压水堆燃料转运装置倾翻机构欠载分析
2015-02-16孟维民陈红卫
□孟维民 彭 峰 陈红卫 李 熠
一、概述
燃料转运装置主要用于燃料组件在燃料厂房和反应堆厂房之间的转运。燃料转运装置长约23.3m,高约13.5m。根据位置的不同该装置分为:位于反应堆厂房换料水池一侧的部件、位于燃料厂房转运舱一侧的部件和转运通道。根据使用功能来分,分为运输、倾翻及支撑三大类。其中倾翻类又分为:倾翻架;提升机构;导向定位机构等机构。倾翻机构相关参数及运行过程:额定提升载荷:1,000daN。欠载量:≤40 daN。低速运行距离:300~500mm。提升:按下提升按钮,电机运转,水平灯灭,提升灯闪烁,倾翻架上升速度为2m/min。上升300mm 后指示灯常亮,提升速度变为6m/min,距上限300mm 处变为2m/min,直到终止位置,垂直指示灯亮。如提升拉力大于800kg,自动停车。下放:按下放按钮,电机运转,垂直指示灯灭,下放指示灯闪烁,倾翻架下放速度为2m/min。下放300mm 后下放速度变为6m/min,下放指示灯常亮。距下限300mm 处变为2m/min,下放指示灯闪烁。当绳拉力小于5kg 时停车水平灯亮。
二、燃料转运装置倾翻机构欠载
(一)缺陷描述。某核电厂某次大修卸料期间,KX 厂房转运装置倾翻架在空载状态下,在下放过程中,由竖直至水平慢速区多次出现欠载现象,较为严重的是卸料后期在倾翻架倾倒一定角度后仍会触发欠载缺陷停车。动作原理及缺陷分析如下:
1.动作原理。以卸料工作为例,简述转运装置工作过程原理:首先R 区的转运装置承载器为垂直位置,使用装卸料机将燃料组件从反应堆压力容器中取出,并放入承载器中。随后承载器在倾翻机构的作用下,由垂直转为水平放置在运输小车上,由垂直到下放过程,倾翻架的下放启动依靠其自身带的两个配重装置,倾翻架由卷扬机控制其下放速度,围绕后端轴逐步到达水平位置;接着通过驱动装置将运输小车拉至K 区。燃料转运装置运输小车携带承载器运动至KX 厂房,在到达停车位时,承载器前端轴进入倾翻架的“V”型托架,后端轴进入倾翻架的“C”型槽,随后提升机构通过卷扬机钢丝绳拉动倾翻架以后端轴及“C”型槽为中心转动,直到倾翻架与导向定位机构贴合到位,到达垂直位置。

