程,2005,1(13):153-157.
[3]杜跃军,周安石,闫志强.挠性接头细颈尺寸在线测量技术的研究[J].中国惯性技术学报,1994,2(1):39-44.
[4]樊星.挠性接头细颈厚度测量装置的研制[D].哈尔滨:哈尔滨工业大学,2006.
[5]裘祖荣,陈浩玉,胡文川,等.嵌入式线结构光角度视觉检测及误差补偿[J].光学精密工程,2013,21(10):2480-2487.
[6]Hamedon Z,Mori K,Abe Y.In-situ measurement of three-dimensional deformation behaviour of sheet and tools during stamping using borescope[J].Journal of Materials Processing Technology,2014,214(4):945-950.
[7]华才健,蹇红梅,张燕.基于机器视觉的火花塞间隙检测技术[J].中国测试,2014(5):108-110.
[8]张显全,王继军,蒋联源.基于Freeman链码的圆识别方法[J].计算机工程,2007,33(15):196-198,
[9]王成.一种基于链码的圆形目标识别方法[J].信息与电脑:理论版,2013(1):113-114.
[10]王福生,齐国清.二值图像中目标物体轮廓的边界跟踪算法[J].大连海事大学学报,2006,32(1):62-64.
[11]Canny J.A computational approach to edge detection[J]. Pattern Analysis and Machine Intelligence,IEEE Transactions,1986(6):679-698.
[12]尚雅层,陈静,田军委.高斯拟合亚像素边缘检测算法[J].计算机应用,2011,31(1):179-181.
Research on measurement and method of image processing for the thin neck of flexible joint
FU Zhenzhen,LI Beizhi,YANG Jianguo,ZHOU Yaqin
(College of Mechanical Engineering,Donghua University,Shanghai 201600,China)
A method of visual measurement based on arc boundary recognition was proposed to implement non-contact and inefficient measurement on the thin neck of flexible joint.After the original image was processed by filtering,binarization and boundary tracking,the criterion for arc chain code recognition was used to identify the incomplete round arc boundaries that constituted the thin neck so as to position accurately the thinnest part of the thin neck.To eliminate the measurementerror caused by rugged surfacesand uneven illumination,the sequentialonedimension measurement was applied to the areas extending from the two ends with the minimum thickness of the thin neck.The mean value removed of gross errors was regarded as the final measurement results.According to the measurement results,the repeated measuring accuracy of the measuring and image processing methods is less than 0.7 μm,which can satisfy the demand for measuring processed thin necks.
image processing;measurement on thin neck;boundary tracking;arc chain code;recognition criterion
A
:1674-5124(2015)10-0022-05
10.11857/j.issn.1674-5124.2015.10.005
2015-01-07;
:2015-03-12
国家863计划项目(2012AA041309)
付振振(1989-),男,河南商丘市人,硕士研究生,专业方向为机器视觉与检测。