图1 前端轴及V 型托架
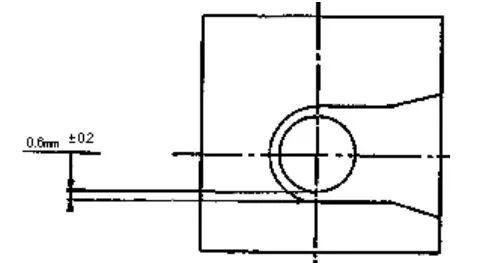
图2 后端轴与C 型槽

图3 倾翻架支座及其转轴
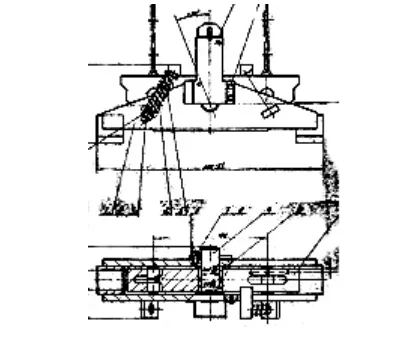
图4 倾翻架及钢丝绳连接机构
2.缺陷分析。一是控制系统原因分析。倾翻架的下放过程中欠载信号的触发为钢丝绳拉力小于40daN,倾翻架在刚开始启动下放时,首先钢丝绳放松,同时倾翻架在配重的作用下逐渐倾斜下放。如果钢丝绳速度(即电机转速)过快,大于倾翻架自身启动加速度,则会导致钢丝绳的放松,即产生欠载故障。二是倾翻架“C”型槽与承载器后端轴卡涩。倾翻架如若水平位置不到位,在承载器后端轴进入“C”型槽的过程中,会从导向口进入,随后与“C”型槽下表面发生刮蹭,导致材料损伤。承载器后端轴在倾翻架运动过程中,在“C”型槽内无自由度限制,无固定装置,故在运动过程中难免出现相对移动,同时两个材料均是不锈钢材质,如发生材料表面发生拉伤现象,卡涩概率较高,在转动过程中导致过摩擦。三是倾翻架支座及其转轴卡涩。倾翻架的整个动作过程在2,000~2,500ppm 硼水中,旋转中心为倾翻架支座转轴,由于转轴与支座为基孔制间隙配合。在日常期间由于工作需要转运舱水池存在排空状态,此时由于环境温度的变化,残留的硼水极易在间隙中产生硼结晶,而后在无水动作试验时会导致不锈钢轴及轴套的拉伤,最终导致轴的卡涩,倾翻机构的欠载。四是钢丝绳平衡梁轴卡涩。在卸料过程中,倾翻架下放过程中,观察发现其中一根钢丝绳出现过略放松现象,若平衡梁转轴出现卡涩,在运动过程中,转轴克服摩擦使得平衡梁水平,而在此过程中,会导致两根钢丝绳同时出现短暂放松状态,从而导致欠载现象的产生。五是承载器垂直度偏差。从图五上来看,承载器的垂直度主要依靠导向定位机构连接定位丝杠,丝杆的螺栓放松会导致承载器的垂直度出现偏差。当垂直度出现偏差时,倾翻架配重块触发的翻转加速度会减小,导致与电机转速不一致,从而引起钢丝绳的放松,出现欠载。

图5 导向定位机构

图6 倾翻架配重装置
(二)缺陷处理。
1.倾翻架支座“C”型槽及承载器转轴检查。检查倾翻架支座“C”型环表面,发现“C”型槽存在划痕,对其表面进行打磨使其圆滑过渡;承载器转轴检查,对轴表面进行检查打磨,保证轴表面的光洁度;检查“C”型槽与转轴配合间隙,确认并调整间隙值在0.6 ±0.2mm。

图7 “C”型槽

图8 倾翻架支座转轴
2.倾翻架支座及其转轴检查。确认倾翻架部件已经水平放置,并手动控制松开钢丝绳至放松状态;对倾翻架两端支座转轴的相对位置做好标记,先解体其中一端转轴部位;拆除转轴部位轴端的止动板、螺栓和止动垫圈;拆除轴并检查轴表面存在轻微划痕、未出现严重变形情况,根据图纸测量轮轴、轴孔尺寸;清理支座内部硼结晶等杂质,并检查内部光洁度;检查内部铜套的磨损情况;按原标记位置从外侧向内回装转轴,使用杠杆调整承载器高度,回装过程应无严重卡阻现象状态;回装转轴部位轴端的止动板、螺栓和止动垫圈;按以上步骤拆除、修复、回装倾翻架另一端转轴部位。
3.钢丝绳平衡梁检查。动作检查钢丝绳平衡梁转轴,确认其动作灵活无问题;检查钢丝绳平衡梁连接螺栓,确认无松动现象;根据实际情况调整钢丝绳长度,并最终锁紧钢丝绳锁扣。
4.承载器垂直度检查。竖起倾翻架至垂直状态;使用铅垂线对承载器垂直度进行检查,承载器垂直度偏差在±1mm(每一平面)之内,符合运行要求;对承载器定位机构定位轮检查,确认固定机构螺栓无松脱;用塞尺测量定位机构与承载器机构间隙,间隙值0.5mm,符合要求。
5.检查工作结束动作实验,匹配电机转速。向倾翻机转轴部位浇除盐水润滑,电动操作倾翻机并通过调整电机变频参数,匹配调整电机转速,确认欠载缺陷消除;设备运行平稳,无异常噪音、卡滞等现象。
二、结语
由于压水堆燃料转运设备位置的特殊性,不能采用常规的油润滑,如果进行过多的无水试验,将导致磨损拉伤的加重,根据现场检查情况,判断转运装置倾翻架转轴卡涩、电机转速不匹配为导致欠载缺陷发生的主要原因。但其他检查情况证明欠载故障的触发也是综合原因之一,这也对今后缺陷的快速诊断以及处理提供了检修经验。同时该故障的产生,对于以后的预防性检修工作项目提供了优化增加选项,将承载器的垂直度检查、钢丝绳平衡梁检查、导向定位机构检查、“C”型槽检查列为年度检修项目;将倾翻架支座及转轴检查列入10年检修项目,同时将K侧项目反馈至R 侧检修项目中(K 侧日常可以执行,R 侧仅可在大修期间执行)。
[1] 燃料转运装置提升机构技术规格书[Z].核工业第二研究设计院,1997